一种丝杠止动环装配工装的制作方法
本技术涉及丝杠装配,尤其涉及一种丝杠止动环装配工装。
背景技术:
1、丝杠和螺母工作中相对转动,螺母转动到丝杠一端后,为防止螺母与丝杠脱离,通过使用止动环来限制螺母的移动位置,止动环内径和丝杠外径过盈配合,止动环和丝杠通过压装完成装配。
2、现有的止动环装配是通过工作人员用手扶住止动环进行手动定位,然后用套筒进行压装。由于止动环的内部并非对称结构,丝杠的外部与止动环的内部结构一致,具有方向性,因此在止动环的装配过程中,工作人员手动对止动环进行定位的速度慢且容易发生错位,会导致止动环和丝杠损坏,具有安全隐患。
技术实现思路
1、本实用新型所要解决的技术问题是提供一种丝杠止动环装配工装,以解决手动定位止动环的装配过程效率低,容易错位的问题。
2、本实用新型解决上述技术问题所采用的技术方案为:
3、一种丝杠止动环装配工装,包括底座和压模,所述的底座上固定设置有凸台,所述的凸台与丝杠的中心孔相匹配,用于将丝杠定位在所述的底座上,所述的压模内设置有轴向贯穿的丝杠轴腔,所述的压模的下端设置有形状与止动环相匹配的定位槽,所述的压模的下端固定设置有用于吸附所述止动环的磁铁。
4、优选的,所述的底座的外侧面设置有切面一,所述的压模的外侧面设置有切面二,当所述的切面一与所述的切面二上下对准时,止动环与丝杠的方向对准。
5、优选的,所述的磁铁位于所述定位槽的内底部。
6、优选的,所述的底座的上端面设置有丝杠安装槽,所述的凸台位于所述的丝杠安装槽中。
7、与现有技术相比,本实用新型的优点是:
8、装配工装的压模是按照止动环的外形特点进行设计,压模与止动环紧密贴合,可以使止动环不发生左右晃动,保持稳定不出现倾斜,压模上设置的磁铁可省去工作人员手扶止动环的操作,且在悬空时止动环也不会掉落,可以提高装配效率,减少工件报废,降低损失。
技术特征:
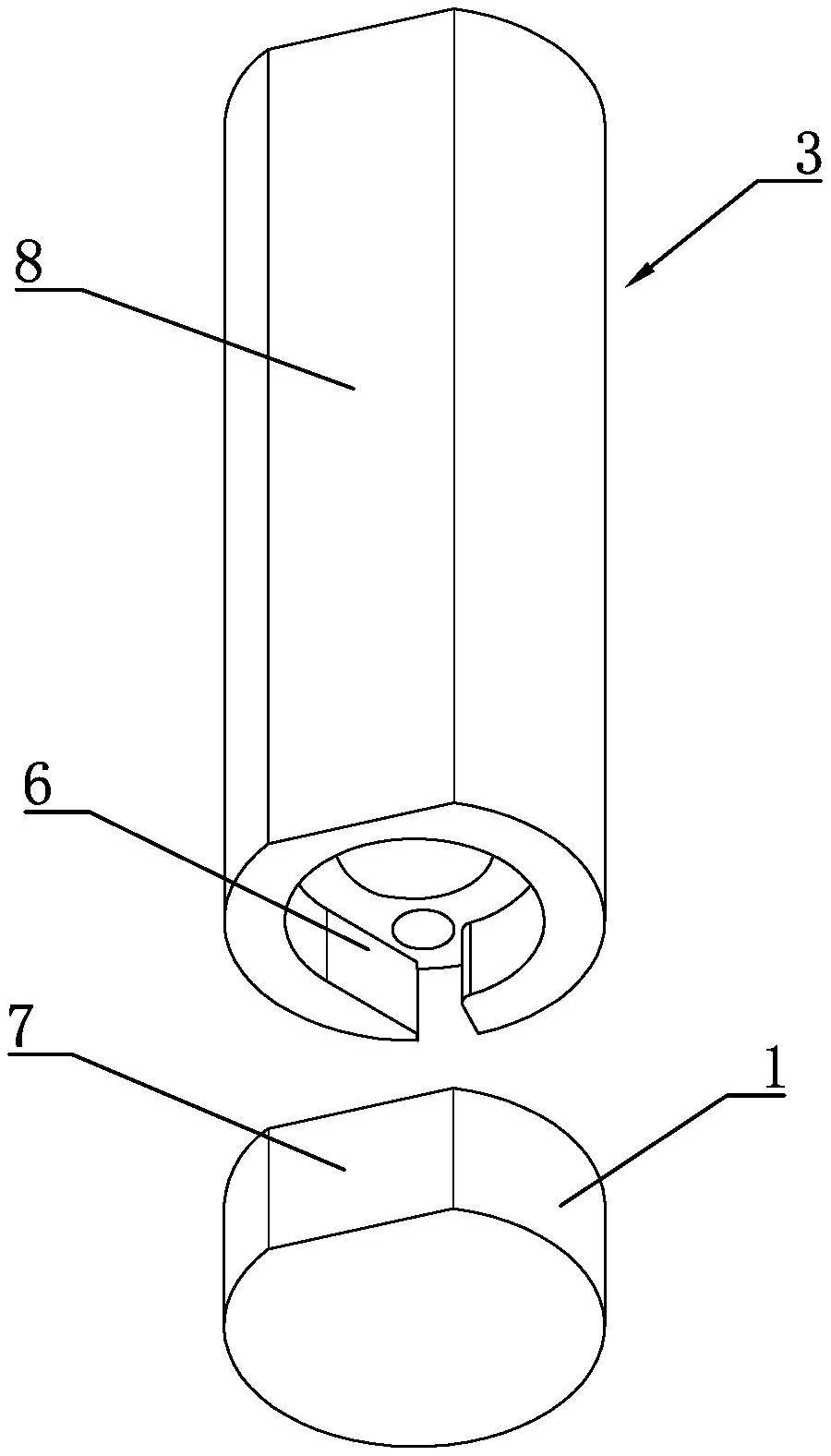
1.一种丝杠止动环装配工装,其特征在于:包括底座(1)和压模(3),所述的底座(1)上固定设置有凸台(5),所述的凸台(5)与丝杠的中心孔相匹配,用于将丝杠定位在所述的底座(1)上,所述的压模(3)内设置有轴向贯穿的丝杠轴腔(9),所述的压模的下端设置有形状与止动环(4)相匹配的定位槽(6),所述的压模(3)的下端固定设置有用于吸附所述止动环(4)的磁铁(2)。
2.如权利要求1所述的一种丝杠止动环装配工装,其特征在于:所述的底座(1)的外侧面设置有切面一(7),所述的压模(3)的外侧面设置有切面二(8),当所述的切面一(7)与所述的切面二(8)上下对准时,止动环(4)与丝杠的方向对准。
3.如权利要求1所述的一种丝杠止动环装配工装,其特征在于:所述的磁铁(2)位于所述定位槽(6)的内底部。
4.如权利要求1所述的一种丝杠止动环装配工装,其特征在于:所述的底座(1)的上端面设置有丝杠安装槽(10),所述的凸台(5)位于所述的丝杠安装槽(10)中。
技术总结
本技术公开了一种丝杠止动环装配工装,包括底座和压模,底座上固定设置有凸台,凸台与丝杠的中心孔相匹配,用于将丝杠定位在底座上,压模内设置有轴向贯穿的丝杠轴腔,压模的下端设置有形状与止动环相匹配的定位槽,压模的下端固定设置有用于吸附所述止动环的磁铁;优点是装配工装的压模是按照止动环的外形特点进行设计,压模与止动环紧密贴合,可以使止动环不会左右晃动,不会发生倾斜,压模中设置的磁铁后可省去手扶止动环的操作,且在悬空时止动环不会掉落,可以提高装配效率,减少工件报废,降低损失。
技术研发人员:张恒,李超,高少佳
受保护的技术使用者:慈兴集团有限公司
技术研发日:20230210
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!