一种平板铣边装置的制作方法
本技术涉及铣削设备,具体涉及一种平板铣边装置。
背景技术:
1、铣边设备主要用于对工件进行修整,目前的铣边设备主要有两个用途,一是对焊接工件的焊接处进行铣削,使工件表面平整光滑,二是对待加工件的边缘铣削修整,由于平板裁切方式的原因,平板工件四边大都存在毛刺等情况,四边表面粗糙,为了方便后续加工,更好的与专用夹具配合,需要对平板工件四边铣削。
2、由于是对四边位置进行铣削,现有的铣边装置处理效率较低。部分能够开设定位孔的平板,一般采用定位销加底部真空吸盘吸附固定的方式,对平板进行固定,通过铣刀完成对四边的铣削;其他无法开设定位孔的平板,目前是采用夹紧两边,对另外两边铣削,完成之后,再对另外两边铣削,但是这种处理方式效率较低,难以满足生产需求。
技术实现思路
1、本实用新型提供一种平板铣边装置,以解决现有技术中平板工件铣削效率较低的技术问题。
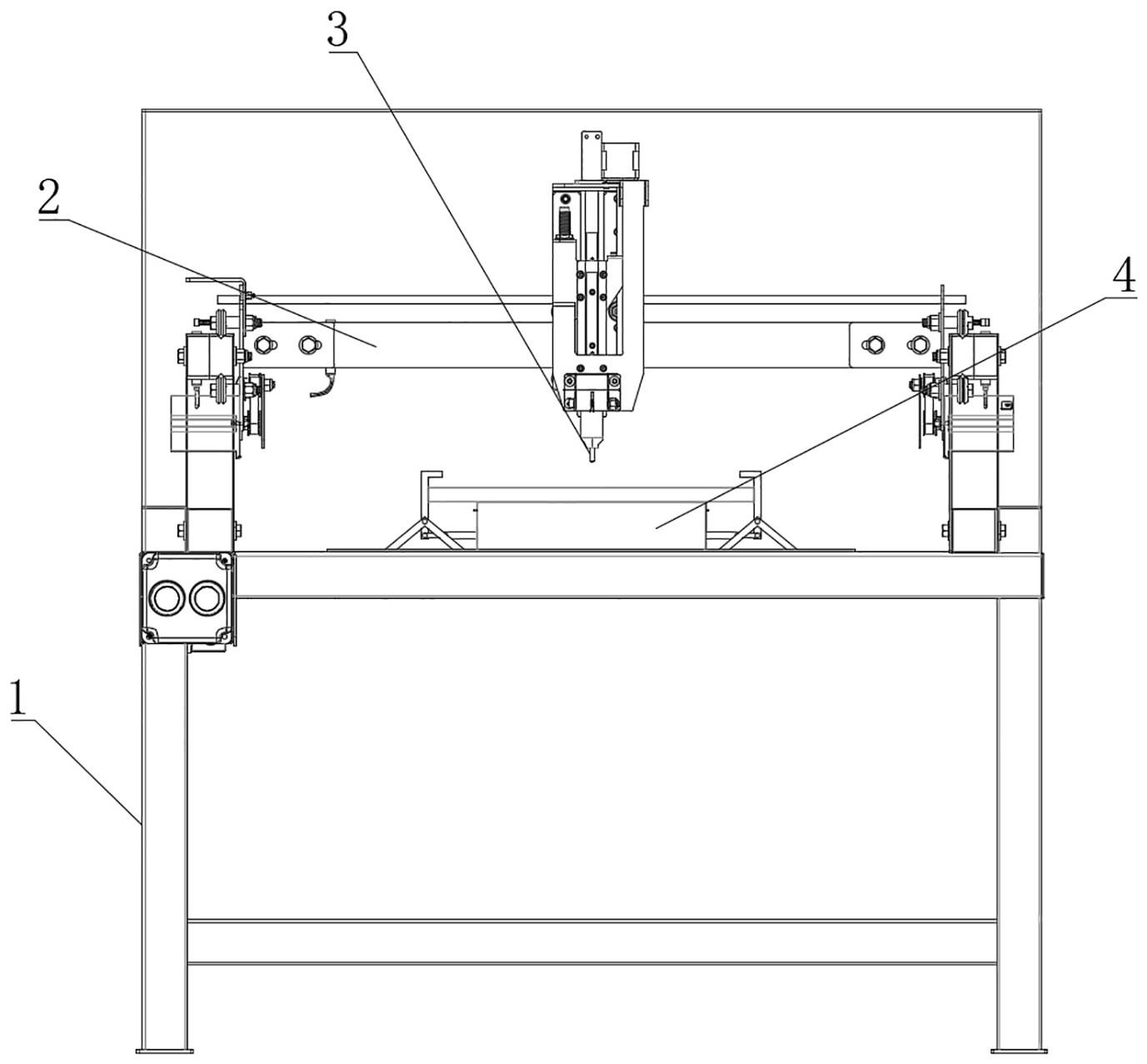
2、为解决上述问题,本实用新型提供的平板铣边装置采用如下技术方案:包括驱动机构,安装在机架上,用于驱动铣刀移动,对待加工的平板进行铣边处理;铣刀,通过安装在驱动机构上的电机驱动,铣刀高速旋转对平板四边进行铣削;紧固夹具,其安装在机架上,用于固定待加工的平板;
3、所述紧固夹具包括安装在机架上表面的底座,所述底座四周均布有用于固定平板的夹紧机构,所述夹紧机构包括通过支架铰接在机架上的夹紧板,所述夹紧板底端铰接有连杆,所述连杆的另一端与水平设置的夹紧气缸铰接,夹紧板在其转动行程上具有夹紧位和避让位,处于夹紧位的夹紧板与平板紧密贴合,处于避让位的夹紧板与平板分离并产生间距,以供铣刀穿过铣削平板边缘。
4、作为进一步地改进,所述底座的每条边至少设有两组夹紧机构。
5、作为进一步地改进,所述夹紧板为l形,l形夹紧板上端的水平部分用于固定平板的顶面。
6、作为进一步地改进,所述l形夹紧板上端的水平部分的下表面连接有防护垫,以防止平板顶面受损。
7、作为进一步地改进,所述紧固夹具报包括设置在底座上的真空吸盘,所述真空吸盘用于吸附固定平板底面。
8、作为进一步地改进,所述机架上端承载部由若干根竖直设置的承重板组成,各承重板等间距设置,承重板之间的间隙供磨削掉碎屑通过。
9、作为进一步地改进,所述承载部下方安装有集尘箱,用于收集铣削后产生的粉尘碎屑。
10、作为进一步地改进,所述机架上端还设有防护壳。
11、本实用新型的上述技术方案的有益效果如下:
12、现有的平板工件多采用升降旋转气缸(旋转夹紧转角下压气缸)固定,工件每次只能加工两条边。为此,本实用新型重新设计了平板的夹具部分,本实用新型的夹紧机构以夹紧气缸为动力源,利用连杆机构,通过夹紧板固定平板,通过气缸调整夹紧板的位置。当夹紧板处于夹紧位时,夹紧板与平板紧密贴合,对平板进行固定,当夹紧板处于避让位时,夹紧板与平板分离,夹紧板与平板之间的间距可供铣刀通过。
13、由于铣刀是通过编程控制,每次绕平板四边铣削一周的时间是相同的,通过控制系统设置每个夹紧气缸的收缩时间和顺序,当铣刀移动至对应的夹紧机构时,对应的夹紧气缸收缩,夹紧板与平板分离,让出供铣刀经过的间隙,以便进行铣削,对应的气缸收缩时,其他夹紧机构保持不动,确保平板稳固不晃动。
14、本实用新型对于不方便开设定位孔的平板,能够一次性的完成四边的铣削处理,大大的提高了加工效率,与定位销和定位孔配合固定的方式相比,无需使定位销对准每个定位孔,放置更方便,提高了实用性。
技术特征:
1.一种平板铣边装置,包括:
2.根据权利要求1所述的平板铣边装置,其特征在于:所述底座(41)的每条边至少设有两组夹紧机构(43)。
3.根据权利要求1所述的平板铣边装置,其特征在于:所述夹紧板(431)为l形,l形夹紧板(431)上端的水平部分用于固定平板的顶面。
4.根据权利要求3所述的平板铣边装置,其特征在于:所述l形夹紧板(431)上端的水平部分的下表面连接有防护垫,以防止平板顶面受损。
5.根据权利要求1所述的平板铣边装置,其特征在于:所述紧固夹具(4)报包括设置在底座(41)上的真空吸盘(42),所述真空吸盘(42)用于吸附固定平板底面。
6.根据权利要求1所述的平板铣边装置,其特征在于:所述机架(1)上端承载部由若干根竖直设置的承重板组成,各承重板等间距设置,承重板之间的间隙供磨削掉碎屑通过。
7.根据权利要求6所述的平板铣边装置,其特征在于:所述承载部下方安装有集尘箱,用于收集铣削后产生的粉尘碎屑。
8.根据权利要求1至7任一项所述的平板铣边装置,其特征在于:所述机架(1)上端还设有防护壳。
技术总结
本技术提供一种平板铣边装置,属于铣削设备技术领域,包括驱动机构,安装在机架上,用于驱动铣刀移动,对待加工的平板进行铣边处理;铣刀,通过安装在驱动机构上的电机驱动,铣刀高速旋转对平板四边进行铣削;紧固夹具,其安装在机架上,用于固定待加工的平板;所述紧固夹具包括安装在机架上表面的底座,所述底座四周均布有用于固定平板的夹紧机构;本技术对于不方便开设定位孔的平板,能够一次性的完成四边的铣削处理,大大的提高了加工效率,与定位销和定位孔配合固定的方式相比,无需使定位销对准每个定位孔,放置更方便,提高了实用性。
技术研发人员:冷全佩,王建勋,闫兴光,王君,耿琪,荆玲兰,刘丹丹
受保护的技术使用者:河南心连心智能装备科技有限公司
技术研发日:20220930
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!