一种工业机器人多轴曲面加工路径形成方法与流程
本发明涉及机加工,特别是一种工业机器人多轴曲面加工路径形成方法。
背景技术:
1、随着现代智能制造技术的发展,以工业机器人为核心的智能制造设备得到了极大的发展。工业机器人在包括焊接加工在内的众多领域中,得到了越来越广泛的应用。
2、然而,在传统的曲面回转体零件加工过程中,一般是通过人工示教编程形成工业机器人的加工路径,这样导致在一些复杂的加工场景下存在很多问题,例如,人工示教编程存在工作量大,效率低,特别是形成曲面等多轴加工的路径存在极大的困难;人工示教编程所形成的加工路径的有效性难以保证。
技术实现思路
1、本发明解决的技术问题是:克服现有技术的不足,提供了一种工业机器人多轴曲面加工路径形成方法,实现产品复杂曲面焊接过程的路径规划输出;效率高且准确性、有效性得以保证。
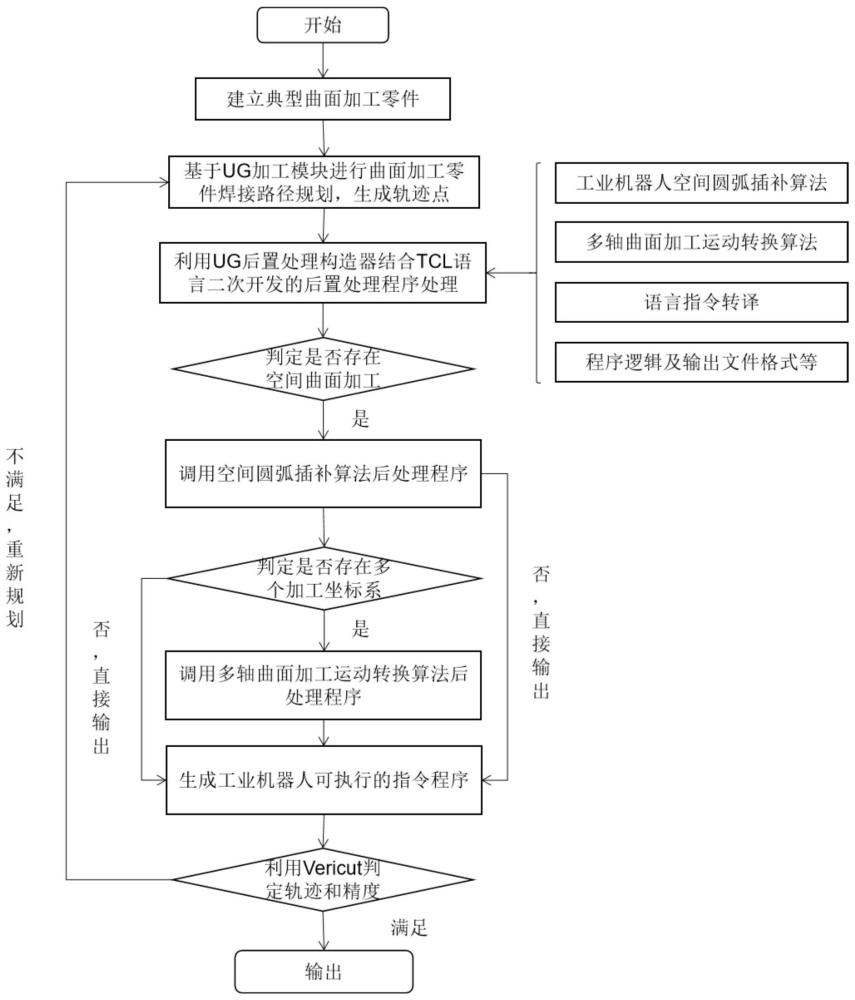
2、本发明的技术解决方案是:一种工业机器人多轴曲面加工路径形成方法,实现产品复杂曲面焊接过程的路径规划输出;包括依次执行以下步骤,
3、s1、建立曲面加工零件三维仿真模型,确定工业机器人加工过程中的基坐标系;
4、s2、将步骤s1中建立的模型导入到ug的加工模块中;基于ug加工模块,进行曲面加工零件的加工路径规划,生成轨迹文件;
5、s3、对步骤s2中规划路径上的轨迹点进行处理,输出为基于工业机器人基坐标系下的坐标点;
6、步骤s4、将步骤s3中输出的所有轨迹点在基坐标系下坐标值,根据工业机器人语言指令转换规则,生成工业机器人可执行的指令。
7、在上述的一种工业机器人多轴曲面加工路径形成方法中,还包括步骤s5,利用vericut进行判断加工轨迹和精度是否满足要求,
8、若满足,则输出指令;
9、若不满足,则执行步骤s2。
10、在上述的一种工业机器人多轴曲面加工路径形成方法中,所述步骤s3包括,
11、s31、首先判断步骤s2中的规划路径是否是空间曲面加工;
12、如果规划路径是空间曲面加工,则调用空间圆弧插补算法,找到空间三点法圆弧插补指令中的圆弧中点;
13、如果轨迹文件不存在空间曲面加工,则执行步骤s4;
14、s32、判断是规划路径否存在多个加工坐标系;
15、如果存在,调用多轴曲面加工运动转换算法,将多个坐标系下的点换算为基坐标系下的点;
16、如果不存在,则执行步骤s4。
17、在上述的一种工业机器人多轴曲面加工路径形成方法中,所述的空间圆弧插补算法包括,
18、调取步骤s2中生成的轨迹点a(x1,y1,z1)、圆轴矢量为圆心o(x0,y0,z0)、旋转弧度θ、圆半径r;
19、空间圆弧中点坐标b(x,y,z)的算法如下:
20、首先在空间中建立二维旋转平面,令x′轴与同向,z′与同向,
21、
22、根据右手螺旋法则,那么y′轴方向为:
23、
24、那么相对坐标系x′y′z′与基坐标系xyz的旋转变换矩阵为(需单位向量):
25、
26、在x′y′z′坐标系中,圆弧面在平面x′y′z′上,则圆弧中点b的坐标为:
27、
28、将圆弧中点b坐标转换至基坐标系xyz下,利用坐标齐次变换,旋转矩阵为r有:
29、
30、得到圆弧中点b在基坐标系xyz下的坐标值为:
31、
32、在上述的一种工业机器人多轴曲面加工路径形成方法中,设(xp,yp,zp)为圆轴矢量恒通过的一点,则圆弧中点b在基坐标系xyz下的坐标值可表示为:
33、
34、圆弧所在平面的的法向量平面方程为:
35、ax*(x-x1)+ay*(y-y1)+az*(z-z1)=0
36、那么可确定圆心所在点的坐标参数t0,
37、t0=ax*(x1-xp)+ay*(y1-yp)+az*(z1-zp)
38、可得约束后圆心坐标为:
39、
40、默认矢量恒通过已知圆心点时,圆弧中点b在基坐标系xyz下的坐标值可表示为:
41、
42、式中:
43、c=ax*x0+ay*y0+az*z0;
44、k=1-cosθ。
45、在上述的一种工业机器人多轴曲面加工路径形成方法中,所述多轴曲面加工运动转换算法是将不同坐标系下的坐标点的值都转换为基坐标系下点的坐标值。
46、在上述的一种工业机器人多轴曲面加工路径形成方法中,步骤s32包括以下步骤:
47、s321、获取基于ug加工模块轨迹规划后的轨迹文件中轨迹点信息;
48、s322、对轨迹点中包含的坐标关系进行转换计算;
49、s323、计算不同坐标系下旋转角度对应值;
50、s324、计算不同坐标系下坐标点位置相对关系;
51、s325、输出基坐标系下点的坐标值。
52、在上述的一种工业机器人多轴曲面加工路径形成方法中,获取轨迹文件中一轨迹点在轨迹规划坐标系x1y1z1中坐标为(a,b,c);
53、经过坐标系变换矩阵为r后,在基坐标系xyz中坐标为(a′,b′,c′);两坐标系下点的旋转矩阵m为:
54、
55、式中,
56、α、β、γ分别代表坐标值变换过程中绕x轴、y轴、z轴方向的旋转角度;sα=sinα、sβ=sinβ、sγ=sinγ、cα=cosα、cβ=cosβ、cγ=cosγ;旋转角度的计算:
57、
58、对矩阵m求解有(当):
59、
60、
61、
62、坐标值的换算:
63、由前文得旋转矩阵为m,假设坐标系变换矩阵为r,位移矩阵为t,有:
64、
65、由已知坐标得,坐标矢量单位为:则转换前后坐标值矩阵有:
66、
67、同理有:
68、
69、由
70、可得:
71、
72、在上述的一种工业机器人多轴曲面加工路径形成方法中,步骤s2中,基于ug加工模块进行曲面加工零件的加工路径规划,是对曲面加工零件进行焊接或增材加工的路径规划。
73、在上述的一种工业机器人多轴曲面加工路径形成方法中,步骤s2中生成的轨迹文件中包含不同坐标系下轨迹点的坐标值、进行插补过程中的起点、终点、圆心坐标、半径及旋转角度等、不同坐标系之间的相对位置和旋转公式。
74、本发明与现有技术相比具有如下有益效果:本发明提供了一种基于ug的工业机器人曲面加工的轨迹规划形成方法,实现了基于ug下的工业机器人在同一坐标系下空间曲面轨迹规划及输出;使用范围广,仅需更改不同类型工业机器人运动插补语言即可进行轨迹规划及输出。
- 还没有人留言评论。精彩留言会获得点赞!