一种应用于水域救援服加工的自动化冲裁模切设备的制作方法
本发明涉及冲裁模切,具体为一种应用于水域救援服加工的自动化冲裁模切设备。
背景技术:
1、水域救援服根据其实现使用需求和应用场景区别下分为不同类型,其中分属水域湿式救援服,其应用面料为了保障救援者穿戴的舒适和保温防护性能,其材质一般采用外层橡胶、内层内衬为尼龙纱布的结构组成,其中在进行外层橡胶材质的面料生产加工定型,为了实现产出的橡胶材质面料定型稳定,能够直接应用于后续的再加工,一般会采用冲裁模切设备,对橡胶材质面料直接进行冲裁定型,使得产出的橡胶材质面料大小尺寸和形状直接通过冲裁加工定型。
2、现有水域救援服的外层橡胶材质面料利用冲裁模切原理直接定型,其操作简单,设备结构简易;
3、在使用过程中却会出现橡胶材质面料平铺时因橡胶材质的硬度和柔韧性问题,造成面料平铺放置时局部位置的褶皱,导致其冲裁完全展开后,面料局部位置因褶皱存在而型号尺寸出现差异,影响使用,同时由于面料的自身强度硬度存在,在冲裁时,对模切刀具的磨损程度大,长期应用造成模切刀具的冲裁口崩坏,且直接冲裁易出现剪切外力作用下,面料冲裁点在自身强度反作用力下,自身易冲裁发生局部皲裂。
4、针对上述问题,急需在原有自动化冲裁模切设备的基础上进行创新设计。
技术实现思路
1、本发明的目的在于提供一种应用于水域救援服加工的自动化冲裁模切设备,以解决上述背景技术提出现有的冲裁模切设备结构简易,使用时容易因面料平铺褶皱存在,影响冲裁模切定型的尺寸差异,同时在冲裁模切时,对刀具及面料自身影响副作用影响大的问题。
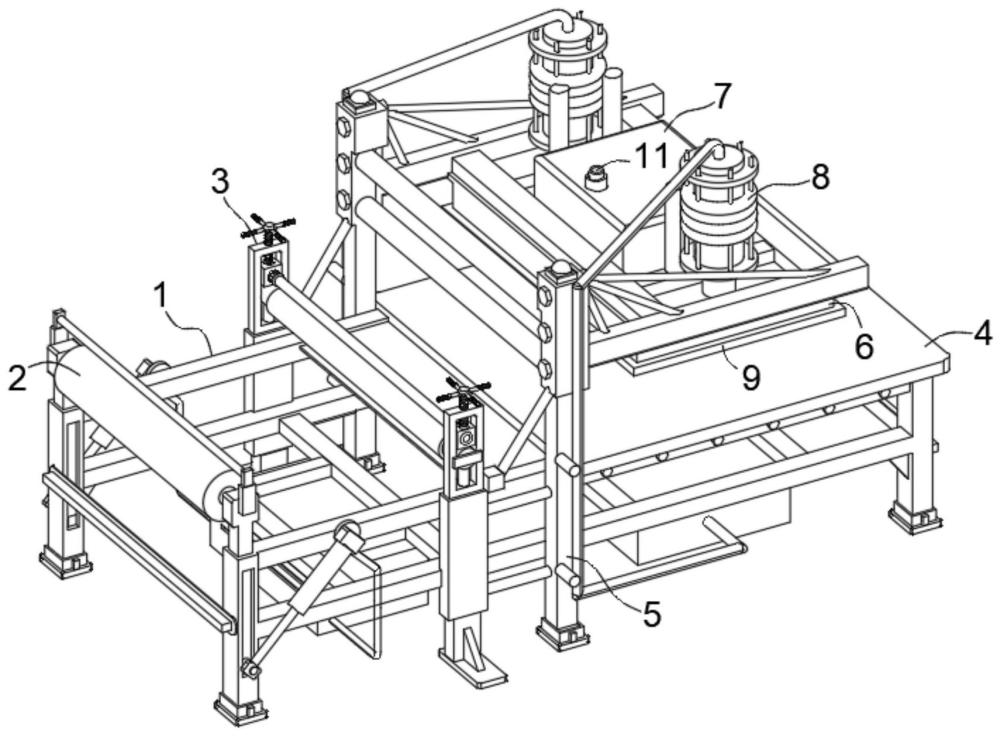
2、为实现上述目的,本发明提供如下技术方案:一种应用于水域救援服加工的自动化冲裁模切设备,包括:
3、加工机床,其首部和中部分别安装有导向辊和夹紧辊,对工件进行导向和定位夹紧,且加工机床的尾部顶面固定有冲裁底板,并且加工机床尾部的边侧固定安装有侧支架,侧支架上活动安装有定位腔,定位腔位于冲裁底板正上方,并且定位腔的顶部固定有内空腔,同时侧支架上固定有液压组件,液压组件用于定位腔的升降;
4、还包括:软化机构,用于所述定位腔内对胶质救援服面料的软化处理,且软化机构通过内空腔顶部中间处的外接管口,接入外界高温高压气压导入定位腔内;
5、整平机构,设置于所述定位腔内部边缘位置,其利用定位腔内部气压实现胶质救援服面料的整平处理;
6、冲裁机构,设置于所述定位腔和内空腔内,竖向垂直加压,用于胶质救援服面料的竖向冲裁模切定型。
7、优选的,软化机构包括所述内空腔顶部的外接管口,同时还包括定位腔底部边缘处的压边条,压边条与胶质救援服面料直接挤压接触,并且压边条的底部还等间距设置有排气细孔,用于定位腔内部气压的缓慢释压。
8、优选的,所述外接管口与外接管道螺纹连接,接入外界高温高压的蒸汽气体,用于胶质救援服面料的热处理软化,蒸汽作用加快软化效率,防止皲裂。
9、优选的,整平机构包括所述定位腔左右两侧固定贯穿安装的定位架,定位架的中段内嵌式固定有内空筒,内空筒的中段设置有加固环,加固环和内空筒之间镂孔位置固定有褶皱液囊,褶皱液囊与加固环和内空筒组成密封结构内设置有液压油液;
10、整平机构还包括所述定位架底部设置的滑槽,滑槽结构内固定有液压推杆,液压推杆与内空筒内部贯通,液压推杆的输出轴末端固定有滑块,滑块底部固定有整平条,同时定位架的滑槽结构末端还固定有电磁体。
11、优选的,所述定位架设置为“l”字型结构,且定位架的底部滑槽与滑块构成卡合滑动连接,并且滑块朝向电磁体的一侧由磁性材质构成,而且整平条朝向压边条的一侧固定有气封条,用于排气细孔的封堵处理,整平条的底部与胶质救援服面料挤压接触。
12、优选的,所述定位架的顶部与定位腔的顶部贯穿,且定位架的顶部上半段内空设置,该内空结构与内空筒内部贯通,同时定位架的内空结构内通过密封轴承贯穿安装有螺纹旋杆,螺纹旋杆位于定位架的内部部分外侧螺纹连接有液封板,该液封板与定位架的内空结构内壁构成径向卡合、轴向贴合的密封式滑动连接。
13、优选的,冲裁机构设置为两类,其第一类冲裁机构包括所述定位腔顶部边侧贯通连接的排气管,排气管的中段设置有压力阀,检测定位腔内部气压并用于气体排放,且冲裁机构还包括所述内空腔内部固定的液压伸缩件,液压伸缩件的输出轴末端与冲裁刀,冲裁刀用于胶质救援服面料的竖向冲裁;其中压力阀通过数控设备控制液压伸缩件的启动伸缩。
14、优选的,第二类冲裁机构包括所述定位腔顶部边侧贯通连接的排气管及定位腔内的冲裁刀,同时内空腔内固定有气封筒,气封筒的内部贯穿安装有推杆的下端与冲裁刀固定连接,并且内空腔的内部上半段还轴承安装有定位螺纹套,定位螺纹套的顶部固定有涡旋叶片;
15、其中气封筒顶部与排气管之间贯通,且排气管的中段设置有气压限制排放构件。
16、优选的,所述定位螺纹套与推杆和气封筒竖向同轴分布,且定位螺纹套与推杆为贯穿的螺纹连接,推杆的外壁设置有往复丝杆槽状结构,并且气封筒的顶部内壁与涡旋叶片之间预留有间距,气封筒顶部实现气体的导向流通。
17、优选的,气压限制排放构件包括所述排气管中段套设的连接套管,该连接套管与排气管贯通且连接处密封设置,并且连接套管的中部设置有网板,该网板中部贯穿式活动安装有气封塞,而且其连接处设置有弹性件,同时气封塞与排气管构成轴向伸缩结构,用于排气管的排气封堵处理。
18、与现有技术相比,本发明的有益效果是:该应用于水域救援服加工的自动化冲裁模切设备,能够实现救援服面料的自动化软化、整平和冲裁模切加工处理,加快冲裁效率,提高面料模切定型的稳定,其具体方式如下:
19、1、只需要通过定位腔和内空腔,其能够利用液压组件对平铺直接放置于冲裁底板上的面料进行定位,同时利用外接管口的外接作用,导入外接高温高压的蒸汽气体,蒸汽气体作用,导入定位腔和内空腔内,通过压边条底部的排气细孔缓慢排出,排气细孔的气体排出效率远小于外接管口外界导入气体的效率,使得定位腔和内空腔内气压缓慢持续增大,利用蒸汽作用,达到对冲裁底板上的面料的快速缓慢处理,同时蒸汽作用,在软化后续的面料冲裁模切时,能够防止面料因过于干燥而模切冲裁皲裂;
20、2、在定位腔和内空腔内因持续导入高温蒸汽而气压增大时,气压作用会作用于内空筒外侧的褶皱液囊上,使得褶皱液囊形变并朝向内空筒内侧压缩形变,使得内空筒内部的液压油液在气压作用下持续导入液压推杆中,通过液压推杆的外伸推动滑块和整平条移动,移动过程中的整平条对面料进行挤压推动,使得面料快速整平,并且随着整平条移动,滑块和电磁体相互接触,利用磁性相吸达到滑块和整平条的限位处理,而磁性相斥则可以实现滑块和整平条的复位,同时整平条在对面料进行整平时,其上安装的气封条能够对排气细孔进行封堵,加快定位腔和内空腔内部气压增大,减少资源浪费;
21、3、首先在面料进行软化和整平后,定位腔和内空腔持续增大超过压力阀的预设阀值时,其能够释压,也能够通过数控设备驱动液压伸缩件和冲裁刀工作,对面料进行直接自动化模切处理;其次在上述的定位腔和内空腔持续增大时,也能够通过设置的连接套管作用,在气压过大推动气封塞移动不再对排气管封堵时,气体通过排气管导入气封筒内并排出,此过程中启动驱动涡旋叶片和定位螺纹套旋转,利用螺纹连接作用,达到推杆和冲裁刀的往复升降,达到面料的冲裁模切效果。
- 还没有人留言评论。精彩留言会获得点赞!