壳体生产工艺及组装装置的制作方法
本发明涉及壳体生产,具体为壳体生产工艺及组装装置。
背景技术:
1、单纯的注塑面对大型复杂结构塑料产品,使用注塑模具设计结构复杂,加工周期长,成本也高。小批量需求的塑料制品客户无法承受高昂的注塑模具成本。单纯的机器加工塑料产品本来是小批量客户的最佳选择,但是机器加工大型塑料制品受工艺限制,材料成本高,加工周期也很长,也导致总体成本高。
技术实现思路
1、本发明的目的在于提供壳体生产工艺及组装装置,以解决上述背景技术中提出的问题。
2、为解决上述技术问题,本发明是通过以下技术方案实现的:
3、本发明为壳体生产的组装装置,包括:
4、箱体,所述箱体的上表面为工作台面;
5、组装夹具,所述组装夹具包括罩体夹具和侧板夹具,所述罩体夹具设有两个,两个所述罩体夹具滑动安装在工作台面的上,所述罩体夹具的端部设有侧板夹具,所述侧板夹具滑动安装在工作台面上;
6、驱动组件,所述驱动组件包括第一伸缩组件和第二伸缩组件,所述第一伸缩组件与两个罩体夹具连接,所述第一伸缩组件带动两个罩体夹具运动,所述第二伸缩组件带动侧板夹具运动;
7、所述罩体夹具和侧板夹具相互拼接,实现罩体夹具中安装的第一罩体与侧板夹具中安装的侧板拼接;
8、壳体包括第一罩体、第二罩体和侧板,第一罩体与第二罩体之间相互拼接形成一个开口,开口上拼接有侧板,拼接后的壳体的底面形成有第一槽孔和第二槽孔;
9、长板体上根据形成槽孔的数量安装对应数量的立柱,立柱的横截面与第一槽孔或第二槽孔相同;
10、通过将壳体拆分为三个组件组成或者两个组件组成,便于实现罩体或侧板的注塑成型;
11、通过将拆分后的壳体组件注塑成型后再进行安装,实现壳体的加工和生产,在进行组装将罩体或者侧板的接缝处安装长条结构,并将罩体内部的结构件提前进行安装。
12、进一步地,所述工作台面上开设有两个弧形槽和直槽,所述直槽位于两个弧形槽的一侧,同时两个弧形槽沿直槽的中心线对称,所述弧形槽内滑动安装有第一圆柱体,所述直槽内滑动安装有第二圆柱体,所述罩体夹具通过第一圆柱体与第一伸缩组件连接,所述侧板夹具通过第二圆柱体与第二伸缩组件连接。
13、进一步地,所述第一伸缩组件包括第一电动伸缩杆和横杆,所述横杆的中部固定安装有连接座,所述第一电动伸缩杆的伸缩端配合安装在连接座上,所述横杆上对称开设有两个第二长槽,所述第一圆柱体的底端伸入对应的第二长槽内。
14、进一步地,所述第二伸缩组件包括第二电动伸缩杆和套体,第二电动伸缩杆的伸缩端上安装有套接,所述第二圆柱体的底端配合安装在套体内。
15、进一步地,所述罩体夹具的内侧面上开设有第一限位腔,所述罩体夹具的外侧面上开设有第一深孔,所述第一限位腔与第一深孔之间通过第一通孔连通,所述第一深孔的端口上设有第一台阶面,所述第一台阶面通过第一盖板封闭,所述第一深孔与对应的储气组件连通,所述第一限位腔内配合安装有第一罩体或第二罩体。
16、进一步地,所述侧板夹具内侧面开设有限位槽,所述侧板夹具的外侧面上卡设有第二深孔,第二限位腔与第二深孔之间通过第二通孔连通,第二深孔的端口开设有第二台阶孔,第二台阶孔通过第二盖板封闭,所述第二深孔与对应的储气组件连通。
17、进一步地,所述罩体夹具和侧板夹具的外侧均设有立座,所述立座固定安装在90第一罩体上,所述立座上固定安装有储气组件,所述储气组件与罩体夹具或侧板夹具的内部连通。
18、进一步地,所述储气组件包括筒体,所述筒体的内部安装有活塞,所述,活塞套接在活塞杆上,所述活塞杆的一端穿过筒体的侧壁与第一盖板或第二盖板连接,所述活塞杆为管体结构,所述活塞杆与第一深孔或第二深孔连通,所述筒体的开口上配合安装有端盖,所述端盖上设有与筒体连通的连接管。
19、进一步地,所述工作台面上开设有滑槽,所述滑槽内滑动安装有卸料组件,所述卸料组件包括长板体,所述长板体的一端安装有液压伸缩杆,所述液压伸缩杆的伸缩端安装在工作台面的侧面上,所述长板体的上表面安装有立柱,所述立柱的横截面与壳体底面形成的槽孔相同;
20、罩体夹具或侧板夹具向远离立座的一侧运动时,在长板体内部处于封闭的情况下,立柱跟随活塞杆、第一盖板和罩体夹具一起向工作台面的中部运动,从而实现端盖与立柱之间的空间增大,同时第一深孔通过活塞杆与端盖与立柱之间的空间连通,外部的空气通过第一通孔进入第一深孔,实现内部气压处于平衡,从而实现第一罩体或第二罩体吸附在第一限位腔内,避免第一限位腔脱落。
21、壳体生产工艺,包括壳体包括第一罩体、第二罩体和侧板,第一罩体与第二罩体之间相互拼接形成一个开口,开口上拼接有侧板,拼接后的壳体的底面形成有第一槽孔和第二槽孔,还包括如下步骤:
22、第一罩体和第二罩体拼装时,通过第一电动伸缩杆伸长推动横杆向安装的侧板夹具的一侧运动,推动两个第一圆柱体逐渐靠近,直至两个罩体夹具的内侧面相互贴合,从而实现第一罩体与第二罩体之间设有的卡扣相互拼接,实现第一罩体与第二罩体之间的组装;
23、第一罩体与第二罩体之间完成组装后,第一罩体与第二罩体之间形成的第一槽孔或第二槽孔套接在立柱上;
24、侧板拼装时,通过第二伸缩组件带动第二圆柱体以及侧板夹具向贴合后的两个罩体夹具的一侧运动,直至侧板夹具的侧面与罩体夹具的侧面贴合,此时侧板上设有的卡扣与第一罩体和第二罩体设有的卡扣配合,完成片接;
25、完成拼接后,通过液压伸缩杆伸长,带动安装的长板体滑出滑槽,从而实现长板体上安装的立柱带动拼接完成的壳体向一侧运动,便于实现将拼接后的壳体取出。
26、本发明具有以下有益效果:
27、1、本发明内部组件安装完成的第一罩体或第二罩体放置在对应的罩体夹具设有的第一限位腔内,设有的罩体夹具可以进行更换,根据第一罩体第二罩体的形状进行设计,实现设有的第一限位腔为需要进行装夹的第一罩体或第二罩体进行限位装夹,便于实现对多个零部件进行装夹,便于进行进一步的组装。
28、2、本发明通过液压伸缩杆伸长,带动安装的长板体滑出滑槽,从而实现长板体上安装的立柱带动拼接完成的壳体向一侧运动,便于实现将拼接后的壳体取出。
29、3、本发明在罩体夹具或侧板夹具向远离立座的一侧运动时,在长板体内部处于封闭的情况下,立柱跟随活塞杆、第一盖板和罩体夹具一起向工作台面的中部运动,从而实现端盖与立柱之间的空间增大,同时第一深孔通过活塞杆与端盖与立柱之间的空间连通,外部的空气通过第一通孔进入第一深孔,实现内部气压处于平衡,从而实现第一罩体或第二罩体吸附在第一限位腔内,避免第一限位腔脱落。
30、当然,实施本发明的任一产品并不一定需要同时达到以上所述的所有优点。
技术特征:
1.壳体生产的组装装置,其特征在于,包括:
2.根据权利要求1所述的壳体生产的组装装置,其特征在于:所述工作台面(601)上开设有两个弧形槽(6011)和直槽(6012),所述直槽(6012)位于两个弧形槽(6011)的一侧,同时两个弧形槽(6011)沿直槽(6012)的中心线对称;
3.根据权利要求2所述的壳体生产的组装装置,其特征在于:所述第一伸缩组件(12)包括第一电动伸缩杆(1201)和横杆(1202),所述横杆(1202)的中部固定安装有连接座(1203),所述第一电动伸缩杆(1201)的伸缩端配合安装在连接座(1203)上;
4.根据权利要求2所述的壳体生产的组装装置,其特征在于:所述第二伸缩组件(13)包括第二电动伸缩杆和套体,第二电动伸缩杆的伸缩端上安装有套接,所述第二圆柱体(15)的底端配合安装在套体内。
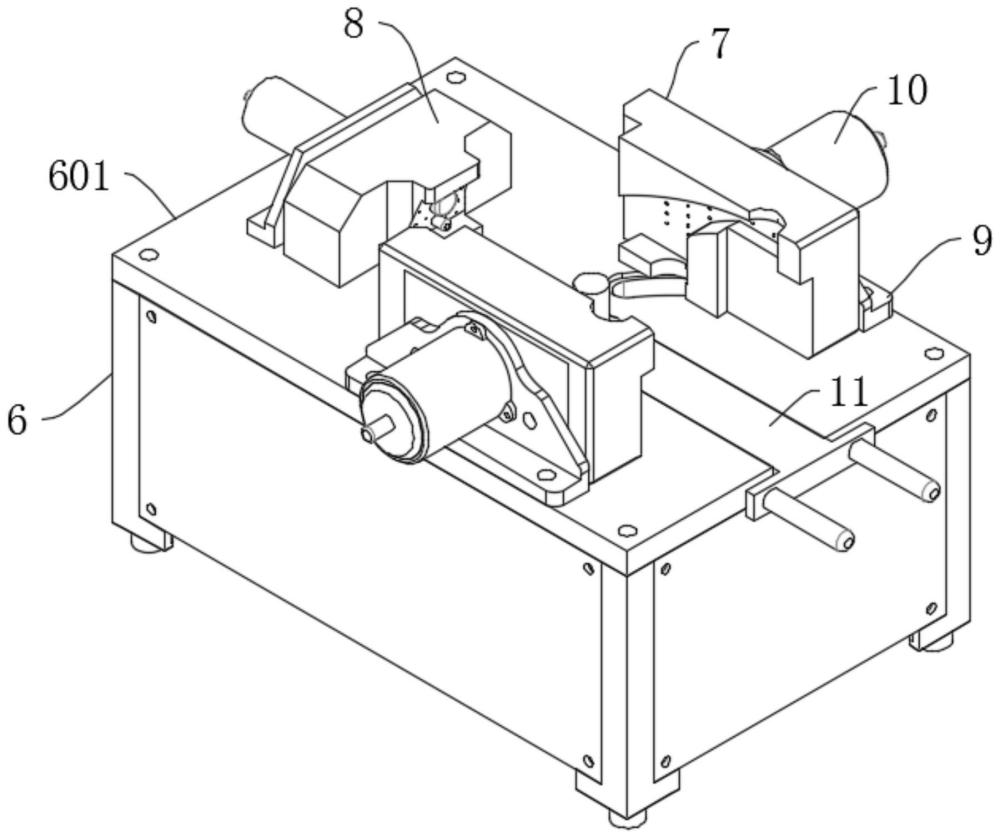
5.根据权利要求1所述的壳体生产的组装装置,其特征在于:所述罩体夹具(7)的内侧面上开设有第一限位腔(701),所述罩体夹具(7)的外侧面上开设有第一深孔(702),所述第一限位腔(701)与第一深孔(702)之间通过第一通孔(704)连通,所述第一深孔(702)的端口上设有第一台阶面(703),所述第一台阶面(703)通过第一盖板(706)封闭,所述第一深孔(702)与对应的储气组件(10)连通;
6.根据权利要求1所述的壳体生产的组装装置,其特征在于:所述侧板夹具(8)内侧面开设有限位槽,所述侧板夹具(8)的外侧面上卡设有第二深孔,第二限位腔与第二深孔之间通过第二通孔连通,第二深孔的端口开设有第二台阶孔,第二台阶孔通过第二盖板封闭,所述第二深孔与对应的储气组件(10)连通。
7.根据权利要求1所述的壳体生产的组装装置,其特征在于:所述罩体夹具(7)和侧板夹具(8)的外侧均设有立座(9),所述立座(9)固定安装在90第一罩体(1)上,所述立座(9)上固定安装有储气组件(10),所述储气组件(10)与罩体夹具(7)或侧板夹具(8)的内部连通。
8.根据权利要求7所述的壳体生产的组装装置,其特征在于:所述储气组件(10)包括筒体(1001),所述筒体(1001)的内部安装有活塞(1002),所述,活塞(1002)套接在活塞杆(1003)上,所述活塞杆(1003)的一端穿过筒体(1001)的侧壁与第一盖板(706)或第二盖板连接;
9.根据权利要求1所述的壳体生产的组装装置,其特征在于:所述工作台面(601)上开设有滑槽(6013),所述滑槽(6013)内滑动安装有卸料组件(11);
10.壳体生产工艺,包括壳体包括第一罩体(1)、第二罩体(2)和侧板(3),第一罩体(1)与第二罩体(2)之间相互拼接形成一个开口,开口上拼接有侧板(3),拼接后的壳体的底面形成有第一槽孔(4)和第二槽孔(5),其特征在于:还包括如下步骤:
技术总结
本发明涉及壳体生产技术领域,且公开了壳体生产工艺及组装装置,包括箱体、组装夹具和驱动组件,箱体的上表面为工作台面,组装夹具包括罩体夹具和侧板夹具,罩体夹具设有两个,两个罩体夹具滑动安装在工作台面的上,罩体夹具的端部设有侧板夹具,侧板夹具滑动安装在工作台面上,驱动组件包括第一伸缩组件和第二伸缩组件,第一伸缩组件与两个罩体夹具连接,第一伸缩组件带动两个罩体夹具运动,第二伸缩组件带动侧板夹具运动。本发明根据第一罩体第二罩体的形状进行设计,实现设有的第一限位腔为需要进行装夹的第一罩体或第二罩体进行限位装夹,便于实现对多个零部件进行装夹,便于进行进一步的组装。
技术研发人员:魏建辉,魏建明,谈祥宇,黄云青,胡韬
受保护的技术使用者:杭州伊纳可模具模型有限公司
技术研发日:
技术公布日:2024/3/17
- 还没有人留言评论。精彩留言会获得点赞!