一种双向弯曲和自动变径的大型钢筋制品弯曲成型设备的制作方法
本发明涉及建筑设备领域,特别涉及一种双向弯曲和自动变径的大型钢筋制品弯曲成型设备。
背景技术:
1、随着近年来钢筋加工设备的提高和自动化设备的普及,数控钢筋弯曲设备成为了钢筋加工配送中心、高速铁路,高速公路、桥梁施工项目的必备设备,钢筋弯曲设备主要用于钢筋图形的弯曲,特别是对直条钢筋进行特定图形的弯曲。
2、目前行业内数控钢筋弯曲设备一般具有单一方向弯曲和固定弯曲半径钢筋制品加工能力,不具备同时满足不同弯曲方向、不同边长角度以及不同弯曲半径多种加工需求的钢筋制品自动化加工能力,难以任意调整弯曲方向、弯曲半径等弯曲参数。
技术实现思路
1、本发明的目的在于提供一种双向弯曲和自动变径的大型钢筋制品弯曲成型设备,其能够改善上述问题。
2、本发明的实施例是这样实现的:
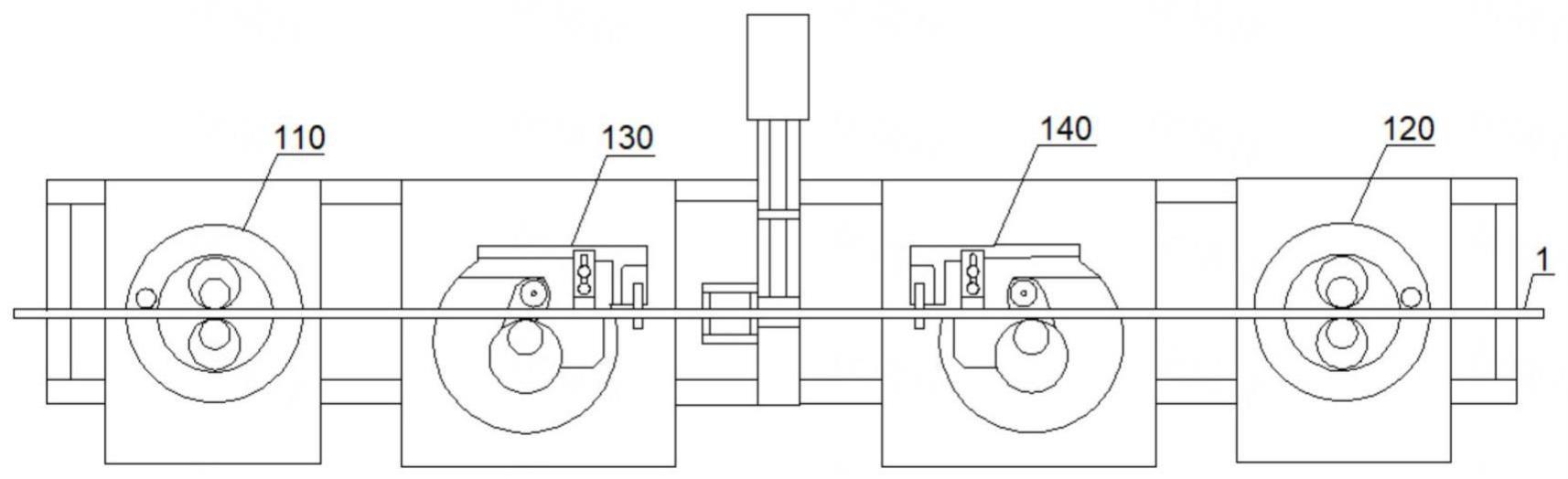
3、本发明提供一种双向弯曲和自动变径的大型钢筋制品弯曲成型设备,其包括:上料装置、弯曲工作组件、下料机构;
4、所述上料装置,用于将目标钢筋送入至少一个弯曲主机的弯曲工位上;
5、所述弯曲工作组件,包括至少一个双向变径弯曲主机,所述双向变径弯曲主机用于将所述目标钢筋在加工平面上进行弯曲,所述双向变径弯曲主机的所述弯曲工位可调节在工作水平线上,所述双向变径弯曲主机对所述目标钢筋的弯曲方向和弯曲半径可以自动调节;
6、所述下料机构,用于将经所述弯曲工作组件加工之后的所述目标钢筋转移至收集仓内。
7、可以理解,本技术公开了一种双向弯曲和自动变径的大型钢筋制品弯曲成型设备,包括至少一个双向变径弯曲主机,该双向变径弯曲主机能够实现对钢筋以不同方向、不同弯曲半径等参数进行弯曲。可与其他辅助弯曲主机协同工作,弯曲成型设备可以丰富对钢筋的弯曲变化。
8、在本发明可选的实施例中,所述双向变径弯曲主机包括第一弯曲轴、双向变径弯曲芯轴;
9、所述双向变径弯曲芯轴包括至少两个正向弯曲头和两个反向弯曲头,每个方向的弯曲头按照半径由小到大的顺序层叠在一起,构成正向弯曲头组件和反向弯曲头组件;所述正向弯曲头组件和所述反向弯曲头组件固定于第一升降机构上,且所述正向弯曲头组件和所述反向弯曲头组件位于同一水平线固定,所述正向弯曲头组件和所述反向弯曲头组件之间构成第一弯曲工位;所述第一升降机构通过升降运动可以将对应的弯曲头推进所述加工平面或退出所述加工平面;
10、在所述工作平面上,所述第一弯曲轴可沿第一弧形轨道运动,以推动所述目标钢筋以位于所述加工平面上的所述正向弯曲头为支撑物向第一方向弯曲,或者,以推动所述目标钢筋以位于所述加工平面上的所述反向弯曲头为支撑物向第二方向弯曲,所述第一方向和所述第二方向相反。
11、可以理解,第一弯曲轴与任意一个正向弯曲头的配合作用可以实现对目标钢筋向第一方向的弯曲加工;第一弯曲轴与任意一个反向弯曲头的配合作用可以实现对目标钢筋向第二方向的弯曲加工;因此,双向变径弯曲主机能够以不同弯曲方向实现对钢筋的弯曲加工。此外,正向弯曲头组件中的各个正向弯曲头的半径尺寸不同,反向弯曲头组件中的各个反向弯曲头的半径尺寸不同,第一升降机构通过升降运动可以选择将目标尺寸对应的弯曲头推进加工平面,从而使得双向变径弯曲主机能够以不同弯曲半径实现对钢筋的弯曲加工。
12、在本发明可选的实施例中,所述第一弯曲轴设置于第二升降机构上,所述第二升降机构通过升降运动可以将所述第一弯曲轴推进所述加工平面或退出所述加工平面。
13、可以理解,第一升降机构的作用,一方面可以通过升降运动可以选择将目标尺寸对应的弯曲头推进加工平面,另一方面可以通过升降运动将所有弯曲头全部拉出加工平面,对所述目标钢筋进行避让。而第二升降机构的作用,一方面可以通过升降运动将所述第一弯曲轴推进加工平面,使得第一弯曲轴配合正向弯曲头或反向弯曲头完成弯曲加工,另一方面可以通过升降运动将所述第一弯曲轴拉出加工平面对所述目标钢筋进行避让。
14、在本发明可选的实施例中,所述弯曲工作组件可包括辅助弯曲主机,所述辅助弯曲主机能够配合所述双向变径弯曲主机对所述目标钢筋进行弯曲加工,以满足多样加工需求;所述双向变径弯曲主机可以通过所述第一升降机构和/或所述第二升降机构的沉降运动退出所述加工平面,对所述目标钢筋进行避让;通过所述辅助弯曲主机对后续弯曲工序进行连续加工;所述辅助弯曲主机也可以通过对应的升降机构的沉降运动退出所述加工平面,对所述目标钢筋进行避让。
15、可以理解,弯曲工作组件除了双向变径弯曲主机之外,还可以设置其他辅助弯曲主机,双向变径弯曲主机与其他辅助弯曲能够主机协同工作,以丰富对钢筋的弯曲变化。弯曲成型设备中各个弯曲主机的工作顺序不同,在目标钢筋被弯曲之后,工作平面内的其他非工作状态的弯曲主机可能会阻挡目标钢筋的加工。因此,双向变径弯曲主机和辅助弯曲主机都可以通过对应的升降机构的沉降运动退出所述加工平面,对所述目标钢筋进行避让。
16、在本发明可选的实施例中,所述辅助弯曲主机包括普通弯曲主机、羊角式弯曲主机和单向变径弯曲主机中的至少一种。
17、在本发明可选的实施例中,所述单向变径弯曲主机包括:第二弯曲轴、单向变径弯曲芯轴;所述单向变径弯曲芯轴包括至少两个弯曲头按照半径由小到大的顺序层叠在一起,构成弯曲头组件,所述弯曲头组件与所述工作水平线的相切的位置为第二弯曲工位;所述弯曲头组件固定于第三升降机构上,所述第三升降机构通过升降运动可以将对应的所述弯曲头推进所述加工平面或退出所述加工平面。
18、可以理解,弯曲头的半径尺寸不同,第三升降机构通过升降运动可以选择将目标尺寸对应的弯曲头推进加工平面,从而使得单向变径弯曲主机能够以不同弯曲半径实现对钢筋的弯曲加工。
19、在本发明可选的实施例中,所述第二弯曲轴设置于第四升降机构上,所述第四升降机构通过升降运动可以将所述第二弯曲轴推进所述加工平面进行弯曲加工,或者,退出所述加工平面,对所述目标钢筋进行避让。
20、在本发明可选的实施例中,所述第一升降机构和所述第三升降机构可以是同一器件;所述第二升降机构和所述第四升降机构可以是同一器件。
21、可以理解,单向变径弯曲主机可以对钢筋弯曲成型设备中某一个双向变径弯曲主机进行替换,即用第二弯曲轴替换第一弯曲轴,用上述弯曲头替换正向弯曲头和反向弯曲头。
22、在本发明可选的实施例中,弯曲成型设备还包括防碰撞机构,所述防碰撞机构能够在垂直于所述加工平面的方向上伸缩以顶起弯曲后的钢筋部分。
23、可以理解,钢筋弯曲时都有一定的回弹量,想要满足规定角度,仍需要继续对钢筋进行过角度弯曲,钢筋在过弯过程中会出现交错钢筋的情况。防碰撞机构抬起时能够对弯曲过程中的钢筋进行导向,与原有加工平面交错,避免钢筋在弯曲过程中相互碰撞而出现变形报废的情况。
24、在本发明可选的实施例中,弯曲成型设备还包括辅助入料机构;所述辅助入料机构包括第一伸缩组件和设置于所述第一伸缩组件末端的辅助钩,所述第一伸缩组件能够在垂直于所述加工平面的方向上伸缩。
25、可以理解,辅助入料机构即辅助钢筋准确入位的机构,针对个别不到位的钢筋,可在上料后通过辅助钩的下压进行强制入位。
26、有益效果:
27、本技术公开了一种双向弯曲和自动变径的大型钢筋制品弯曲成型设备,包括至少一个双向变径弯曲主机,该双向变径弯曲主机能够实现对钢筋以不同方向、不同弯曲半径等参数进行弯曲。可与其他辅助弯曲主机协同工作,弯曲成型设备可以丰富对钢筋的弯曲变化。
28、弯曲成型设备中各个弯曲主机的工作顺序不同,在目标钢筋被弯曲之后,工作平面内的其他非工作状态的弯曲主机可能会阻挡目标钢筋的加工。因此,双向变径弯曲主机和辅助弯曲主机都可以通过对应的升降机构的沉降运动退出所述加工平面,对所述目标钢筋进行避让。
29、所述辅助弯曲主机包括普通弯曲主机、羊角式弯曲主机和单向变径弯曲主机中的至少一种。其中,羊角式弯曲主机能够以不同弯曲方向实现对钢筋的弯曲加工,单向变径弯曲主机能够以不同弯曲半径实现对钢筋的弯曲加工。
30、弯曲工作组件还包括防碰撞机构,防碰撞机构抬起时能够对弯曲过程中的钢筋进行导向,与原有加工平面交错,避免钢筋在弯曲过程中相互碰撞而出现变形报废的情况。
31、本钢筋制品弯曲成型设备还包括辅助入料机构,即辅助钢筋准确入位的机构,针对个别不到位的钢筋,可在上料后通过辅助钩的下压进行强制入位。
32、为使本发明的上述目的、特征和优点能更明显易懂,下文特举较佳实施例,并配合所附附图,作详细说明如下。
- 还没有人留言评论。精彩留言会获得点赞!