一种罐体与加强圈组装工装的制作方法
本技术涉及油罐,尤其涉及一种罐体与加强圈组装工装。
背景技术:
1、制作油罐时,为罐身能具备更好的强度使用加强圈来增加罐身结构的强度,使用异形罐体成型机制作常压正圆型油罐时,加强圈的安装成为了一个难点,工人在包制过程中,加强圈的强度小于包制过程施加的外力,若不使用工装则在罐体包制过程会出现变形情况,整体成型不可控,一般会在加强圈内设置角钢,使角钢与加强圈螺纹连接,增强加强圈的强度足以支撑罐体包制成型,罐体成型后,由于外力挤压,螺接的角钢拆卸困难,从而降低了罐体制作的效率,为解决该问题,设计了本实用新型来优化拆卸困难的问题,提高生产效率。
技术实现思路
1、本实用新型的目的是为了解决现有技术中存在的缺点,而提出的一种罐体与加强圈组装工装。
2、为了实现上述目的,本实用新型采用了如下技术方案:
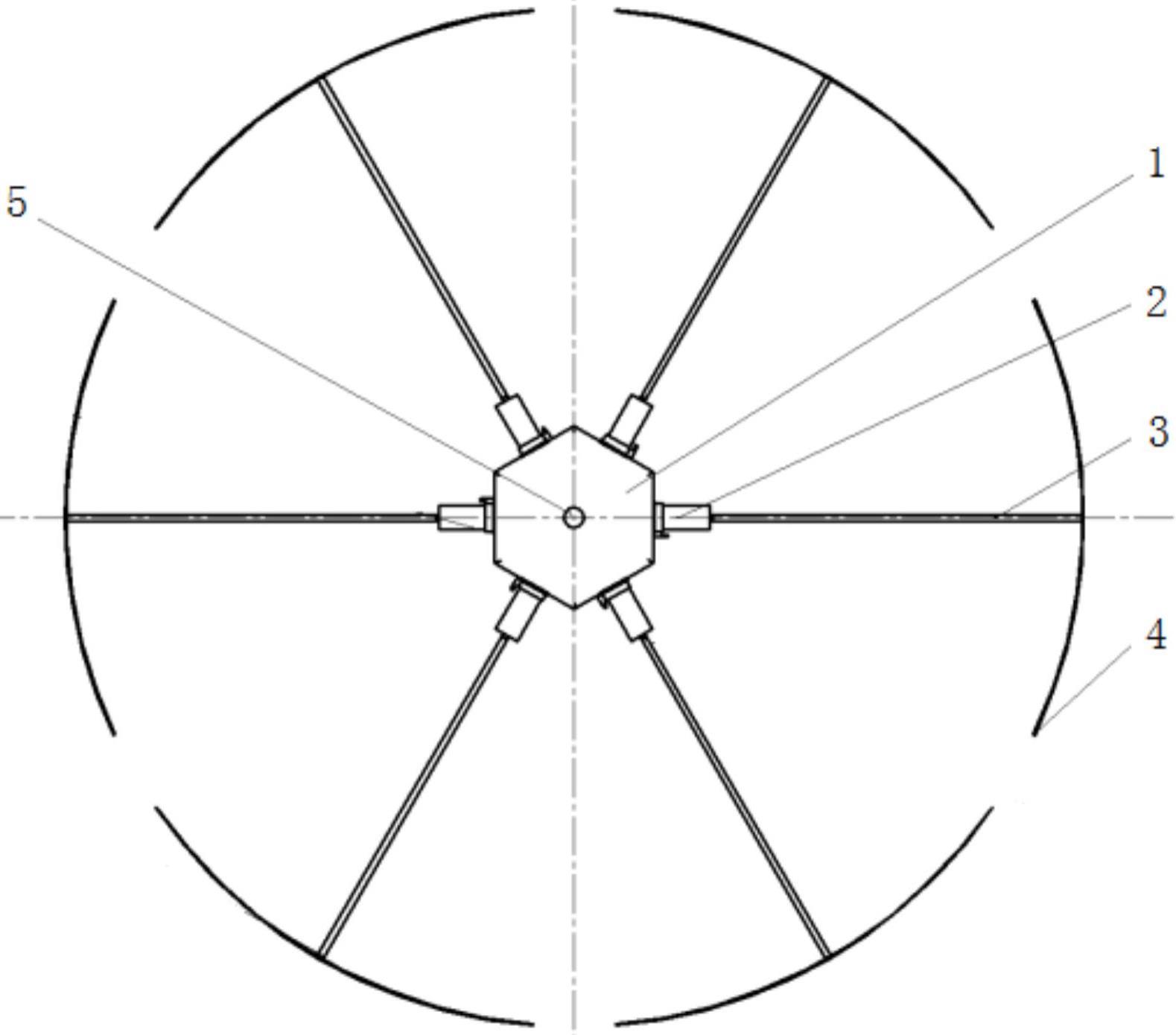
3、一种罐体与加强圈组装工装,包括一个六边形承重架、六个液压千斤顶、六根加长杆和六个弧形支撑,六个液压千斤顶分别安装在六边形承重架的六个边上,六个液压千斤顶的输出端分别与六根加长杆连接,且六根加长杆远离六边形承重架的一端分别与六个弧形支撑相连接。
4、优选的,所述六边形承重架的六边均开设有螺纹槽,液压千斤顶上安装有螺纹柱,螺纹柱螺纹安装在螺纹槽内。
5、优选的,所述液压千斤顶的输出端与加长杆焊接固定。
6、优选的,所述弧形支撑上设置有插接口,加长杆插接安装在插接口上。
7、本实用新型中,所述一种罐体与加强圈组装工装,在使用时可通过液压千斤顶的伸缩来微调间距使得与加强圈紧密贴合,从而起到着力作用。
8、本实用新型可根据不同产品灵活设定不同弧形支撑来完成组装工作,根据不同罐体直径采用不同弧长的弧形支撑来满足使用要求。
9、本实用新型六边形承重架结构稳定,四周受力均匀,可靠性高。
技术特征:
1.一种罐体与加强圈组装工装,其特征在于,包括一个六边形承重架(1)、六个液压千斤顶(2)、六根加长杆(3)和六个弧形支撑(4),六个液压千斤顶(2)分别安装在六边形承重架(1)的六个边上,六个液压千斤顶(2)的输出端分别与六根加长杆(3)连接,且六根加长杆(3)远离六边形承重架(1)的一端分别与六个弧形支撑(4)相连接。
2.根据权利要求1所述的一种罐体与加强圈组装工装,其特征在于,所述六边形承重架(1)的六边均开设有螺纹槽,液压千斤顶(2)上安装有螺纹柱,螺纹柱螺纹安装在螺纹槽内。
3.根据权利要求1所述的一种罐体与加强圈组装工装,其特征在于,所述液压千斤顶(2)的输出端与加长杆(3)焊接固定。
4.根据权利要求1所述的一种罐体与加强圈组装工装,其特征在于,所述弧形支撑(4)上设置有插接口,加长杆(3)插接安装在插接口上。
技术总结
本技术属于油罐技术领域,尤其是一种罐体与加强圈组装工装,包括一个六边形承重架、六个液压千斤顶、六根加长杆和六个弧形支撑,六个液压千斤顶分别安装在六边形承重架的六个边上,六个液压千斤顶的输出端分别与六根加长杆连接,且六根加长杆远离六边形承重架的一端分别与六个弧形支撑相连接。本技术可根据不同直径的罐体来灵活设定满足使用要求,液压千斤顶的可伸缩性优化了以往工装受外力难以拆卸的问题。
技术研发人员:闪泽龙,冯娇娇,季晓亮
受保护的技术使用者:北京三兴汽车有限公司
技术研发日:20230213
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!