一种车载屏用后壳组装机的制作方法
本技术涉及组装机,尤其是涉及一种车载屏用后壳组装机。
背景技术:
1、汽车车载屏是指安装在汽车仪表盘或座椅后面的显示屏,用于显示车辆信息、娱乐、导航等内容。随着汽车科技的不断发展,车载屏的功能和尺寸也在不断提升,成为了现代汽车的重要组成部分。
2、汽车的部件主要采用模块化生产,然后再进行组装,车载屏在进行模块化生产时,其主要包括显示屏、电气结构和后壳,电气结构在显示屏上调试完成后,还需要配合流水线组装后壳,现有的方式一般人工组装,导致生产效率较低,因此需要进一步改善。
技术实现思路
1、为了改善现有后壳采用人工装配的方式导致生产效率较低的问题,本技术的目的是提供一种车载屏用后壳组装机。
2、本技术提供的一种车载屏用后壳组装机采用如下的技术方案:
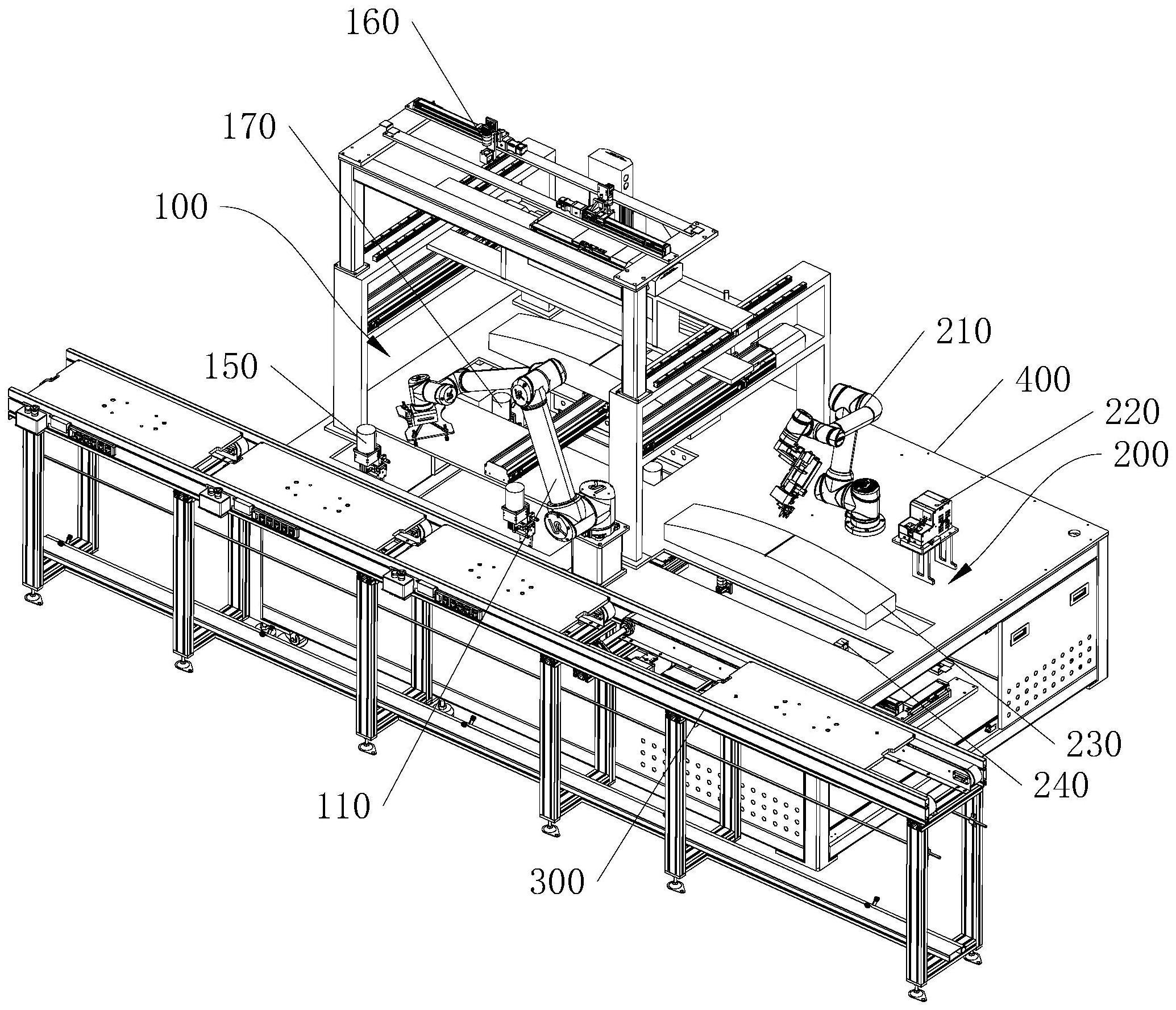
3、一种车载屏用后壳组装机,包含组件装配工位与锁螺丝工位,所述锁螺丝工位位于所述组件装配工位的侧边;所述组件装配工位包含第一机械手、滑移机构、上料治具与第一定位平台,所述上料治具安装于所述滑移机构上,所述上料治具用于安放后壳;所述滑移机构位于所述第一定位平台的上部,所述第一机械手夹持车载屏放置于所述第一定位平台上,所述滑移机构带动所述上料治具位于至所述第一定位平台的上方,当所述滑移机构下降时,将所述上料治具上的后壳压接于车载屏上;所述锁螺丝工位包含第二机械手、螺丝供料器与第二定位平台,所述第二机械手与所述螺丝供料器位于所述第二定位平台的侧边,当后壳组装于车载屏上后,所述第一机械手夹持车载屏至所述第二定位平台上,所述第二机械手夹持所述螺丝供料器上的螺丝锁入至车载屏上。
4、通过采用上述技术方案,利用第一机械手将车载屏夹持在第一定位平台上放置,辅助操作人员将准备好的后壳卡接于上料治具上,然后由滑移机构带动上料治具位移至第一定位平台的上方,当滑移机构下降时,上料治具上的后壳压接于车载屏上,由此完成车载屏与后壳的安装;当后壳安装好后需要利用螺丝将后壳稳固的安装于车载屏上,锁螺丝时,第一机械手将第一定位平台上的组装件夹持至第二定位平台上,利用第二机械手夹持螺丝供料器内的螺丝锁入后壳与车载屏上,此时完成成品组装过程;利用该结构,过程装配大部分采用自动化操作过程,过程效率有效提升,且装配一致性好,质量有效提升。
5、可选的,所述滑移机构包含固定架、前后滑移板、左右滑移板与上下滑移板,所述前后滑移板滑接于所述固定架上可进行前后滑移,所述左右滑移板滑接于所述前后滑移板上可进行左右滑移,所述上下滑移板滑接于所述左右滑移板上可进行上下滑移,所述上下滑移板上竖直设置有保压气缸,所述上料治具安装于所述保压气缸上。
6、通过采用上述技术方案,保压气缸带动上料治具上下升降,上下滑移板沿左右滑移板同为上下升降,上下滑移板与保压气缸之间配合可加大上下伸缩距离,左右滑移板沿前后滑移板左右滑移,前后滑移板沿固定架前后滑移,利用滑移机构便于带动上料治具进行多角度运行,以适配不用外形尺寸的车载屏夹持操作。
7、可选的,所述保压气缸朝向所述上料治具的一端设置有夹持件,所述夹持件的一端设置有旋转件,所述上料治具转动连接于所述夹持件上,且所述旋转件的驱动端与所述上料治具连接,所述旋转件带动所述上料治具可正反90度旋转。
8、通过采用上述技术方案,利用设置的旋转件,当需要将后壳放入至上料治具上时,旋转件反向旋转90度带动上料治具朝向人的一侧,此时便于将后壳卡接于上料治具上;当后壳放置好后,旋转件正向旋转90度带动上料治具朝向底部,此时后壳同步带动朝向底部,借由滑移机构的多角度移动,控制上料治具滑移至第一定位平台的上方,此时后壳与车载屏上下对正,可进行卡接操作。
9、可选的,所述组件装配工位还包含粗定位ccd,所述粗定位ccd位于所述第一定位平台的侧边,所述粗定位ccd朝上拍摄,所述第一机械手夹持车载屏经过所述粗定位ccd实现底面拍摄,当所述粗定位ccd检测车载屏底面的相应尺寸和外观合格时,车载屏夹入至所述第一定位平台上;当所述粗定位ccd检测车载屏底面的相应尺寸和外观不合格时,夹入至外部下料。
10、通过采用上述技术方案,利用粗定位ccd预先识别车载屏的底面,用于判断车载屏底面相应的尺寸是否合格,是否能够正常的放置于第一定位平台上,同时判断车载屏底面的外观是否存在缺失或污染的情况,当粗定位ccd检测车载屏底面的相应尺寸和外观不合格时,由第一机械手直接夹入至外部下料,不会夹放至第一定位平台上,利用该结构,能够提前识别不良,避免未及时发现造成后道工序的生产不良。
11、可选的,所述第一定位平台的底部设置有移栽轴,所述第一定位平台沿所述移栽轴滑移,所述组件装配工位还包含精定位ccd,所述精定位ccd位于所述滑移机构的上方,所述精定位ccd朝下拍摄,当车载屏放置于所述第一定位平台上时,所述精定位ccd朝向车载屏的顶面拍摄,当所述精定位ccd检测车载屏顶面的相应尺寸和外观不合格时,所述第一定位平台带动车载屏沿所述移栽轴滑至外部下料。
12、通过采用上述技术方案,利用设置的移栽轴,当精定位ccd检测到车载屏的顶面区域相应的尺寸或外观不良时,第一定位平台能够带动车载屏朝远离第一机械手的外部方向移动,再利用人工辅助将车载屏进行下料操作,避免车载屏进行下一步的装配操作,由此实现车载屏各个角度的全面检测,同时及时剔除不良品,过程检测效果好。
13、可选的,所述组件装配工位还包含后壳对位ccd,所述后壳对位ccd位于所述第一定位平台的侧边,所述后壳对位ccd朝上拍摄用于检测后壳,当所述后壳对位ccd检测后壳的相应尺寸和外观合格时,且所述精定位ccd检测车载屏顶面的相应尺寸和外观合格时,所述滑移机构带动后壳由上至下卡接于车载屏上;当后壳对位ccd检测后壳的相应尺寸和外观不合格时,所述滑移机构带动后壳停留原位。
14、通过采用上述技术方案,利用后壳对位ccd,当上料治具安装好后壳后,旋转件正向旋转90度带动后壳朝向底部,此时通过滑移机构控制后壳朝向后壳对位ccd的拍摄区域,当后壳对位ccd检测后壳的相应尺寸和外观不合格时,滑移机构带动后壳停留原位,当后壳对位ccd检测后壳的相应尺寸和外观合格时,滑移机构带动后壳由上至下卡接于车载屏上,通过后壳对位ccd与精定位ccd实现对位感应,准确实现过程卡接。
15、可选的,当后壳卡接于车载屏上时,所述精定位ccd同时对组装后的外形尺寸和外观检测,当所述精定位ccd检测组装后的尺寸和外观不合格时,所述第一定位平台带动后壳与车载屏形成的组装件沿所述移栽轴滑至外部下料;当所述精定位ccd检测组装后的尺寸和外观合格时,由所述第一机械手将组装件夹持至所述第二定位平台上。
16、通过采用上述技术方案,利用精定位ccd,当后壳组装于车载屏上时,精定位ccd能够再次对组装件进行全方位的尺寸和外观检测,当检测不合格时,第一定位平台带动后壳与车载屏形成的组装件沿移栽轴滑至远离第一机械手的一侧下料;当检测合格时,再次由第一机械手将组装件夹持在第二定位平台上准备进行锁螺丝操作。
17、可选的,所述锁螺丝工位还包含成品检测ccd,所述成品检测ccd位于所述第二定位平台的侧边,当所述第二机械手将螺丝锁入车载屏上时,所述成品检测ccd对成品车载屏的外观进行检测。
18、通过采用上述技术方案,当组装好的车载屏安放至第二定位平台上时,利用第二机械手夹持螺丝供料器内的螺丝锁入至车载屏上,当螺丝锁好后,利用成品检测ccd对成品车载屏的整体外观进行检测,由此实现组装过程的最后一道装配和检验。
19、可选的,还包含倍速链,所述倍速链位于所述第一机械手的侧边,当成品车载屏的外观合格或不合格时,所述第一机械手均将成品车载屏夹入至所述倍速链上。
20、通过采用上述技术方案,利用倍速链,实现车载屏自动送料,同时车载屏在完成组装后,合格品与不合格品均通过倍速链继续输送,实现过程全自动输送,节拍作业,效率提升。
21、可选的,所述倍速链上设置有合格品流道与不合格品流道,所述倍速链上设置有多块流动板,所述流动板具有标号,每块车载屏同步具有标号,当对应标号车载屏不合格时,对应放置的所述流动板与不合格标号车载屏实现关联识别,不合格标号车载屏流入不合格品流道,合格标号车载屏流入合格品流道。
22、通过采用上述技术方案,倍速链上设置有合格品流道与不合格品流道,合格标号车载屏与对应标号的流动板进入至合格品流道,不合格标号车载屏与对应标号的流动板进入至不合格品流道。
23、综上所述,本技术包括以下至少一种有益效果:
24、1.利用第一机械手将车载屏夹持在第一定位平台上放置,辅助操作人员将准备好的后壳卡接于上料治具上,然后由滑移机构带动上料治具位移至第一定位平台的上方,当滑移机构下降时,上料治具上的后壳压接于车载屏上,由此完成车载屏与后壳的安装;当后壳安装好后需要利用螺丝将后壳稳固的安装于车载屏上,锁螺丝时,第一机械手将第一定位平台上的组装件夹持至第二定位平台上,利用第二机械手夹持螺丝供料器内的螺丝锁入后壳与车载屏上,此时完成成品组装过程;利用该结构,过程装配大部分采用自动化操作过程,过程效率有效提升,且装配一致性好,质量有效提升,整体实用性强,具有较大的市场推广价值;
25、2. 利用设置的旋转件,当需要将后壳放入至上料治具上时,旋转件反向旋转90度带动上料治具朝向人的一侧,此时便于将后壳卡接于上料治具上;当后壳放置好后,旋转件正向旋转90度带动上料治具朝向底部,此时后壳同步带动朝向底部,借由滑移机构的多角度移动,控制上料治具滑移至第一定位平台的上方,此时后壳与车载屏上下对正,可进行卡接操作;
26、3.利用粗定位ccd、精定位ccd以及后壳对位ccd进行尺寸和外观检测,能够有效的实现精确的对位装配,同时及时剔除不良品。
- 还没有人留言评论。精彩留言会获得点赞!