基于工业机器人焊接工作站的仿真设计方法及装置
本发明属于设计工作站仿真,尤其涉及一种基于工业机器人焊接工作站的仿真设计方法及装置。
背景技术:
1、焊接技术是工业生产中常用的制造方式,将工业机器人、焊接与辅助设备、物流系统与控制系统有效集成,可实现焊接生产线的智能化工作模式,从而提高生产效率,降低作业周期。在焊接工作站中,只有焊接机器人与外部设备协同配合好才能充分发挥出焊接生产线的作用,避免产线功能过剩或不足的情况。
2、随着制造业自动化程度的增加,单一工位的焊接工作站无法满足制造业需求,因此有必要去搭建多工位的焊接工作站,在搭建工作站的前期可以利用虚拟仿真技术搭建焊接工作站,对焊接工作过程进行仿真模拟,同时考虑机器人在实际的焊接任务中,机器人的作业性能和碰撞检测等因素,可以有效地降低投资风险,缩短工作站搭建的周期。
技术实现思路
1、针对现有技术的不足,本发明提出一种基于工业机器人焊接工作站的仿真设计方法及装置,该方法实现了多工位的焊接工作站设计、工作站的碰撞监控以及机器人作业性能的优化,提高了多工位的焊接工作站的可靠性。
2、为了实现上述目的,本发明一方面提供一种基于工业机器人焊接工作站的仿真设计方法,焊接工作站包含工业机器人以及外部设备,外部设备包含至少二变位机、和agv物流小车,该工业机器人在多个变位机之间移动,该方法包含:
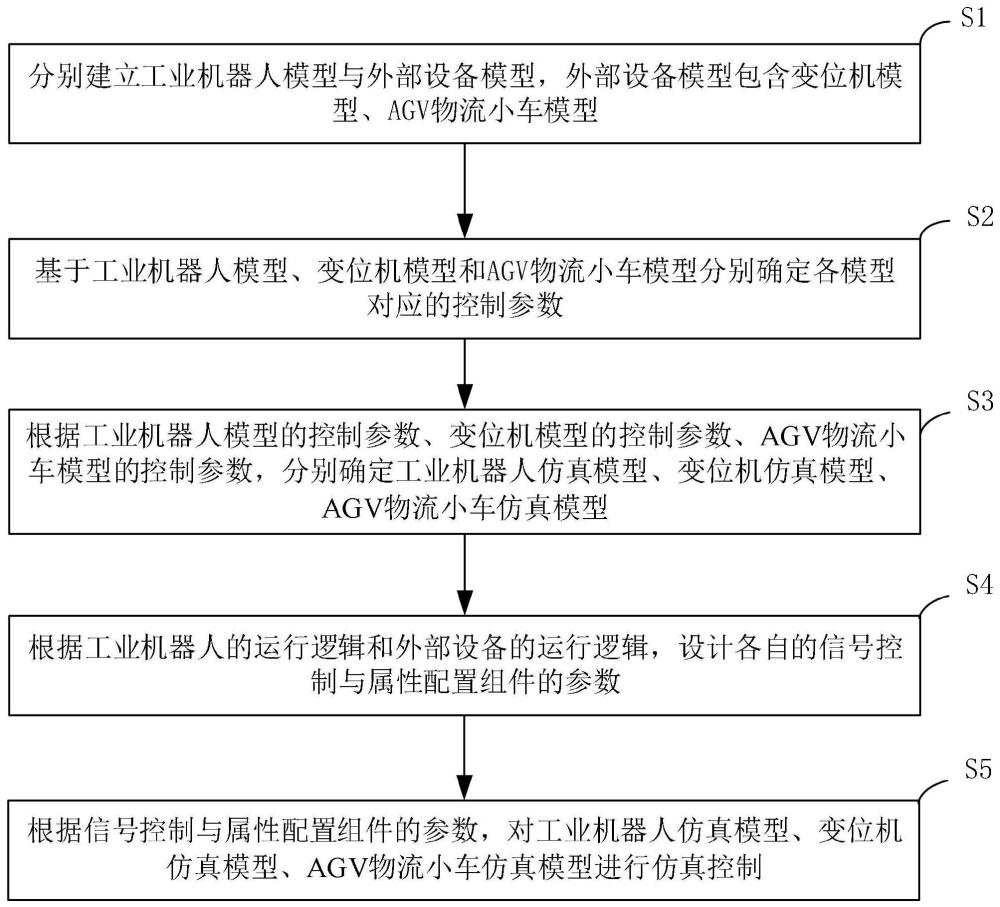
3、分别建立工业机器人模型与外部设备模型,所述外部设备模型包含变位机模型、agv物流小车模型;
4、基于所述工业机器人模型、所述变位机模型和所述agv物流小车模型分别确定各模型对应的控制参数;
5、根据所述工业机器人模型的控制参数、所述变位机模型的控制参数、所述agv物流小车模型的控制参数,分别确定工业机器人仿真模型、变位机仿真模型、agv物流小车仿真模型;
6、根据工业机器人的运行逻辑和外部设备的运行逻辑,设计各自的信号控制与属性配置组件的参数;
7、根据所述信号控制与属性配置组件的参数,对所述工业机器人仿真模型、所述变位机仿真模型、所述agv物流小车仿真模型进行仿真控制。
8、作为对上述技术方案的进一步改进,对所述工业机器人模型中各部件之间的连接关系进行检测;
9、在检测到所述工业机器人模型中各部件的连接关系正常的情况下,确定所述工业机器人模型对应的属性参数,所述工业机器人模型的控制参数包含所述属性参数;
10、和/或
11、在检测到所述工业机器人模型中各部件之间连接关系存在异常的情况下,对所述的工业机器人模型进行修正;
12、对修正后的工业机器人模型中各部件之间的连接关系重新进行检测及修正操作,直到该模型中各部件之间的连接关系正常。
13、作为对上述技术方案的进一步改进,对所述工业机器人模型、变位机模型和agv物流小车模型彼此之间进行实时的碰撞监控检测;
14、在各装置间的碰撞监控检测结果至少存在一异常结果情况下,所述焊接工作站停止运行并进行报警。
15、作为对上述技术方案的进一步改进,优化所述工业机器人模型的作业性能,包含:对所述工业机器人模型在焊接时位姿变换的速度进行实时更改,动态输出机器人速度、能量消耗以及电机功率的特征曲线;
16、通过分析不同机器人速度下的能量消耗以及电机功率的特征曲线,得到最优的能量消耗和最佳的运行速度,以对所述工业机器人模型的作业性能最优化。
17、作为对上述技术方案的进一步改进,在焊接工作站运行过程中,实时监控焊接过程中工业机器人各关节的运动范围是否超限、和/或,是否出现腕节奇点,避免工业机器人运动范围超限和腕节奇点的出现。若焊接过程中工业机器人出现了腕节奇点或临近腕节奇点的情况,输出该腕节奇点对应的关节角度值或临近腕节奇点对应的关节角度值。
18、作为对上述技术方案的进一步改进,所述信号控制与属性配置组件包含变位机配置组件,所述变位机配置组件包含第一子组件、第二子组件、第三子组件,
19、所述第一子组件配置为控制变位机绕轴旋转一定角度;
20、所述第二子组件配置为控制仿真过程中被焊接物体的显示与隐藏;
21、所述第三子组件配置为进行数字信号的逻辑运算;
22、所述变位机仿真模型的仿真过程配置为:
23、在工业机器人焊接仿真过程中,通过所述第三子组件接收到焊接位置信号,所述第一子组件控制变位机旋转一定角度,以调整被焊接物体。
24、作为对上述技术方案的进一步改进,所述信号控制与属性配置组件还包含agv物流小车配置组件,所述agv物流小车配置组件包含第四子组件、第五子组件和第六子组件、第七子组件;
25、所述第四子组件配置为使所述agv物流小车沿着轨道直线运动;
26、所述第五子组件配置为进行数字信号的逻辑运算,
27、所述第六子组件配置为检测所述agv物流小车是否到位;
28、所述第七子组件配置为安装一个对象;
29、所述agv物流小车仿真模型的仿真过程配置为:
30、进站时,所述agv物流小车通过所述第五子组件接收进站信号,所述第四子组件控制所述agv物流小车开始移动运行至工作站目标位置处,所述第六子组件检测所述agv物流小车到位后,移动停止;
31、所述第七子组件将所述目标位置处的待运送物体安装在所述agv物流小车上;
32、出站时,所述agv物流小车通过所述第五子组件接收出站信号,所述第四子组件控制所述agv物流小车开始移动离开工作站。
33、作为对上述技术方案的进一步改进,所述变位机具有两个,且两个变位机呈一字型排列。
34、作为对上述技术方案的进一步改进,所述外部设备还包含:清枪剪丝装置,所述外部设备模型还包含清枪剪丝装置模型;该方法还包含:
35、根据所述清枪剪丝装置模型的控制参数,确定清枪剪丝装置仿真模型;
36、根据清枪剪丝装置的运行逻辑,确定清枪剪丝装置属性配置组件的参数,所述信号控制与属性配置组件还包含所述清枪剪丝装置属性配置组件;
37、根据所述清枪剪丝装置属性配置组件的参数,对所述清枪剪丝装置仿真模型进行仿真控制。
38、本发明另一方面还提供了一种基于工业机器人焊接工作站的仿真设计装置,焊接工作站包含工业机器人以及外部设备,外部设备包含至少二变位机、和agv物流小车,且该装置采取上述的仿真设计方法,该装置至少包含:
39、三维模型构建模块,用于分别建立工业机器人模型与外部设备模型,所述外部设备模型包含变位机模型、agv物流小车模型;
40、仿真模型构建模块,用于基于所述工业机器人模型、所述变位机模型和所述agv物流小车模型分别确定各模型对应的控制参数;及
41、根据所述工业机器人模型的控制参数、所述变位机模型的控制参数、所述agv物流小车模型的控制参数,分别确定工业机器人仿真模型、变位机仿真模型、agv物流小车仿真模型;
42、配置模块,用于根据工业机器人的运行逻辑和外部设备的运行逻辑,设计各自的信号控制与属性配置组件的参数;
43、仿真控制模块,用于根据所述信号控制与属性配置组件的参数,对所述工业机器人仿真模型、所述变位机仿真模型、所述agv物流小车仿真模型进行仿真控制。
44、此外,本发明另一方面还提供了一种可读存储介质,可读存储介质上存储有程序或指令,该程序或指令被处理器执行时实现上述基于工业机器人焊接工作站的仿真设计方法的步骤,且能达到相同的技术效果。
45、由以上方案可知,本发明的优点在于:
46、本发明提供的基于工业机器人焊接工作站的仿真设计方法,实现了多工位的焊接工作站设计、工作站的碰撞监控以及机器人作业性能的优化。为工业机器人进行多工位焊接的设计提供了可行性依据,利用机器人仿真技术可以提高焊接工作站的可靠性,搭建实体项目时可有效缩短建设和调试时间,为实际的焊接工作站提供试验平台,同时对技术人员寻求机器人焊接时最优的作业性能与机器人位姿提供理论依据。
- 还没有人留言评论。精彩留言会获得点赞!