一种航空零部件加工可调试压紧装置及方法与流程
本发明涉及夹持设备,具体而言,涉及一种航空零部件加工可调试压紧装置及方法。
背景技术:
1、现有压紧装置,在进行夹持大的斜面或者曲面工件时,人工进行夹持,不能调节各个位置的夹持力,而人工夹持使得零部件受力不均匀,零部件局部变形,这些变形不被轻易察觉,在变形状况下进行加工或者焊接,使得加工出的零部件精度不佳。
技术实现思路
1、本发明所要解决的问题是现有压紧装置在夹持较大的不规则航空零部件时,夹持力不平衡,容易造成加工前的零部件微弱变形,影响零部件的加工精度。
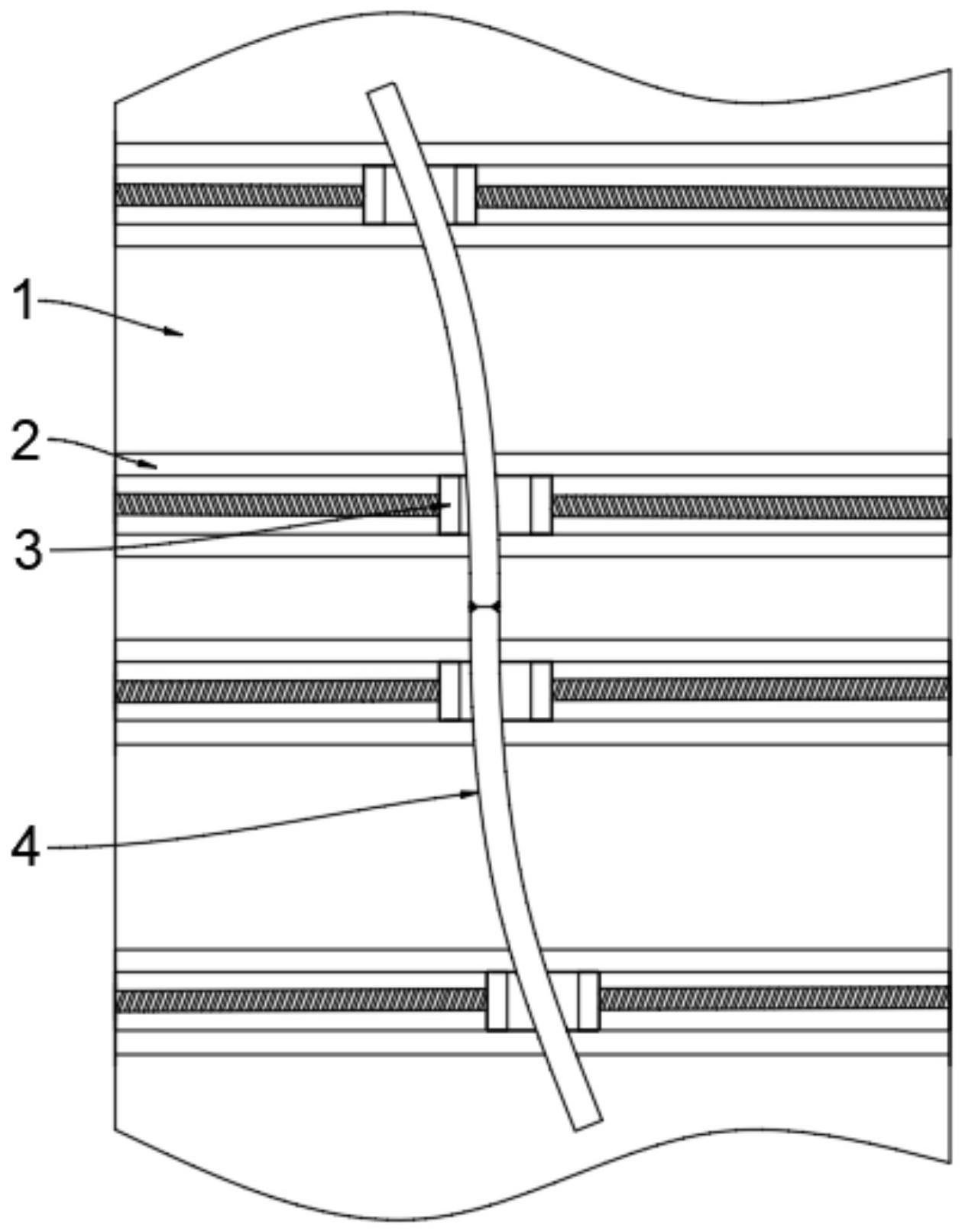
2、为解决上述问题,一方面,本发明提供了一种航空零部件加工可调试压紧装置,包括操作台、安装于操作台上的导轨、滑动安装于导轨上的滑块、固定于所述滑块上的转动电机和与所述转动电机输出轴相连的挤压机构,多个所述导轨平行安装于所述操作台上,所述转动电机的输出轴与所述操作台垂直;
3、所述挤压机构包括与所述转动电机输出轴相连的支撑架、安装于所述支撑架上的多个伸缩件和安装于所述伸缩件伸缩端上的第一传感器,所述支撑架用于支撑零件,多个所述伸缩件以所述支撑架的中轴面对称安装在所述支撑架的两端,同一侧的多个所述伸缩件处于同一水平线上,所述滑块的驱动件、所述转动电机、所述伸缩件和所述第一传感器分别用于与控制单元相连;所述控制单元用于接收多个所述第一传感器上传的压力值并根据所述压力值与压力阈值控制所述导轨的所述驱动件、所述转动电机和所述伸缩件运动,直至多个所述伸缩件上的所述第一传感器的所述压力值达到所述压力阈值。
4、可选地,靠近所述零件拼接端的所述挤压机构还包括延展监测组件,所述延展监测组件包括固定在所述伸缩件伸缩轴上的安装板、弹性件、扩张杆和第二传感器,所述扩张杆的一端转动安装在所述安装板上,所述扩张杆和所述伸缩件的伸缩端处于所述安装板的同一侧,所述弹性件设置于所述安装板和所述扩张杆之间,所述第二传感器安装于所述扩张杆上靠近所述弹性件的一侧,所述弹性件的一端固定在所述安装板上,所述弹性件的另一端抵接在所述第二传感器上,所述第二传感器用于将监测到的压力值上传至所述控制单元。
5、可选地,两个所述延展监测组件沿竖直方向对称安装在所述伸缩件伸缩轴的两侧。
6、可选地,多个所述延展监测组件沿所述伸缩件伸缩轴的圆周方向布设。
7、可选地,所述支撑架的两端均设置有多个调节件,多个所述调节件依次相连,每个所述调节件上均对应安装有包括所述延展监测组件的所述挤压机构,所述支撑架两端的所述挤压机构相对布设。
8、另外一方面,本发明还提供了一种航空零部件加工可调试压紧方法,包括:
9、预先手动移动操作台上的多个滑块,使得多个所述滑块上的支撑架处于零件下方;
10、控制单元控制伸缩件伸出,对放置在多个所述支撑架上的两个所述零件进行预夹持;
11、调节两个所述零件的距离,使得两个所述零件的拼接端对齐;
12、所述控制单元获取所述伸缩件上传的所述伸缩件伸缩端的移动距离;
13、所述控制单元控制所述伸缩件进行紧夹持,当所述伸缩件上的第一传感器反馈的压力值等于第一阈值时或所述伸缩件伸缩端的所述移动距离达到预设极限值时,控制所述伸缩件停止伸长;
14、所述控制单元根据所述压力值和所述移动距离,微调滑块、转动电机和所述伸缩件,使得多个所述伸缩件上的所述压力值均达到所述第一阈值。
15、可选地,所述控制单元控制伸缩件伸出,对放置在多个支撑架上的两个零件进行预夹持包括:
16、控制所述伸缩件伸出,并判断所述伸缩件上的所述第一传感器反馈的所述压力值是否等于第二阈值;
17、当所述伸缩件对应的所述压力值等于所述第二阈值时,控制所述伸缩件暂停伸出。
18、可选地,所述控制单元根据所述压力值和所述移动距离,微调滑块、转动电机和所述伸缩件,使得多个所述伸缩件上的所述压力值均达到所述第一阈值包括:
19、若同一挤压机构上存在一个或多个所述第一传感器反馈的所述压力值小于所述第一阈值时,定位与所述压力值小于所述第一阈值的多个所述第一传感器对应的所述伸缩件的位置;
20、判断定位出的多个所述伸缩件的位置是否处于所述支撑架的同一端;
21、当定位出的多个所述伸缩件的位置处于所述支撑架的同一端时,提取该侧多个所述伸缩件的所述移动距离,并筛选出最小的所述移动距离;
22、控制导轨启动,并带动所述滑块沿着最小的所述移动距离对应的所述伸缩件的伸出反方向移动,且所述滑块的移动距离为最小的所述移动距离的一半;
23、重复上述步骤,直至同一所述挤压机构上的所有所述第一传感器反馈的所述压力值均等于所述第一阈值,或直至定位出的多个所述伸缩件的位置不处于所述支撑架的同一端。
24、可选地,所述判断定位出的多个所述伸缩件的位置是否处于所述支撑架的同一端之后,所述航空零部件加工可调试压紧方法还包括:
25、当定位出的多个所述伸缩件的位置不处于所述支撑架的同一端时,判断定位出的多个所述伸缩件中是否存在对称的一组所述伸缩件;
26、当定位出的多个所述伸缩件中存在对称的一组所述伸缩件时,维持当前所述挤压机构的位置状态不变,并生成检修信息;
27、当定位出的多个所述伸缩件中不存在对称的一组所述伸缩件时,分别确定所述支撑架两端的多个所述伸缩件的所述移动距离中最大的所述移动距离及最大的所述移动距离对应的所述伸缩件;
28、控制所述转动电机旋转,同时控制所述挤压机构上的所述伸缩件伸出或者缩回,直至同一所述挤压机构上的所有所述伸缩件上的所述第一传感器反馈的所述压力值均等于所述第一阈值,其中,两个最大的所述移动距离对应的所述伸缩件的伸出方向所指的方向即为所述转动电机的旋转方向。
29、可选地,所述控制单元根据所述压力值和所述移动距离,微调滑块、转动电机和所述伸缩件,使得多个所述伸缩件上的所述压力值均达到所述第一阈值之后,所述航空零部件加工可调试压紧方法还包括:
30、所述控制单元获取第二传感器上传的初始压力值,并实时监测在所述零件组装或焊接过程中所述第二传感器上传的实时压力值;
31、当同一个所述第二传感器对应的所述实时压力值与所述初始压力值之间的波动压力值大于第三阈值时,生成提醒信息,并判断所述实时压力值相对于所述初始压力值是增大还是减小;
32、当所述实时压力值相对于所述初始压力值增大时,控制所述第二传感器所在的所述伸缩件加压伸出,直至所述伸缩件上的所述第一传感器上传的所述压力值达到第四阈值或所述实时压力值恢复等于所述初始压力值时,控制所述伸缩件停止伸出;
33、当所述实时压力值相对于所述初始压力值减小时,控制与所述第二传感器所在的所述伸缩件对称的另一个所述伸缩件伸出,直至所述第二传感器的所述实时压力值恢复等于所述初始压力值时,控制另一个所述伸缩件停止伸出。
34、与现有技术相比,本发明具有如下有益效果:
35、本发明提供的一种航空零部件加工可调试压紧装置及方法,控制单元控制多个支撑架上的伸缩件对零件进行预夹持,然后适当调整零件的位置,使得两个零件的对接端能够对接或者齐平,便于后续组装或者焊接,然后再控制伸缩件继续伸长,并且在伸长的过程中,控制单元接收多个第一传感器上传的压力值,控制单元根据所述压力值与压力阈值控制所述导轨的所述驱动件、所述转动电机和所述伸缩件运动,即微调支撑架的位置和倾斜角度以及伸缩件伸缩的位移距离,直至多个所述伸缩件上的所述第一传感器的所述压力值达到所述压力阈值,将零件的两侧压紧,此时能够保持零件两侧多个夹持点处的压紧力相同,避免零件受力不均产生变形,使得加工出的零件精度有所提高。
- 还没有人留言评论。精彩留言会获得点赞!