一种机械臂协作定位装配方法、系统及介质与流程
本技术涉及定位装配领域,具体而言,涉及一种机械臂协作定位装配方法、系统及介质。
背景技术:
1、在现代制造业中,自动化和智能化技术的发展正在改变着生产和装配过程。协作机械臂作为一种重要的自动化装配工具,具有在生产线上执行精确定位和组装任务的能力。为了实现高质量的装配过程,关键的技术挑战包括姿态规划、运动控制、传感器与视觉系统的应用以及坐标修正与校准。标定机械臂通过执行一系列预定的运动,收集目标点的实际位置和姿态数据,为坐标修正和校准提供必要的信息。
2、汽车焊装夹具是用于汽车制造中的焊接装配过程的工具。它们用于保持和定位汽车车身结构的各个零部件,在焊接过程中确保零件的准确位置和稳定连接。使用汽车焊装夹具能够提高焊接装配的精度、效率和一致性,并确保焊接质量和车身结构的稳定性。焊装夹具在汽车制造行业中扮演着重要的角色,对于确保汽车质量和生产效率都至关重要。
3、传统方法通常需要大量的人力和时间来完成焊装夹具的装配过程。这包括零件的手动定位、固定、焊接等操作,这些过程都需要耗费大量的时间和人力资源。人工装配容易受到操作者技能水平、疲劳度等因素的影响,导致装配精度和一致性无法得到有效控制。这可能导致夹具装配后的几何形状不精确或装配结果不稳定,影响后续生产工艺和产品质量;针对上述问题,目前亟待有效的技术解决方案。
技术实现思路
1、本技术实施例的目的在于提供一种机械臂协作定位装配方法、系统及介质,可以实现更精确的部件定位和组装,从而提高焊装夹具组装的精度,优化组装路径,减少运动时间,提高装配效率,提高装配精度和效率可以减少人为误差和不良产品的产生,从而降低了制造成本。
2、本技术实施例还提供了一种机械臂协作定位装配方法,包括:
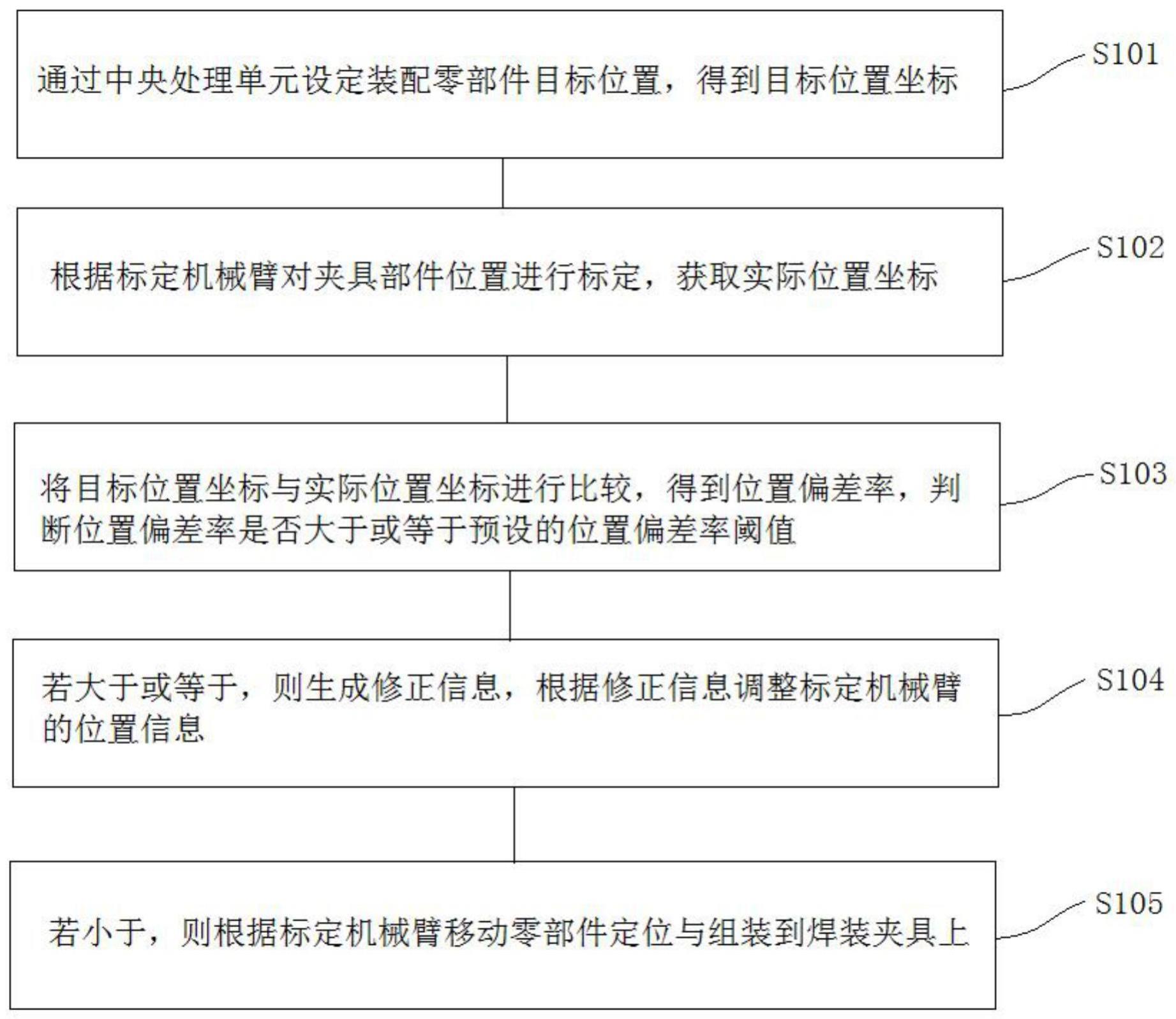
3、通过中央处理单元设定装配零部件目标位置,得到目标位置坐标;
4、根据标定机械臂对夹具部件位置进行标定,获取实际位置坐标;
5、将目标位置坐标与实际位置坐标进行比较,得到位置偏差率;
6、判断所述位置偏差率是否大于或等于预设的位置偏差率阈值;
7、若大于或等于,则生成修正信息,根据修正信息调整标定机械臂的位置信息;
8、若小于,则根据标定机械臂移动零部件定位与组装到焊装夹具上。
9、可选地,在本技术实施例所述的机械臂协作定位装配方法中,通过中央处理单元设定装配零部件目标位置,得到目标位置坐标,具体为:
10、获取中央处理器显示界面信息,得到图形界面;
11、根据图形界面获取对应的控制参数;
12、根据控制参数生成装配零部件的目标位置,并得到匹配度;
13、若匹配度大于预设的匹配度阈值,则根据图像界面生成目标位置信息,得到目标位置坐标;
14、若小于,则调整中央处理器显示界面信息。
15、可选地,在本技术实施例所述的机械臂协作定位装配方法中,根据标定机械臂对夹具部件位置进行标定,获取实际位置坐标,具体为:
16、获取标定机械臂姿态信息;
17、将标定机械臂姿态信息与预设的姿态信息进行比较,得到姿态偏差率;
18、判断所述姿态偏差率是否大于预设的姿态偏差率阈值;
19、若大于,则调整标定机械臂运动参数;
20、若小于,则根据标定机械臂对夹具部件进行位置标定,得到实际位置信息。
21、可选地,在本技术实施例所述的机械臂协作定位装配方法中,根据标定机械臂对夹具部件位置进行标定,获取实际位置坐标之后,还包括:
22、获取目标位置坐标,根据目标位置坐标与实际位置坐标生成预定的轨迹信息;
23、获取不同时间节点的标定机械臂的姿态信息,根据不同时间节点的标定机械臂的姿态信息生成标定机械臂的姿态信息生成标定机械臂的轨迹信息;
24、将标定机械臂的轨迹信息与预定的轨迹信息进行比较,得到轨迹相似度;
25、若轨迹相似度大于或等于预设的相似度阈值,则生成反馈信息,根据反馈信息调整标定机械臂的的移动参数;
26、若小于,则得到标定机械臂的轨迹信息,并根据标定机械臂的轨迹信息生成夹具部件的移动位置参数。
27、可选地,在本技术实施例所述的机械臂协作定位装配方法中,若小于,则根据标定机械臂移动零部件定位与组装到焊装夹具上,具体为:
28、获取标定机械臂的夹持力信息;
29、将夹持力信息与预设的夹持力信息进行比较,得到夹持力度偏差;
30、根据夹持力度偏差判断所述标定机械臂是否夹持牢固;
31、若夹持牢固,则将零部件组装置焊装夹具;
32、若夹持不牢固,则调整标定机械臂的夹持力。
33、第二方面,本技术实施例提供了一种机械臂协作定位装配系统,应用于机械臂协作定位装配方法,该系统包括:
34、中央处理器,所述中央处理器用于负责接收、处理和分发数据。
35、视觉模块,所述视觉模块与所述中央处理器电性连接,所述视觉模块配置为,用于感知定位配置环境并通过传感器获取目标零部件位置数据;
36、标定机械臂模块,所述标定机械臂模块对夹具部件位置进行标定,并捕获目标点的实际位置和姿态;
37、坐标修正模块,所述坐标修正模块配置为,接收标定机械臂模块的实际位置与姿态,分析标定数据和目标位置,修正坐标偏差。
38、可选地,在本技术实施例所述的机械臂协作定位装配系统中,传感器包括激光传感器、力传感器与位置传感器中的一种。
39、可选地,在本技术实施例所述的机械臂协作定位装配系统中,还包括传输模块,所述传输模块与所述中央处理器、标定机械臂模块电性连接,所述传输模块配置为,接收实际位置坐标,并将实际位置坐标传输至中央处理器进行分析,并控制标定机械臂按照预定的位置进行移动。
40、第三方面,本技术实施例还提供了一种计算机可读存储介质,所述计算机可读存储介质中包括机械臂协作定位装配方法程序,所述机械臂协作定位装配方法程序被处理器执行时,实现如上述任一项所述的机械臂协作定位装配方法的步骤。
41、由上可知,本技术实施例提供的一种机械臂协作定位装配方法、系统及介质,通过中央处理单元设定装配零部件目标位置,得到目标位置坐标;根据标定机械臂对夹具部件位置进行标定,获取实际位置坐标;将目标位置坐标与实际位置坐标进行比较,得到位置偏差率;判断位置偏差率是否大于或等于预设的位置偏差率阈值;若大于或等于,则生成修正信息,根据修正信息调整标定机械臂的位置信息;若小于,则根据标定机械臂移动零部件定位与组装到焊装夹具上。本技术能够实现更精确的部件定位和组装,从而提高焊装夹具组装的精度,优化组装路径,减少运动时间,提高装配效率,提高装配精度和效率可以减少人为误差和不良产品的产生,从而降低了制造成本。
42、本技术的其他特征和优点将在随后的说明书阐述,本技术的目的和优点可通过在所写的说明书、权利要求书、以及附图中所特别指出的结构来实现和获得。
- 还没有人留言评论。精彩留言会获得点赞!