一种激光雷达装调设备及其方法与流程
本发明应用于激光雷达组装设备的,特别涉及一种激光雷达装调设备及其方法。
背景技术:
1、激光雷达是一种采用非接触激光测距技术的扫描式传感器,其工作原理与一般的雷达系统类似,通过发射激光光束来探测目标,并通过搜集反射回来的光束来形成点云和获取数据,这些数据经光电处理后可生成为精确的三维立体图像。采用这项技术,可以准确的获取高精度的物理空间环境信息,测距精度可达厘米级,因此,该项技术成为汽车自动驾驶、无人驾驶、定位导航、空间测绘、安保安防等领域最为核心的传感器设备。
2、目前激光雷达在出厂前也需要进行检测,即对激光雷达产品接通电源后,通过激光发射芯片发射出激光光速后经过内部的光路后发出并在探测到障碍物上,通过反射回来的光速经过内部的光路后看是否能回到激光接收芯片处,若发射的激光运到障碍物后能回到激光接收芯片处即为合格品,若激光接收芯片无法接收到光速,则证明激光发射芯片安装位置有误,还需要返工进行检修,操作员根据误差的信息再调整含有激光发射芯片的前盖体在激光雷达上的安装位置,调整完成后还需要再进行点胶固化,然后再重新去测试,这种采用人工安装前盖体容易出现有误差,导致后续激光接收芯片无法接收到光束,还需要返工检修安装,造成生产效率较慢,且激光雷达若出现多次返工也会影响整体产品的品质。
技术实现思路
1、本发明所要解决的技术问题是克服现有技术的不足,提供了一种能自动组装前盖体并实时检测组装的精度的激光雷达装调设备及其方法。
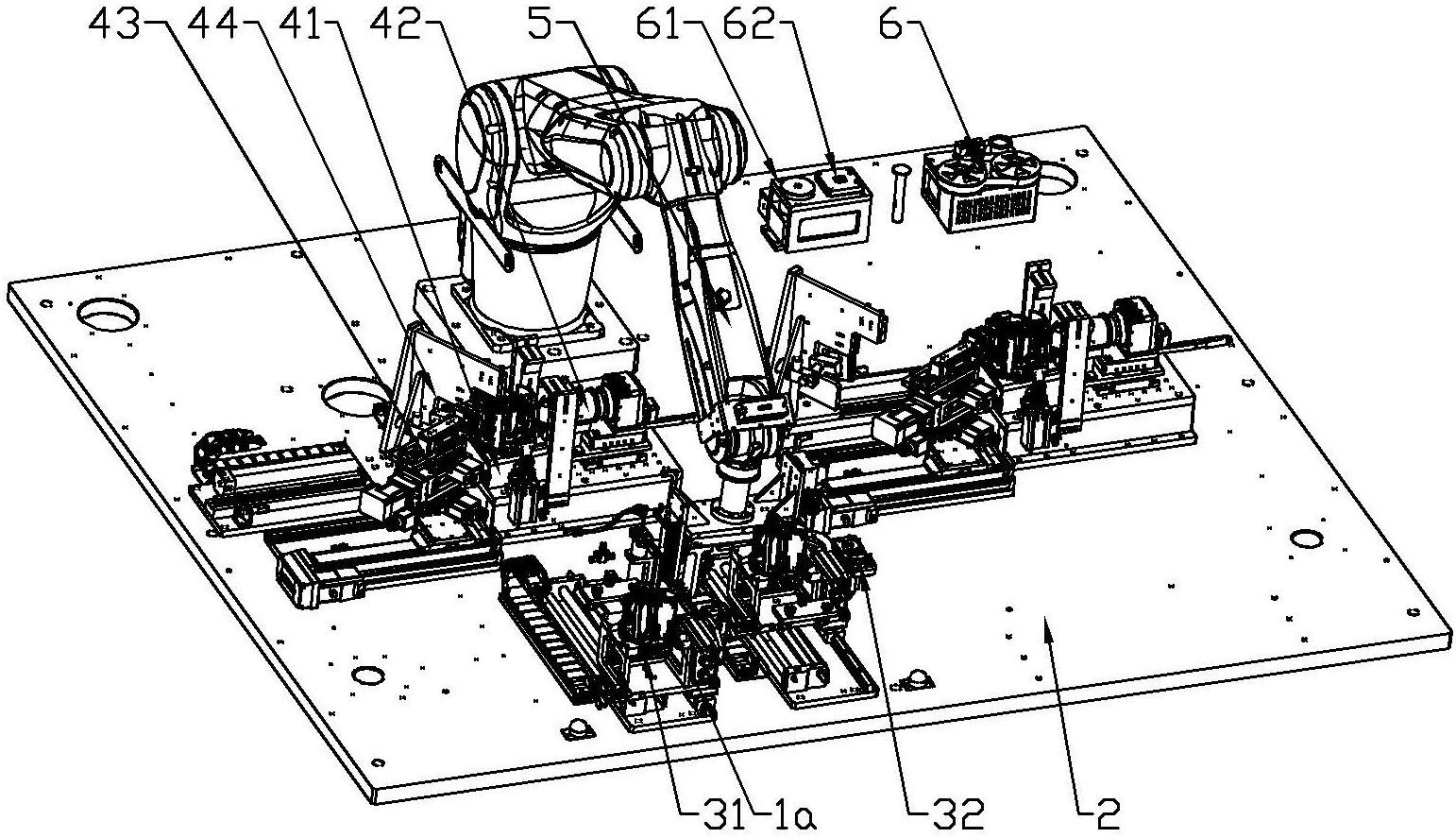
2、本发明所采用的技术方案是:本发明包括激光雷达装调设备及其方法,所述激光雷达装调设备包括机架,所述机架上设置有工作台面,所述工作台面上依次设置有至少一组产品上料机构、至少一组自动组装固化机构和上料点胶机器人,所述产品上料机构包括有雷达载具和位于所述雷达载具一端的盖体载具模组,所述雷达载具上放置有半成品激光雷达,所述盖体载具模组上放置有前盖体,所述前盖体安装有激光发射芯片;所述上料点胶机器人包括机器人和集成于机器人末端的雷达夹爪模组、盖体夹爪模组和点胶枪模组,所述自动组装固化机构包括雷达载台板模组,所述雷达载台板模组的一侧设置有激光相机组件,所述雷达载台板模组的另一侧设置有盖体装调组件和固化组件,所述激光相机组件发射激光光束模拟激光发射芯片的光路进入放置于雷达载台板模组上的半成品激光雷达,并通过摄影成像定位激光光束在半成品激光雷达的前盖体安装位置,所述盖体装调组件带动前盖体组装到半成品激光雷达上,并调整激光发射芯片的位置与安装位置的光束重合,所述点胶枪模组用于将组装好的前盖体进行点胶固定于半成品激光雷达上。
3、进一步的,所述产品上料机构和所述自动组装固化机构的数量均为两个,所述机架上设置有机罩,所述机罩上设置有上下料口,两个所述产品上料机构的前端分别位于所述上下料口处,所述机架上还设置有mcu控制器,所述产品上料机构、所述自动组装固化机构和所述上料点胶机器人均与所述mcu控制器电性连接。
4、进一步的,所述雷达载台板模组包括有支撑平台,所述支撑平台上设置有安装座,所述安装座上设置有载具板,所述载具板与所述半成品激光雷达底部相适配,且半成品激光雷达的前端面朝向所述激光相机组件,所述安装座的两端均设置有压紧器,所述压紧器用于压紧半成品激光雷达于所述载具板上,所述半成品激光雷达包括雷达底座,所述雷达底座的中部设置有安装支座,所述安装支座前端设置有雷达镜头,所述安装支座的中部对称设置有第一折射镜片,所述雷达镜头的两端对称设置有第二折射镜片,所述安装支座的后端对称设置有透光镜片,其中一个所述透光镜片的后端安装有后盖体,所述后盖体上设置有激光接收芯片,所述前盖体安装于另一个所述透光镜片的后端,所述激光发射芯片发射的激光依次通过同侧的的所述透光镜片、所述第二折射镜片、所述第一折射镜片和所述雷达镜头后发出,遇到障碍物后激光光束会反射回并依次经过所述雷达镜头、另一侧的所述第一折射镜片、所述第二折射镜片、所述透光镜片后回到激光接收芯片上。
5、进一步的,所述激光相机组件包括xy轴调节器,所述xy轴调节器上设置有激光成像相机,所述激光成像相机的一侧设置有变焦环镜头,所述变焦环镜头的前端设置有折叠镜,所述折叠镜的前端设置有弧形光罩,所述弧形光罩位于所述雷达镜头的一端,所述激光成像相机发射激光光束模拟激光发射芯片的发射出的光路进入半成品激光雷达内,并成像激光光束与激光发射芯片的之间的位置。
6、进一步的,所述盖体装调组件包括第一y轴移动机构,所述第一y轴移动机构上斜向设置有xyz调节器,所述xyz调节器上设置有旋转调节器,所述旋转调节器设置有装调定位吸嘴模组,所述装调定位吸嘴模组包括装调底板,所述装调底板的上设置有左封滑轨座和与所述左封滑轨座相适配的直线导轨,所述直线导轨上设置有导轨固定板,所述导轨固定板的前端设置有十字轴安装板,所述十字轴安装板的前端安装有万向十字轴,所述万向十字轴的前端设置有吸嘴固定板,所述吸嘴固定板上设置有若干个吸嘴,所述装调底板的后端设置有缺口,所述缺口内设置有拉力传感器和与所述拉力传感器相连接的弹簧导轴,所述直线导轨的末端设置有伸入所述缺口内的挡块,所述弹簧导轴与所述挡块之间设置有拉力弹簧。
7、进一步的,所述产品上料机构包括x轴移栽气缸和与所述x轴移栽气缸相连接的移栽底板,所述雷达载具和所述盖体载具模组分别安装于所述移栽底板的两侧,所述盖体载具模组包括安装于所述移栽底板一侧的回转安装板、安装于所述回转安装板侧面的低速旋转摆台、与所述低速旋转摆台相连接的旋转固定板和与所述旋转固定板相连接的盖体载板,所述盖体载板内设置有真空吸嘴和与前盖体相适配的定位载柱。
8、进一步的,所述机器人为六轴机器人,所述六轴机器人的末端设置有连接板,所述点胶枪模组安装于所述连接板的一侧,所述连接板的另一侧设置有ccd相机,所述雷达夹爪模组设置于所述连接板的下端,所述盖体夹爪模组设置于所述连接板的前端,所述点胶枪模组包括点胶升降器和与所述点胶升降器相连接的点胶枪;所述雷达夹爪模组包括第一夹爪气缸,所述第一夹爪气缸的两端设置有雷达夹爪臂,所述第一夹爪气缸的中部设置有与所述半成品激光雷达顶部第一定位孔相适配的第一定位柱;所述盖体夹爪模组包括安装于所述连接板的前端的第一固定板,所述第一固定板的前端面设置有第二夹爪气缸,所述第二夹爪气缸的两端设置有盖体夹爪,所述第二夹爪气缸的上下两端设置有与所述前盖体上的第二定位孔相适配的第二定位柱。
9、进一步的,所述固化组件包括第二y轴移动机构,所述第二y轴移动机构上设置有立架,所述立架设有与前盖体相适配的开口,所述开口的上端和侧端均安装有uv固化器。
10、进一步的,所述工作台面上且位于所述机器人的移动行程内设置有擦胶机构、胶水校准称重器和位于所述胶水校准称重器前端的激光对针器,所述胶水校准称重器用于对所述点胶枪的出胶量进行精准控制,所述激光对针器用于精准定位所述点胶枪的针嘴的坐标,所述擦胶机构包括擦胶支撑台,所述擦胶支撑台的前端两侧分别设置有皮带输送盘和皮带收料盘,所述擦胶支撑台的下端设置有与所述皮带收料盘相连接的收料步进电机,所述擦胶支撑台的后端设置有三个呈三角形分布的第一张紧杆、第二张紧杆和第三张紧杆,所述皮带输送盘中的皮带由所述皮带输送盘输出后,依次绕过所述第一张紧杆、所述第二张紧杆、所述第三张紧杆、所述皮带收料盘,再回到所述皮带输送盘,所述擦胶支撑台的后端还设有擦胶缺口,所述擦胶支撑台的下端设置有擦胶气缸,所述擦胶气缸的后端对称设置有两个擦胶夹爪,所述擦胶夹爪穿出所述擦胶缺口且分别位于所述第一张紧杆与所述第二张紧杆之间的皮带外侧和所述第二张紧杆与所述第三张紧杆之间的皮带外侧,所述擦胶缺口的正下方设置有擦胶废料收集筒,所述擦胶缺口的侧端设置有胶枪放置筒。
11、更进一步的,一种激光雷达装调方法,包括以下步骤:s1. 从料盘中取出半成品激光雷达和前盖体分别放入雷达载具和盖体载具模组,然后通过产品上料机构移动进料;s2.机器人带动雷达夹爪模组和盖体夹爪模组分别夹取半成品激光雷达和前盖体,并分别放入雷达载台板模组和盖体装调组件;s3.盖体装调组件带动前盖体装调至半成品激光雷达的安装位;s4.激光相机组件发射激光光束进入半成品激光雷达内,并成像激光光束和前盖体的激光发射芯片的位置,并通过mcu控制器控制盖体装调组件调节前盖体,使前盖体的激光发射芯片与激光光束重合;s5.机器人带动ccd相机成像前盖体与半成品激光雷达的点胶位,然后通过点胶枪模组进行点胶;s6.点胶完成后ccd相机再次成像激光发射芯片与激光光束的位置,若不重合则在通过步骤s4,若重合则通过固化组件对点胶处进行固化;s7机器人对雷达载具上点胶固定好的半成品激光雷达进行下料转移至产品上料机构进行下料。
12、本发明的有益效果是:1.采用产品上料机构和上料点胶机器人配合,能自动对半成品激光雷达和前盖体进行上下料作业;2.采用盖体装调组件能自动将前盖体装至半成品激光雷达上,并采用激光相机组件模拟激光发射芯片的发射光路回到半成品激光雷达,同时成像回到半成品激光雷达的前盖体安装位置的激光光束和前盖体的激光发射芯片的位置信息,并通过盖体装调组件调节前盖体,使激光发射芯片与激光光束重合;3.在机器人上集成的点胶枪模组能在前盖体装配到位后自动点胶,并通过固化组件进行固化固定,同时还能再通过激光相机组件再次检测固化后的前盖体的激光发射芯片是否正确,提高了产品的精度,也避免了返工导致影响的产品的品质。
- 还没有人留言评论。精彩留言会获得点赞!