一种陶瓷机械手臂及其制造工艺的制作方法
本发明涉及半导体加工治具,尤其是涉及一种陶瓷机械手臂及其制造工艺。
背景技术:
1、陶瓷机械手臂在半导体设备中起到搬运的作用,负责搬运晶圆硅晶片到指定位置。因为晶圆硅晶片极其容易受到其他颗粒的污染,所以一般在真空环境下进行,且对机械手臂的材质及性能要求严格。在此环境下,大部分材料的机械手臂一般难以完成工作,且制作机械手臂的材料需要耐高温、耐磨、硬度高,且纯度高。
2、氧化铝陶瓷具备致密质、高硬度、高耐磨性的物理性质,以及良好的耐热性能、优良的机械强度、高温环境仍具有良好的绝缘性、良好的抗腐蚀性等物理性能,是用于制作半导体设备机械手臂的绝佳材料。
3、对于陶瓷机械手臂的制作,目前较为成熟的技术一般采用拼接的方法实现,即根据图纸分别对两块陶瓷片进行加工,再采用特定的胶水进行粘接,最后通过对其外轮廓进行加工制得陶瓷机械手臂。采用此方法制作陶瓷机械手臂有一定局限性,一是加工复杂,需要对两块陶瓷片进行加工,加工时间长,且成本高;二是对胶水性能要求高,尤其是要具备耐高温的条件,且对粘胶技术要求高,需保证陶瓷机械手臂气密性、气槽无堵塞、粘胶后产品平面度精度达到要求,且厚度控制严格。
4、随着技术进步,一体式烧结技术应用在陶瓷机械手臂的制造中,例如在中国专利文献上公开的“一种用于喷嘴罩筒激光打孔的定位工装”,其公告号“cn116313977a”,包括依次层叠布置的顶部结构、中间板结构以及底部结构;所述顶部结构、中间板结构以及底部结构外形尺寸相同,且一体连接;所述一种真空手臂的制造方法,制造所述的真空手臂,包括如下步骤:s1、流延成型陶瓷生料带;s2、在所有的陶瓷生料带上进行冲外形,冲装配孔,然后在不同的陶瓷生料带上分别进行冲槽、冲吸盘吸气孔;s3、将冲好的陶瓷生料带叠层、热压;s4、将热叠压后的陶瓷生料带一体烧结成型;s5、将烧结后而形成的真空手臂进行修整、后续加工。
5、上述方案中的真空手臂是一体成型,不需要另外制作盖板,不需要胶粘,延长了真空手臂的使用寿命,且能够在高温环境中使用,但目前方案在烧结成型过程中气密性无法保证,易出现气密性不足影响真空手臂使用效果的不良品,因此亟待改进。
技术实现思路
1、针对现有技术中通过一体烧结成型真空手臂的工艺中易出现气密性不足影响质量的问题,本发明提供了一种陶瓷机械手臂及其制造工艺,在烧结前增加真空干燥工序,在烧结后增加气密性测试工序,从而在烧结前后增强并检测材料与产品的气密性能,进一步提升真空手臂的良品率与使用寿命。
2、为了实现上述目的,本发明采用以下技术方案:
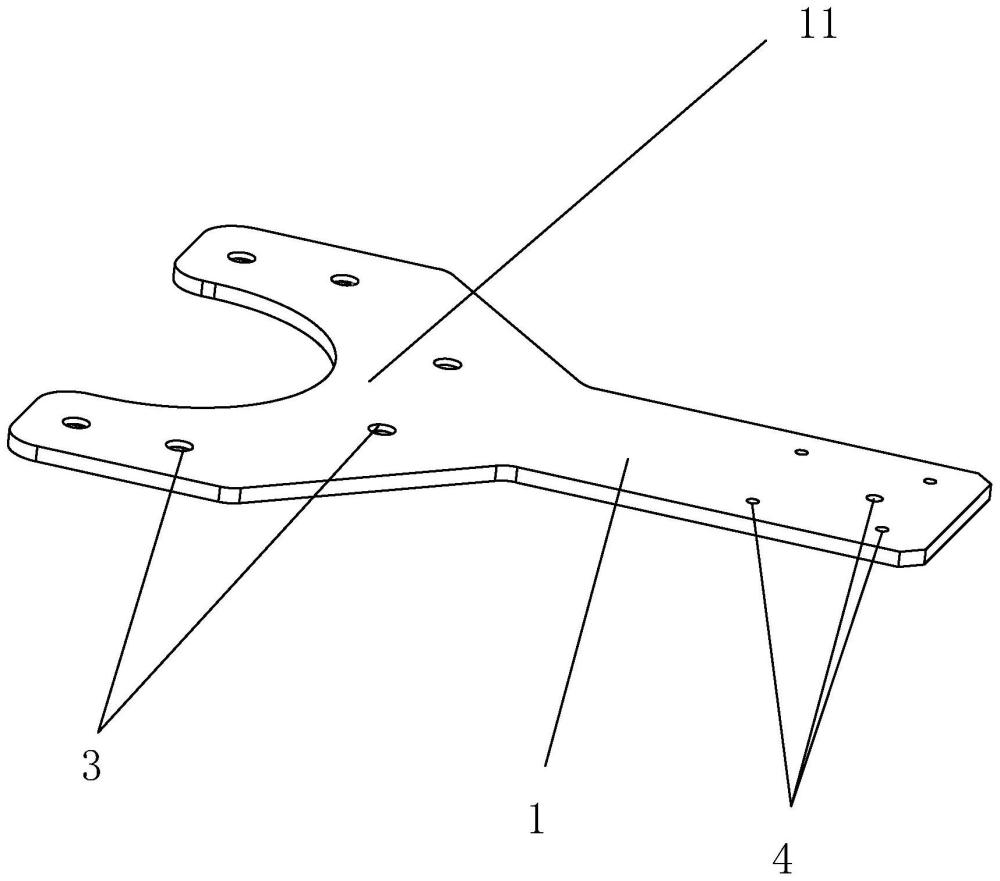
3、一种陶瓷机械手臂,包括手臂本体,所述手臂本体包括有若干相叠合的流延片,所述手臂本体为一体式结构;其中,所述手臂本体中部设置有气槽,所述气槽上设置有连通外界的气孔;其中,所述气槽沿手臂本体延伸呈分叉结构,所述气槽上的气孔设置于分叉结构的分叉点两侧。
4、为增强陶瓷机械手臂的气密性以及结构强度,可以通过计算机辅助设计(cad)软件进行模拟和分析,确定最佳的气槽和开孔位置。本技术中,将气槽的气孔优化设置在手臂本体分叉结构的分叉点两侧,尽量避免将气孔设计在机械手臂的应力集中区域,以减少因应力导致的裂纹和孔隙,从而降低陶瓷机械手臂出现气密性问题的可能,提升良品率。
5、作为优选,所述手臂本体尾部设置有连接孔,所述连接孔沿手臂本体中轴线对称分布。所述连接孔作为陶瓷机械手臂与控制端的连接点,承担陶瓷机械手臂在工作过程中的应力,因此为保证手臂本体所受应力均衡,需保证连接孔在手臂操作使用过程中能够承受各方向受力并结构稳定,避免出现裂纹影响结构性能和密封性能。
6、作为优选,所述手臂本体为氧化铝制件,所述手臂本体中包含有sic。陶瓷材料中引入一种或多种可以在特定条件下发生化学反应的物质,当材料出现裂纹或损伤时,这些物质会与环境中的氧气、水分等发生化学反应,生成新的陶瓷相来填充裂纹,从而实现自我修复。例如,本技术中采用氧化铝陶瓷作为手臂本体的主材料,通过在氧化铝陶瓷中引入sic,当材料出现裂纹时,sic会与空气中的氧气反应生成sio2来填充裂纹,实现自我修复。
7、本技术还公开了上述陶瓷机械手臂的加工工艺,包括以下步骤:
8、s1: 根据产品尺寸和陶瓷收缩率设计烧结前尺寸,并进行流延片选择;
9、s2:对流延片进行切割与除杂;
10、s3: 将所需流延片叠放并进行真空干燥与叠烧;
11、s4: 烧结后对陶瓷机械手臂进行精加工与气密性测试。
12、本技术的加工工艺包括以下步骤:根据产品尺寸和陶瓷收缩率设计烧结前尺寸,并进行流延片选择;对流延片进行切割与除杂;将所需流延片叠放并进行真空干燥与叠烧;烧结后对陶瓷机械手臂进行精加工与气密性测试。本方案采用流延片进行切割与叠烧,这可以确保产品的均匀性和准确性。同时,通过真空干燥与叠烧,能够有效地减少空气中的杂质,提高产品的质量。此外,做完烧结后,进行精加工和气密性测试,可以确保产品的精度和性能。
13、作为优选,s1中选择的流延片材质纯度大于99.6%,所述流延片厚度为1.5-2mm的流延片,所述流延片包括气槽流延片和设置于气槽流延片两侧的叠合流延片。为制造气密性好、平面度精度高和纯度高的陶瓷机械手臂,本方案采用的流延片材质纯度大于99.6%,优选厚度为1.8mm,且气槽流延片上预设有气槽,而气槽流延片两侧所设置的叠合流延片用于同气槽流延片叠合烧结形成真空机械手臂,根据申请人计算,本方案中流延片收缩率为0.83,采用厚度为1.8mm流延片能够满足设计要求。
14、作为优选,s3中真空干燥工序中采用陶瓷片压合流延片,干燥温度上限80℃,升温速率12℃/h,达到80℃保温1-2h。,采用真空干燥工艺能够有效去除陶瓷材料中的水分,提高产品的质量和稳定性。其次,以80℃为干燥温度上限,可以避免因温度过高而引起陶瓷材料破裂或变形的风险。再次,升温速率控制在12℃/h,可以保证干燥过程中温度的均匀分布,避免温差过大导致产品质量不稳定。最后,保温时间为1-2小时,能够确保陶瓷材料在干燥过程中充分烘干,保证产品的稳定性和可靠性。综上所述,陶瓷机械手臂制造工艺中采用的真空干燥工序具有优化产品质量、提高生产效率和保证产品稳定性的重要优点和创造点。
15、作为优选,s3中产品在80℃环境中保温1-2h后,抽真空保温至少3h,保持真空并自动降温至室温。将产品置于80℃环境中保温1-2小时可以有效去除残留的水分,提高产品的质量和稳定性。温度控制在80℃以下,避免了温度过高导致产品变形或破裂的风险。其次,经过保温后,将抽真空保温至少3小时。抽真空的过程可以进一步去除产品中的水分和气体,确保产品内部的纯净度。同时,保持真空状态有助于防止氧化和其他化学反应的发生,提高产品的质量和稳定性。最后,自动降温至室温的设计是为了避免产品在温度过快变化的情况下出现热应力。温度缓慢降低可以增加产品的抗热应力能力,减少因温度变化而引起的产品变形或破裂。
16、作为优选,s4中精加工工序包括在气槽上开气孔,开气孔时包括预开孔与加工气孔。陶瓷机械手臂烧结后,进行陶瓷精加工,根据陶瓷机械手臂气槽位置和图纸要求加工外轮根据图纸要求,在陶瓷机械手臂上打2mm的孔。这个步骤的目的是为了预留出一个较小的孔口,方便后续的加工工序。接下来,使用径向加工的方式进行气槽的加工。这种加工方式可以确保气槽的尺寸和形状符合要求。根据图纸上给出的指定尺寸,将刀具放置在加工机床上,并以一定的速度和深度进行加工。在加工过程中,我们会注意控制加工的速度和深度,以确保加工的精度和质量。同时,我们会定期检查加工进度和加工结果,确保气槽的尺寸和形状符合要求。通过以上的加工步骤,可以按照陶瓷机械手臂的气槽位置和图纸要求,加工出符合要求的外轮廓和正反面开孔。
17、作为优选,s4中气密性测试工序可采用压力测试法/气体检测法。压力检测法是指将机械手臂封闭在一个具有压力控制和测量设备的密闭容器中,然后对容器内部进行加压。如果机械手臂的气密性良好,那么容器内的压力会保持稳定;如果机械手臂存在气密性问题,那么容器内的压力会逐渐下降。通过比较加压前后的压力差,可以评估机械手臂的气密性。而气体检测法是利用氦气等的分子较小且不易与其他物质发生反应的特性,将机械手臂置于充满氦气的环境中,然后使用氦气检测仪在机械手臂的外部进行检测。如果机械手臂的气密性良好,那么外部不会检测到氦气;如果机械手臂存在气密性问题,那么氦气会从机械手臂中逸出,可以被检测仪检测到。以上方案均能够快速检测真空机械手臂的气密性。
18、作为优选,当s4气密性测试工序发现气密性未达到预设要求的产品,进入s5:陶瓷机械手臂自愈合修复,将陶瓷机械手臂放入高温环境中,环境温度大于1000℃。自愈合过程通常需要一定的温度条件。当sic与空气中的氧气反应生成sio2来填充裂纹时,这一化学反应通常需要在高温环境下进行。具体的温度要求取决于反应的具体条件,一般来说,这个反应需要在高于1000℃的温度下进行。这是因为只有在这样的高温下,sic才能与氧气充分反应生成sio2。
19、因此,本发明具有如下有益效果:(1)在烧结前增加真空干燥工序,在烧结后增加气密性测试工序,从而在烧结前后增强并检测材料与产品的气密性能,进一步提升真空手臂的良品率与使用寿命;(2)真空干燥过程和叠烧过程采用陶瓷片进行压制,使干燥和烧结过程中流延片之间紧密贴合;干燥过程中抽真空,去除流延片中残留空气,二者都是保证陶瓷机械手臂烧结后气密性达到要求的前提;(3)采用此工艺制作高纯度氧化铝机械手臂,一方面无需考虑胶水性能要求和粘胶技术,即可达到气槽气密性和平面度要求;另一方面,减少气槽加工时间,减少报废率,降低生产成本。
- 还没有人留言评论。精彩留言会获得点赞!