一种塑料制品注塑成型后切割设备及切割方法与流程
本发明涉及切割设备,尤其涉及一种塑料制品注塑成型后切割设备及切割方法。
背景技术:
1、塑料板材生产中,塑料由粘稠的熔融状态被挤出机连续不断地挤出,经三辊压光机及冷却辊冷却成型成板材,大尺寸板材再由纵切刀切割成若干个大小相同的小尺寸的板材,然后经输送至操作台,由车台操作人员手工将板材左右两纵切边废料分别撕去,最终得到客户所需规格的板材。
2、塑料板在经切割机切割后,其切割面边侧会出现毛刺废料且不平整,还需要经过磨边处理,现有技术中的切割设备不具备对塑料板磨边的功能,磨边和切割无法同时处理,还需要对切割后的塑料板单独磨边处理,进而降低了塑料板的生产效率。
技术实现思路
1、针对现有技术的不足,本发明提供了一种塑料制品注塑成型后切割设备及切割方法,通过在切割组件上连接有打磨组件,去除掉切割后塑料板两侧的毛刺,旨在解决背景技术中的问题。
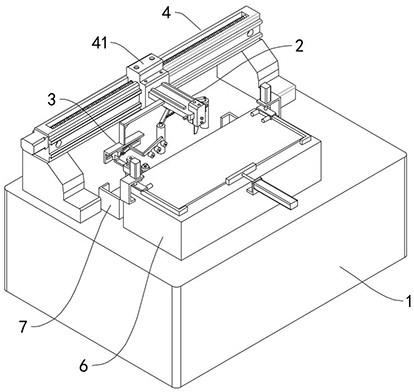
2、为达到上述技术目的,本发明的具体技术方案如下,本发明提出的一种塑料制品注塑成型后切割设备,包括机台;驱动机构,连接在机台上方,所述驱动机构上连接有往复移动的移动座;切割组件,与移动座固定连接,驱动机构带动切割组件移动对塑料板进行切割;切割台,用于放置待切割塑料板;
3、所述切割组件包括:连接座,与移动座固定连接;刀座,固定连接在连接座上,所述刀座上安装有切割刀片。
4、作为本发明的一种优选技术方案,所述驱动机构采用电机、丝杆的传动方式带动移动座往返移动。
5、作为本发明的一种优选技术方案,所述切割台上连接有:一对限位板,对称设于切割台上,用于对塑料板两侧定位;两个升降气缸,对称连接在切割台两侧,所述升降气缸上固定连接有压座,所述压座上转动连接有压辊,用于对塑料板压紧;推料气缸,用于推动塑料板进料移动,所述推料气缸上固定连接有推板;塑料板每切割一次,推料气缸推动塑料板等距离移动一次。
6、作为本发明的一种优选技术方案,所述切割组件上连接有定位机构,用于对塑料板的待切割的一侧压紧定位;所述定位机构包括:连接板,固定连接在连接座下表面;两个转动杆,对称转动连接在连接板上,两个所述转动杆之间固定连接有拉簧;两个定位辊,分别转动连接在两个转动杆上。
7、作为本发明的一种优选技术方案,所述切割组件上通过连接架连接有打磨组件,打磨组件设于所述切割组件的一侧,用于对切割后的塑料板的两边侧打磨;所述打磨组件包括:底座,底座上对称连接有一对打磨轮,分别用于对切割后的塑料板侧两侧面打磨;打磨电机,安装在底座上,用于带动两个打磨轮同时反向转动。
8、作为本发明的一种优选技术方案,所述打磨组件还包括:直线板,与连接架固定连接;滑块,连接在所述直线板上且可以移动,所述直线板上设有与滑块配合连接的连接孔。
9、作为本发明的一种优选技术方案,所述滑块上固定连接有支架,所述支架上固定连接有倾斜设置的导向架,用于将切割掉一段塑料板导向移动至两个打磨轮之间;且所述导向架上连接有若干个第一导向轮,第一导向轮与切割后的塑料板上表面接触,所述第一导向轮沿靠近打磨轮方向高度依次变低。
10、作为本发明的一种优选技术方案,所述底座上连接有第二导向轮,与切割后的塑料板下表面接触;所述打磨轮周侧设有打磨槽,所述打磨槽截面呈等腰梯形状。
11、作为本发明的一种优选技术方案,所述机台上固定连接有一对u形状的储料架,两个储料架之间形成储料工位,出料工位设于切割组件下方,切割后塑料板自动掉落堆叠在储料工位上。
12、一种塑料制品注塑成型后切割方法,包括以下步骤:
13、步骤一、将待切割塑料板放置在切割台上,压辊对塑料板压紧;推料气缸推动塑料板向切割组件方向移动,塑料板一侧露出切割台边侧指定长度;
14、步骤二、驱动机构带动切割组件移动,切割组件从塑料板一端移动至另一端,完成对塑料板的切割;切割过程中,切割后的一段塑料板在第一导向轮和第二导向轮的导向作用下,塑料板向下弯曲且移动至两个打磨轮之间,打磨电机带动两个打磨轮转动,对切割后的塑料板两侧进行打磨;
15、步骤三、当完成对塑料板的一次切割打磨后,驱动机构带动切割组件往回移动至原位置,推料气缸推动塑料板继续往前移动指定长度,然后对塑料的下一次切割;
16、步骤四、切割后的塑料板正好落在储料工位内,塑料板堆叠放置在出料工位内,待人工或机械取走。
17、本发明中的有益效果为:本发明通过在在切割组件上连接有打磨组件,打磨组件设有导向架和打磨轮,切割组件在对塑料板切割掉一段后,导向架将塑料板压弯且导向至两个打磨轮之间,打磨轮对塑料板两侧打磨处理,去除掉塑料板两侧的毛刺,完成了对塑料板的切割打磨一体化处理,提高了对塑料板的加工效率。
技术特征:
1.一种塑料制品注塑成型后切割设备,其特征在于,包括
2.根据权利要求1所述的一种塑料制品注塑成型后切割设备,其特征在于,所述驱动机构(4)采用电机、丝杆的传动方式带动移动座(41)往返移动。
3.根据权利要求2所述的一种塑料制品注塑成型后切割设备,其特征在于,所述切割台(6)上连接有:一对限位板(601),对称设于切割台(6)上,用于对塑料板两侧定位;两个升降气缸(605),对称连接在切割台(6)两侧,所述升降气缸(605)上固定连接有压座(606),所述压座(606)上转动连接有压辊(604),用于对塑料板压紧;推料气缸(602),用于推动塑料板进料移动,所述推料气缸(602)上固定连接有推板(603);塑料板每切割一次,推料气缸(602)推动塑料板等距离移动一次。
4.根据权利要求3所述的一种塑料制品注塑成型后切割设备,其特征在于,所述切割组件(2)上连接有定位机构(5),用于对塑料板的待切割的一侧压紧定位;所述定位机构(5)包括:连接板(501),固定连接在连接座(201)下表面;两个转动杆(502),对称转动连接在连接板(501)上,两个所述转动杆(502)之间固定连接有拉簧(504);两个定位辊(503),分别转动连接在两个转动杆(502)上。
5.根据权利要求4所述的一种塑料制品注塑成型后切割设备,其特征在于,所述底座(301)上连接有第二导向轮(310),与切割后的塑料板下表面接触;所述打磨轮(302)周侧设有打磨槽(3021),所述打磨槽(3021)截面呈等腰梯形状。
6.根据权利要求5所述的一种塑料制品注塑成型后切割设备,其特征在于,所述机台(1)上固定连接有一对u形状的储料架(7),两个储料架(7)之间形成储料工位,出料工位设于切割组件(2)下方,切割后塑料板自动掉落堆叠在储料工位上。
7.一种塑料制品注塑成型后切割方法,利用如权利要求6所述的一种塑料制品注塑成型后切割设备,其特征在于,包括以下步骤:
技术总结
本发明属于切割设备技术领域,尤其是一种塑料制品注塑成型后切割设备及切割方法;本发明包括机台;驱动机构,连接在机台上方,所述驱动机构上连接有往复移动的移动座;切割组件,与移动座固定连接,驱动机构带动切割组件移动对塑料板进行切割;切割台,用于放置待切割塑料板;所述切割组件包括:连接座,与移动座固定连接;刀座,固定连接在连接座上,所述刀座上安装有切割刀片,切割组件上连接有打磨组件;本发明通过在在切割组件上连接有打磨组件,打磨组件设有导向架和打磨轮,导向架将切割掉的一段塑料板压弯且导向至两个打磨轮之间,打磨轮对塑料板两侧打磨处理,提高了对塑料板的加工效率。
技术研发人员:朱建华,陆牛英
受保护的技术使用者:泰州市海陵区鼎盛塑料制品厂
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!