消音片卷料分条控制装置及其控制方法与流程
本发明涉及消音片分条控制,尤其涉及消音片卷料分条控制装置,以及消音片卷料分条控制方法。
背景技术:
1、消音片顾明思议是用于消除声音的。消音片通常是大卷径,以方便物料转运,但是到实际使用过程中,可以明显发现大卷径的消音片无法直接使用,需要根据实际使用要求进行再次分条。
2、现有的分条机构在分卷时,卷条的宽度是由分切刀的间距控制的,在调控分切刀之间的间距时,往往需要停机,影响生产效率。
技术实现思路
1、本发明针对现有技术存在的不足,提供了消音片卷料分条控制装置及其控制方法,具体技术方案如下:
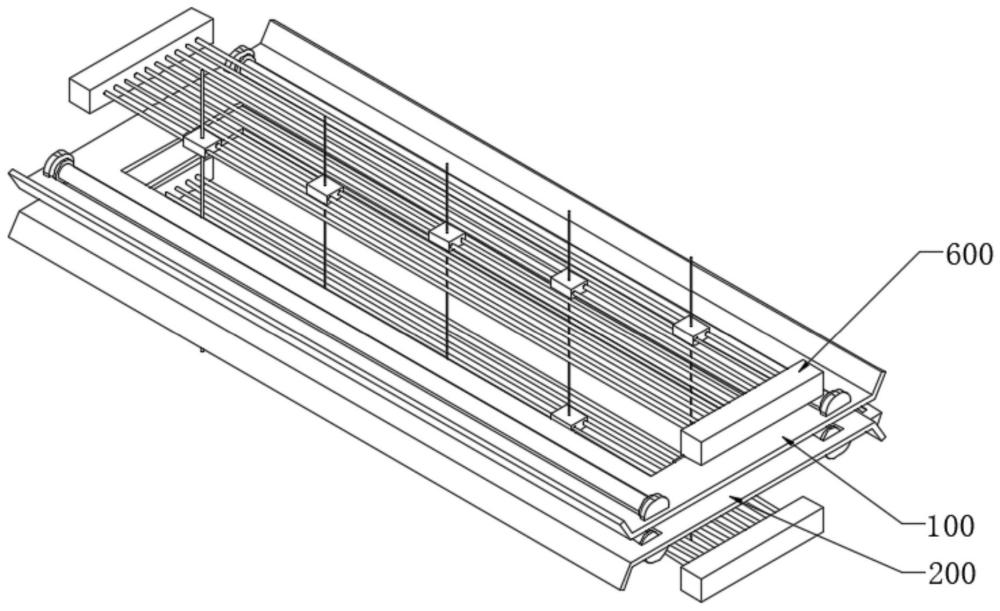
2、根据本发明的一个方面,提供了消音片卷料分条控制装置,包括:
3、上限位片组,位于所述上限位片组下方的下限位片组,所述上限位片组和下限位片组对称设置,所述上限位片组和下限位片组对应来料侧的边沿向上弯折构成进料导口,所述上限位片组和下限位片组对应出料侧的边沿向上弯折构成出料导口;
4、所述上限位片组和下限位片组重叠部分的中部均开设有槽口,所述上限位片组的上方和下限位片组的下方均具有切割组件,所述切割组件的长度方向与物料移动方向垂直;
5、所述切割组件上的切割件均穿过上限位片组和下限位片组上的槽口,所述切割件均沿着切割组件长度方向独立移动实现对分条位置的调整。
6、所述上限位片组和下限位片组之间具有一个用于物料通过的间隙,物料通过时,受到所述上限位片组和下限位片组的限制,使得物料完全舒展开,避免部分物料褶皱导致的分条误差。
7、所述进料导口和出料导口的设置方便了物料进入或移出上限位片组和下限位片组之间。所述槽口的开设便于切割组件在物料平整时完成分条操作,减少误差的存在。由于所述切割件都能够独立的移动,则意味着分条的宽度能够根据需要进行任意的调整,必要时分条的边沿可以为不规则的波浪形。
8、分条的控制主要通过调节所述切割件的位置,进而实现所述切割件之间的间距控制,最终实现分条宽度的调整。
9、作为上述技术方案的改进,所述上限位片组两侧关于槽口对称设置有安装口,所述安装口上均安装有压辊,所述压辊的两端均与轴承座转动连接。
10、所述压辊的设置是为了确保进入和引出的物料都能够保持稳定、均衡的受力作用,不会出现局部区域扭曲,影响切割位置的问题。
11、优选地,所述下限位片组上也具有安装口和压辊,能够与所述上限位片组上的压辊配合,对物料的侧边进行限位。
12、同时,所述压辊相互配合用于对物料进行夹紧限位,确保分条后也同步牵引出出料导口。
13、作为上述技术方案的改进,所述压辊的一部分越过安装口伸至上限位片组和下限位片组之间,所述压辊表面具有防滑凸起,所述压辊的两端处均具有限位板;
14、所述压辊的长度不小于槽口的长度。
15、所述压辊表面的防滑凸起用于提高压辊与物料之间的静摩擦力,避免压辊与物料之间出现滑动,影响物料传输的稳定性。所述压辊的长度至少与槽口的长度一致,最多不超过所述上限位片组的长度,保证实现限位的同时,而不至于所述压辊过长带来的干涉。
16、作为上述技术方案的改进,所述切割组件包括:
17、传动分配箱、传动组件、引导件和检测传感箱;
18、所述切割件穿过对应的引导件,并与物料所在平面垂直,所述传动分配箱用于驱动不同的传动组件带动引导件移动,所述检测传感箱用于检测引导件的移动距离。
19、所述传动分配箱与传动组件的一端连接,用于对驱动力进行分配,以及动力传递的连接或断开。所述传动组件与传动分配箱动力连接后,即可带动所述引导件移动,实现位置调整。所述检测传感箱则用于对所有的传动组件进行检测,用于判断在所述传动组件与传动分配箱动力连接后,所述引导件移动的距离,以此进行所述传动组件与传动分配箱之间动力的断开或连接。
20、作为上述技术方案的改进,所述传动组件具有多组,每组带动一个所述引导件;
21、所述传动组件包括:
22、滑动杆,所述滑动杆穿过对应的引导件,并与所述引导件滑动连接;以及
23、传动丝杆,所述传动丝杆与对应的引导件连接,并在所述传动丝杆转动时,实现所述引导件的移动。
24、传动时,所述传动分配箱带动对应的传动丝杆转动,所述传动丝杆的转动将推动引导件在滑动杆上的滑动。确保所述引导件在移动过程中的稳定。
25、作为上述技术方案的改进,所述出料导口的相对一侧均安装有用于检测分条宽度的红外检测器。
26、所述红外检测器则是作为对分条宽度的最终检测,用以判断分条宽度是否满足要求。若不满足要求,则进一步通过所述传动分配箱调控引导件的位置,实现误差补偿。
27、根据本发明的另一个方面,提供了消音片卷料分条控制方法,包括以下步骤:
28、步骤s100,基于分条要求设定分条参数,所述传动分配箱基于参数驱动对应的传动组件动作,使得对应的所述引导件移动到对应位置;
29、步骤s200,将所述切割件穿过对应的引导件,使得所述切割件垂直于物料;
30、步骤s300,将物料从所述进料导口送入上限位片组和下限位片组之间,再从所述出料导口牵引车出,完成分条。
31、作为上述技术方案的改进,在步骤s100中,所述参数设置两组以上,两组所述参数的切换以时间或分条的长度为切换依据;
32、到达切换的时间或分条长度时,则所述传动组件动作,驱动对应的所述引导件移动到对应位置。
33、作为上述技术方案的改进,在步骤s100中,所述传动组件动作时,所述检测传感箱通过转动圈数计算引导件的移动距离;
34、在进行调整前,所述引导件全部移动至传动组件的一端。
35、作为上述技术方案的改进,在步骤s300中,分条经过所述出料导口时,所述红外检测器用于对每个分条的宽度进行检测;
36、若宽度不符合要求,则所述红外检测器向控制终端发送信息,所述控制终端则给传动分配箱发出动作命令,驱动对应的所述传动组件动作,使得对应的所述引导件移动到对应位置;
37、所述检测传感箱检测引导件移动距离,并在所述引导件移动到位后,向所述控制终端发送传动分配箱停止动作命令,完成误差补偿。
38、本发明的有益效果:
39、1、在本发明中,进料导口和出料导口的设置方便了物料进入或移出上限位片组和下限位片组之间。槽口的开设便于切割组件在物料平整时完成分条操作,减少误差的存在。由于切割件都能够独立的移动,则意味着分条的宽度能够根据需要进行任意的调整,必要时分条的边沿可以为不规则的波浪形。分条的控制主要通过调节切割件的位置,进而实现切割件之间的间距控制,最终实现分条宽度的调整。
40、2、在本发明中,红外检测器则是作为对分条宽度的最终检测,用以判断分条宽度是否满足要求。若不满足要求,则进一步通过传动分配箱调控引导件的位置,实现误差补偿。
41、3、在本发明中,所述红外检测器向控制终端发送信息,所述控制终端则给传动分配箱发出动作命令,驱动对应的所述传动组件动作,使得对应的所述引导件移动到对应位置;所述检测传感箱检测引导件移动距离,并在所述引导件移动到位后,向所述控制终端发送传动分配箱停止动作命令,完成误差补偿。
42、4、在本发明中,在进行调整或开机前,引导件全部移动至传动组件的一端。相当于归零操作,避免引导件在反复调整后导致的误差增大的,不利于后续补偿的问题,提高分条的精度。
- 还没有人留言评论。精彩留言会获得点赞!