一种圆筒形过滤器的组装工装的制作方法
本技术涉及过滤,具体地说是一种圆筒形过滤器的组装工装。
背景技术:
1、如图4所示,圆筒形过滤器6包括上盖6-1、滤芯6-2、下盖6-3。目前,滤芯6-2与下盖6-3注胶后的组装过程中,先把注好胶的下盖放入工装中定位,再把已装配好的上盖、滤芯装入下盖,整体组装好后工作人员手动取出,人工搬运至下一定高工位,通过定高工装定时压合,来保证过滤器上盖表面的平面度,以及过滤器的总高尺寸。但是这样的操作方式主要存在以下问题点和缺点:1,现有的工装只能实现下盖的位置定位,在组装过程中不能对上盖进行完全定位,无法保证上盖与下盖之间的相对位置公差要求,易造成较多产品上下盖间相对位置尺寸公差不合格。2,圆筒形过滤器上盖、滤芯与下盖组装完成后,需要工人手工搬运至定高工位,进行定时压合定高,由于下盖与滤芯之间的胶水还未完全固化,在工位之间人工转移搬运,容易引起上下盖之间的相对位置移动错位,造成产品上下盖间相对位置尺寸公差不合格。
技术实现思路
1、本实用新型为克服现有技术的不足,提供一种圆筒形过滤器的组装工装。
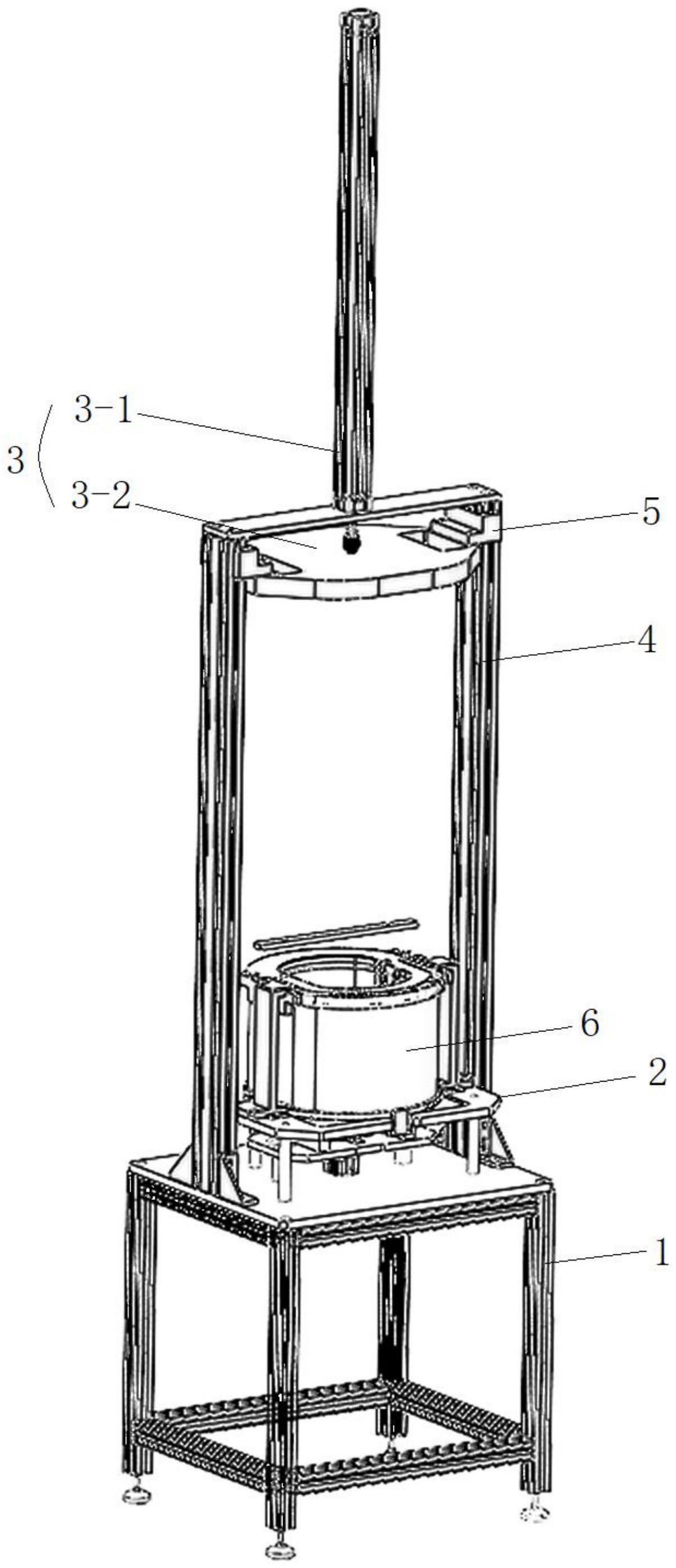
2、为实现上述目的,设计一种圆筒形过滤器的组装工装,包括机架,其特征在于:所述的机架上端设有定位机构,定位机构上方设有定高机构,所述的定位机构包括定位板、气缸一、限位件,位于机架上端设有定位板,定位板上端两侧分别设有限位件,限位件上端连接定位杆,位于定位板下端两侧设有顶升块,顶升块一端通过连接板连接气缸一。
3、所述的定位板一侧设有限位板,限位板一侧连接气缸二。
4、所述的定位板一侧设有供限位板安装的安装槽。
5、所述的限位件上端设有供定位杆安装的槽口。
6、所述的定高机构包括气缸三、压板,位于定位板上方设有压板,压板上端连接气缸三。
7、所述的定高机构通过支撑架固定在机架上端。
8、所述的支撑架两侧套设滑动块的一端,两侧滑动块的另一端分别连接压板的两端。
9、所述的定位杆下端设有定位凸起。
10、本实用新型同现有技术相比,在现有工装的基础上进行改进,通过定位杆,实现上盖的位置校正与定位,消除上下盖之间相对位置尺寸公差不良的问题。增加定高功能,定高基准统一,消除了原两工位间人工搬运过程中的不可控因素,并节约生产空间,提高了生产效率。
技术特征:
1.一种圆筒形过滤器的组装工装,包括机架,其特征在于:所述的机架(1)上端设有定位机构(2),定位机构(2)上方设有定高机构(3),所述的定位机构包括定位板(2-1)、气缸一(2-2)、限位件(2-3),位于机架(1)上端设有定位板(2-1),定位板(2-1)上端两侧分别设有限位件(2-3),限位件(2-3)上端连接定位杆(2-5),位于定位板(2-1)下端两侧设有顶升块(2-6),顶升块(2-6)一端通过连接板(2-7)连接气缸一(2-2)。
2.根据权利要求1所述的一种圆筒形过滤器的组装工装,其特征在于:所述的定位板(2-1)一侧设有限位板(2-8),限位板(2-8)一侧连接气缸二(2-9)。
3.根据权利要求2所述的一种圆筒形过滤器的组装工装,其特征在于:所述的定位板(2-1)一侧设有供限位板(2-8)安装的安装槽。
4.根据权利要求1所述的一种圆筒形过滤器的组装工装,其特征在于:所述的限位件(2-3)上端设有供定位杆(2-5)安装的槽口(2-10)。
5.根据权利要求1所述的一种圆筒形过滤器的组装工装,其特征在于:所述的定高机构包括气缸三(3-1)、压板(3-2),位于定位板(2-1)上方设有压板(3-2),压板(3-2)上端连接气缸三(3-1)。
6.根据权利要求5所述的一种圆筒形过滤器的组装工装,其特征在于:所述的定高机构(3)通过支撑架(4)固定在机架(1)上端。
7.根据权利要求6所述的一种圆筒形过滤器的组装工装,其特征在于:所述的支撑架(4)两侧套设滑动块(5)的一端,两侧滑动块(5)的另一端分别连接压板(3-2)的两端。
8.根据权利要求1所述的一种圆筒形过滤器的组装工装,其特征在于:所述的定位杆(2-5)下端设有定位凸起(2-11)。
技术总结
本技术涉及过滤技术领域,具体地说是一种圆筒形过滤器的组装工装。一种圆筒形过滤器的组装工装,包括机架,其特征在于:所述的机架上端设有定位机构,定位机构上方设有定高机构,所述的定位机构包括定位板、气缸一、限位件,位于机架上端设有定位板,定位板上端两侧分别设有限位件,限位件上端连接定位杆,位于定位板下端两侧设有顶升块,顶升块一端通过连接板连接气缸一。同现有技术相比,在现有工装的基础上进行改进,通过定位杆,实现上盖的位置校正与定位,消除上下盖之间相对位置尺寸公差不良的问题。增加定高功能,定高基准统一,消除了原两工位间人工搬运过程中的不可控因素,并节约生产空间,提高了生产效率。
技术研发人员:王佳一,裘静辉
受保护的技术使用者:上海哈克过滤科技股份有限公司
技术研发日:20230208
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!