一种双联齿轮插齿排削机构的制作方法
本技术涉及双联齿轮加工,尤其涉及一种双联齿轮插齿排削机构。
背景技术:
1、两个同轴而又相隔一定距离的齿轮做成一体既为双联齿轮,多用于变速箱的滑移齿轮。双联齿轮的齿形机加工工艺,通常是大端滚齿和小端插齿。
2、由于插齿加工的主要切削运动是由插齿机主轴带动插齿刀,垂直于小齿轮端面做上、下往复运动,所以经过插齿加工过的齿轮,插齿刀会在齿轮的空刀槽处,即被加工的小齿轮的下端面,产生毛刺和铁削。由于空刀槽比较窄,刀具在加工齿轮时做往复运动产生的毛刺铁削堆积在空刀槽内很难排出,与往返运动的插齿刀发生碰撞,造成打刀或者加剧刀具的磨损,所以去除毛刺也是齿轮加工的关键环节。通常是插齿工序完成后转车工工序,由车床对双联齿的空刀槽之间,附着在齿轮端面上的毛刺铁削进行车削去除完成。所以,在通过插齿完成的双联齿齿形加工时,通常需要两种设备、两道工序才能完整结束。
3、现有技术中,公开号为cn109333217a公开了一种双联齿轮插齿去毛刺加工装置,它是在不用改变原双联齿轮的装夹、加工方式下,利用插齿时工作台圆周旋转的动力,实现了双联齿轮一次装夹,插齿和车毛刺排削同步完成。上述方式中,车毛刺的车刀在工作台上的装夹高度是固定的,通过工作台上的进退气缸驱动车刀水平伸入到双联齿的空刀槽之间,只能适用于空刀槽位置固定的双联齿轮,当双联齿轮的型号发生变化后,齿轮上的空刀槽位置沿齿轮的轴向方向也会发生变化,而由于车刀在工作台上的高度方向是固定的,则车刀无法对应到空刀槽中,就无法通用不同型号双联齿轮加工时同步排削作业。
技术实现思路
1、有鉴于此,本实用新型提出了一种双联齿轮插齿排削机构,来解决现有的双联齿轮插齿去毛刺装置无法通用不同型号双联齿轮加工时同步排削作业的问题。
2、本实用新型的技术方案是这样实现的:
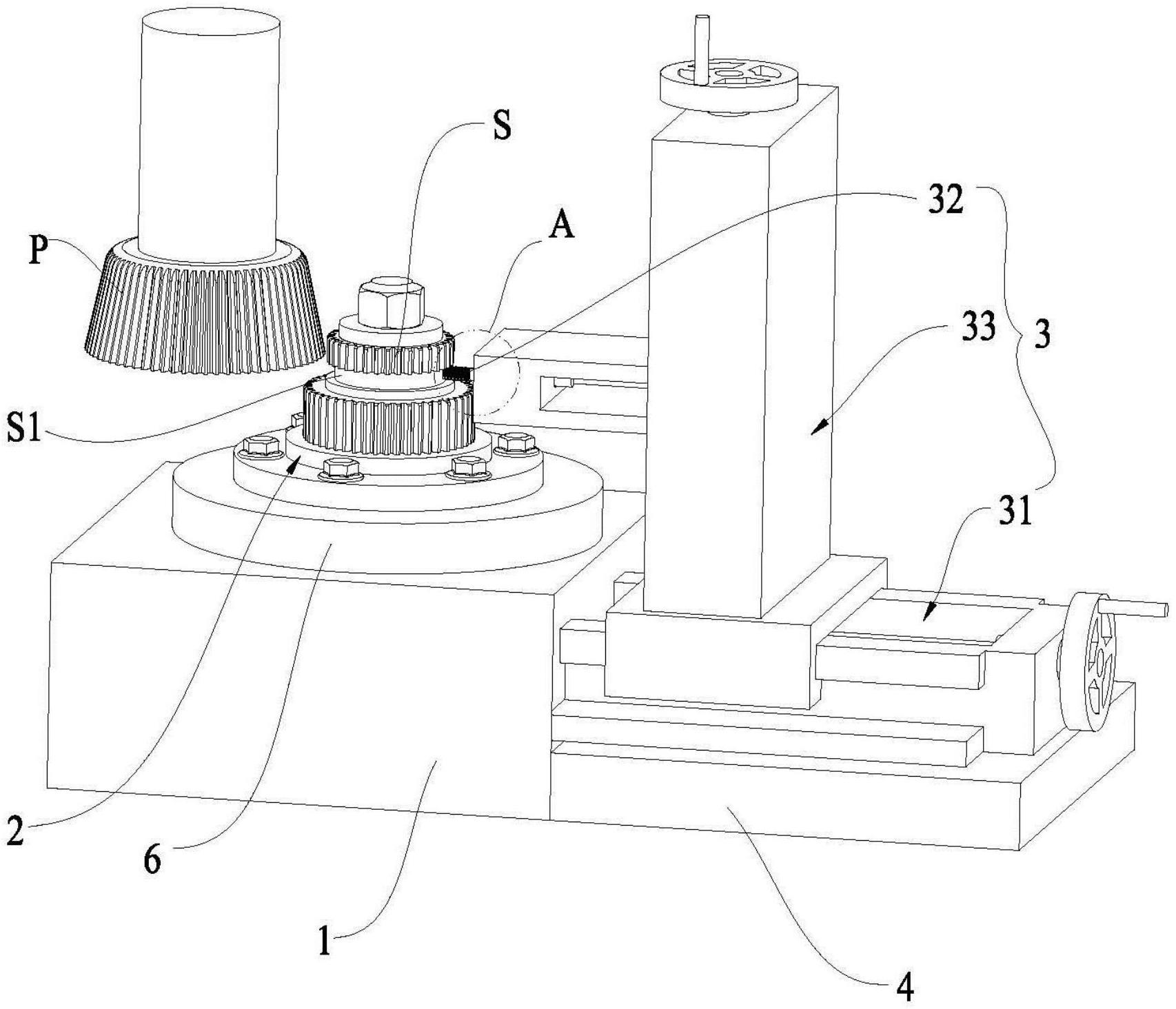
3、本实用新型提供了一种双联齿轮插齿排削机构,其包括工作台、装夹工装及排削组件;
4、其中,所述装夹工装转动设置在工作台上,用于在竖直方向装夹双联齿轮;
5、排削组件包括平移装置及排削刀,所述平移装置位于工作台水平方向一侧,用于驱动排削刀在水平方向进出双联齿轮的空刀槽;
6、所述排削组件还包括升降装置,所述升降装置与平移装置相连接,排削刀与升降装置相连接,所述平移装置用于驱动升降装置带动排削刀在水平方向平移,所述升降装置用于驱动排削刀相对于装夹工装上下平移。
7、在上述技术方案的基础上,优选的,所述工作台水平方向一侧固定连接有底座,所述排削组件固定设置在底座上。
8、进一步,优选的,所述平移装置包括第一安装座、第一螺杆及第一滑台,所述第一安装座水平固定设置在底座上,第一螺杆水平转动设置在第一安装座上,第一螺杆远离工作台的一端延伸出第一安装座外侧并连接有第一驱动元件,第一滑台水平滑动设置在第一安装座上,第一滑台上固定设置有与第一螺杆相连接的第一螺母,升降装置固定安装在第一安装座上。
9、更进一步,优选的,所述升降装置包括第二安装座、第二螺杆及第二滑台,所述第二安装座竖直固定设置在第一安装座上,第二螺杆竖直转动设置在第二安装座上,第二螺杆远离第一安装座的一端延伸出第二安装座外侧并连接有第二驱动元件,第二滑台竖直滑动设置在第二安装座上,第二滑台上固定设置有与第二螺杆相连接的第二螺母,排削刀水平固定设置在第二滑台朝向装夹工装的一面。
10、在上述技术方案的基础上,优选的,所述排削刀与第二滑台之间还设置有刀座,所述第二滑台与刀座的一端固定连接,排削刀与刀座远离第二滑台的一端水平可拆卸连接。
11、进一步,优选的,所述排削刀呈柱形结构设置,排削刀朝向装夹工装的一端外周面上开设有排削槽,所述排削槽绕排削刀轴向方向螺旋设置。
12、在上述技术方案的基础上,优选的,所述工作台顶面还设置有用于驱动装夹工装旋转的旋转平台,所述装夹工装包括支撑盘及涨紧夹具,所述支撑盘水平设置在旋转平台顶面,涨紧夹具竖直固定在支撑盘中心处,排削刀远离第二滑台一端朝向支撑盘的径向方向。
13、进一步,优选的,所述第二安装座朝向工作台的一面沿竖直方向平行间隔设置有多条刻度线,位于第二安装座最底端的刻度线与支撑盘顶面齐平,所述第二滑台上设置有用于和刻度线对应的指示线。
14、在上述技术方案的基础上,优选的,第一驱动元件和第二驱动元件为电机或手摇轮。
15、本实用新型相对于现有技术具有以下有益效果:
16、(1)本实用新型公开的双联齿轮插齿排削机构,通过在工作台水平方向一侧设置排削组件,通过使升降装置与平移装置相连接,排削刀与升降装置相连接,当双联齿轮的空刀槽位置发生变化时,通过升降装置可以驱动排削刀相对于装夹工装上下平移,从而调节排削刀在竖直方向的位置,使排削刀能够适配不同型号双联齿轮上的空刀槽,通过平移装置可以驱动升降装置带动排削刀在水平方向伸入到空刀槽内,装夹工装在工作台上旋转驱动双联齿轮旋转,进而实现排削刀将空刀槽内的毛刺铁削排出;本实用新型的双联齿轮插齿排削机构既可实现插齿作业,还可以通用不同型号双联齿轮插齿加工时同步排削作业;
17、(2)平移装置和升降装置均采用丝杠传动方式,可以保证排削刀在水平和竖直方向移动平稳,定位精度高;
18、(3)通过在第二滑台上设置刀座,并使排削刀和刀座可拆卸连接,可以根据空刀槽的宽度可以更换不同型号的排削刀,同时在排削刀磨损消耗时,进行更换;
19、(4)通过在排削刀外周面设置螺旋结构的排削槽,双联齿轮在旋转时,排削刀产生切削力,并通过螺旋结构的排削槽把铁削和毛刺排出,排削效果更好。
技术特征:
1.一种双联齿轮插齿排削机构,其包括工作台(1)、装夹工装(2)及排削组件(3);
2.如权利要求1所述的双联齿轮插齿排削机构,其特征在于:所述工作台(1)水平方向一侧固定连接有底座(4),所述排削组件(3)固定设置在底座(4)上。
3.如权利要求2所述的双联齿轮插齿排削机构,其特征在于:所述平移装置(31)包括第一安装座(311)、第一螺杆(312)及第一滑台(313),所述第一安装座(311)水平固定设置在底座(4)上,第一螺杆(312)水平转动设置在第一安装座(311)上,第一螺杆(312)远离工作台(1)的一端延伸出第一安装座(311)外侧并连接有第一驱动元件(315),第一滑台(313)水平滑动设置在第一安装座(311)上,第一滑台(313)上固定设置有与第一螺杆(312)相连接的第一螺母(314),升降装置(33)固定安装在第一安装座(311)上。
4.如权利要求3所述的双联齿轮插齿排削机构,其特征在于:所述升降装置(33)包括第二安装座(331)、第二螺杆(332)及第二滑台(333),所述第二安装座(331)竖直固定设置在第一安装座(311)上,第二螺杆(332)竖直转动设置在第二安装座(331)上,第二螺杆(332)远离第一安装座(311)的一端延伸出第二安装座(331)外侧并连接有第二驱动元件(335),第二滑台(333)竖直滑动设置在第二安装座(331)上,第二滑台(333)上固定设置有与第二螺杆(332)相连接的第二螺母(334),排削刀(32)水平固定设置在第二滑台(333)朝向装夹工装(2)的一面。
5.如权利要求4所述的双联齿轮插齿排削机构,其特征在于:所述排削刀(32)与第二滑台(333)之间还设置有刀座(5),所述第二滑台(333)与刀座(5)的一端固定连接,排削刀(32)与刀座(5)远离第二滑台(333)的一端水平可拆卸连接。
6.如权利要求1所述的双联齿轮插齿排削机构,其特征在于:所述排削刀(32)呈柱形结构设置,排削刀(32)朝向装夹工装(2)的一端外周面上开设有排削槽(321),所述排削槽(321)绕排削刀(32)轴向方向螺旋设置。
7.如权利要求4所述的双联齿轮插齿排削机构,其特征在于:所述工作台(1)顶面还设置有用于驱动装夹工装(2)旋转的旋转平台(6),所述装夹工装(2)包括支撑盘(21)及涨紧夹具(22),所述支撑盘(21)水平设置在旋转平台(6)顶面,涨紧夹具(22)竖直固定在支撑盘(21)中心处,排削刀(32)远离第二滑台(333)一端朝向支撑盘(21)的径向方向。
8.如权利要求7所述的双联齿轮插齿排削机构,其特征在于:所述第二安装座(331)朝向工作台(1)的一面沿竖直方向平行间隔设置有多条刻度线(3311),位于第二安装座(331)最底端的刻度线(3311)与支撑片顶面齐平,所述第二滑台(333)上设置有用于和刻度线(3311)对应的指示线(3331)。
9.如权利要求4所述的双联齿轮插齿排削机构,其特征在于:第一驱动元件(315)和第二驱动元件(335)为电机或手摇轮。
技术总结
本技术提出了一种双联齿轮插齿排削机构,其包括工作台、装夹工装及排削组件;其中,装夹工装转动设置在工作台上,用于在竖直方向装夹双联齿轮;排削组件包括平移装置及排削刀,平移装置位于工作台水平方向一侧,用于驱动排削刀在水平方向进出双联齿轮的空刀槽;排削组件还包括升降装置,升降装置与平移装置相连接,排削刀与升降装置相连接,平移装置用于驱动升降装置带动排削刀在水平方向平移,升降装置用于驱动排削刀相对于装夹工装上下平移。本技术的双联齿轮插齿排削机构既可实现插齿作业,还可以通用不同型号双联齿轮插齿加工时同步排削作业。
技术研发人员:彭志成,葛森
受保护的技术使用者:湖北达信康矿用设备有限公司
技术研发日:20220928
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!