斜孔冲切模具的制作方法
本技术涉及模具,特别是涉及一种斜孔冲切模具。
背景技术:
1、汽车零件种类越来越多,零件曲面造型复杂,曲面冲载角度越来越多样化,许多产品的冲孔的断面要求与曲面垂直。现有的做法是在完成产品的曲面冲压成型后,将产品放置于另一个模具中,进行冲孔。在冲孔前产品的放置需要浪费额外的工作时间,导致产品的生产效率低,且还需要多增加一个模具的成本。
2、针对上述问题,商家设计了一款能一次完成曲面冲压成型与斜孔冲切的模具,这种模具一般包括斜冲头、下模块及下模板,所述下模块设置有冲压孔,所述下模板上设置有下料通道,在斜冲头与冲压孔配合完成冲孔后,理论上废料自下料通道下料,然而在实际应用中,斜冲头与废料之间存在摩擦力,这样斜冲头容易将废料带出,废料落在上模与下模之间会影响模具冲压时的精准度,从而影响产品质量。
技术实现思路
1、基于此,有必要针对斜冲头容易将废料带出,废料落在上模与下模之间会影响模具冲压时的精准度,从而影响产品质量的问题,提供一种斜孔冲切模具。
2、一种斜孔冲切模具,包括:
3、上模,所述上模包括上模板、上模夹板、压料板以及上模块,所述上模板与所述上模夹板平行设置,所述压料板可移动地连接所述上模夹板,所述上模块固定连接所述压料板,所述上模块设置有通孔;
4、下模,所述下模与所述上模相对设置,所述下模包括下模板及连接所述下模板的下模块,所述下模板设置有下料通道,所述下模块设置有冲压孔,所述冲压孔与所述下料通道连通;以及
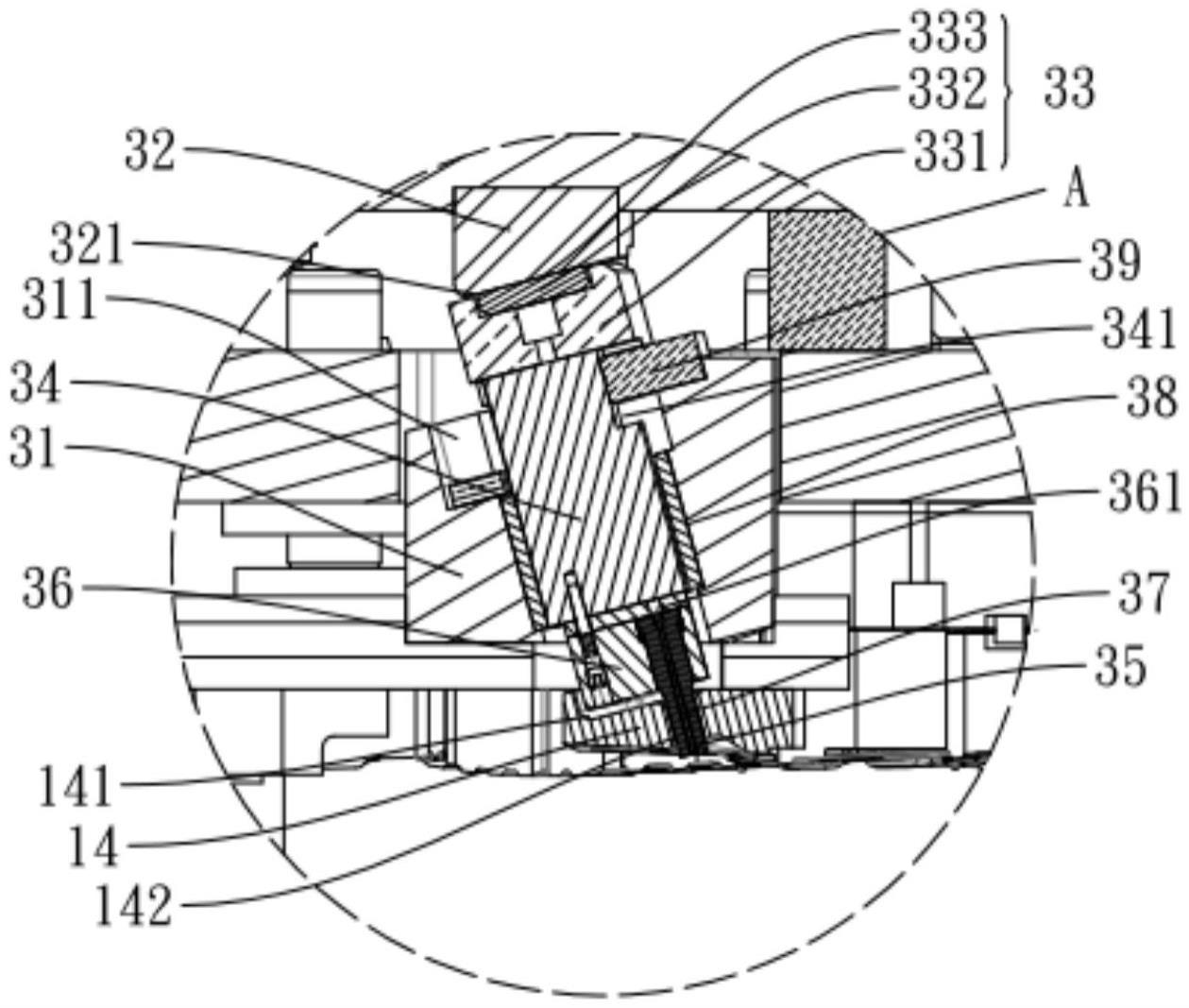
5、斜孔冲切机构,所述斜孔冲切机构装设于所述上模,所述斜孔冲切机构包括安装座、上驱动块、下驱动块、滑块、斜冲头、固定块、顶出杆以及顶出弹性件,所述上驱动块固定装设于所述上模板上,所述上驱动块设置有第一抵接面,所述安装座固定连接所述压料板上,所述滑块滑动装设于所述安装座内,所述下驱动块与所述滑块固定连接,所述下驱动块设置有与所述第一抵接面适配的第二抵接面,所述斜冲头通过所述固定块装设于所述滑块上,所述固定块设置有凹槽,所述顶出弹性件嵌设于所述凹槽中,所述斜冲头设有顶出槽,所述顶出杆嵌设于所述顶出槽中,所述顶出弹性件的一端与所述凹槽的槽底相抵,所述顶出弹性件的另一端与所述顶出杆相抵。
6、上述斜孔冲切模具,斜冲头通过固定块与滑块连接,顶出杆滑动嵌设于斜冲头上,顶出弹性件嵌设于凹槽中,顶出弹性件的一端与凹槽的槽底相抵,顶出弹性件的另一端与顶出杆相抵,这样在冲孔时,顶出杆在钣金件的驱使下沿着导向槽向上移动,顶出杆的末端伸入顶出槽内;当冲孔完成的瞬间,在顶出弹性件的作用下,顶出杆沿着导向槽向下移动,顶出杆的末端伸出顶出槽外,将钣金废料顶入下料通道中,从而能有效避免斜冲头将废料带出而模具冲压时精准度的现象发生,有效提高斜孔冲切模具的精准度,有效提高产品质量。
7、在其中一个实施例中,所述顶出杆包括主杆部及连接所述主杆部的导向部,所述斜冲头设置有导向槽,所述导向槽与所述顶出槽相互连通,所述主杆部穿设于所述顶出槽中,所述导向部滑动设置于所述导向槽中。
8、在其中一个实施例中,所述斜孔冲切机构还包括套筒,所述安装座设置有安装孔及嵌槽,所述嵌槽与所述安装孔相互连通,所述套筒嵌设于所述嵌槽中,所述滑块穿设于所述套筒内。
9、在其中一个实施例中,所述斜孔冲切机构还包括限位块,所述限位块固定连接所述安装座,所述滑块的侧端设置有限位槽,所述限位块卡入所述限位槽中。
10、在其中一个实施例中,所述压料板设置有固定槽,所述安装座卡装于所述固定槽中。
11、在其中一个实施例中,所述上模夹板设置有通槽,所述安装座远离所述斜冲头的端部伸入所述通槽中。
12、在其中一个实施例中,所述斜孔冲切机构还包括第一弹性件,所述安装座设置有下安装槽,所述下驱动块设置有上安装槽,所述第一弹性件的一端与所述下安装槽的槽底相抵,所述第一弹性件的另一端与所述上安装槽的槽底相抵。
13、在其中一个实施例中,所述第一弹性件的数量为两个,两个所述第一弹性件分设于所述滑块的两侧。
14、在其中一个实施例中,所述压料板设置有穿孔,所述穿孔与所述固定槽连通,所述上模块设置有让位槽,所述让位槽与所述通孔连通,所述上模与所述下模合模,所述固定块穿过所述穿孔伸入所述让位槽中。
15、在其中一个实施例中,所述斜孔冲切机构还包括挡块,所述安装座设置有卡接槽,所述挡块嵌设于所述卡接槽中,所述挡块与所述套筒相抵。
技术特征:
1.一种斜孔冲切模具,其特征在于,包括:
2.根据权利要求1所述的斜孔冲切模具,其特征在于,所述顶出杆包括主杆部及连接所述主杆部的导向部,所述斜冲头设置有导向槽,所述导向槽与所述顶出槽相互连通,所述主杆部穿设于所述顶出槽中,所述导向部滑动设置于所述导向槽中。
3.根据权利要求1所述的斜孔冲切模具,其特征在于,所述斜孔冲切机构还包括套筒,所述安装座设置有安装孔及嵌槽,所述嵌槽与所述安装孔相互连通,所述套筒嵌设于所述嵌槽中,所述滑块穿设于所述套筒内。
4.根据权利要求3所述的斜孔冲切模具,其特征在于,所述斜孔冲切机构还包括限位块,所述限位块固定连接所述安装座,所述滑块的侧端设置有限位槽,所述限位块卡入所述限位槽中。
5.根据权利要求1所述的斜孔冲切模具,其特征在于,所述压料板设置有固定槽,所述安装座卡装于所述固定槽中。
6.根据权利要求1所述的斜孔冲切模具,其特征在于,所述上模夹板设置有通槽,所述安装座远离所述斜冲头的端部伸入所述通槽中。
7.根据权利要求1所述的斜孔冲切模具,其特征在于,所述斜孔冲切机构还包括第一弹性件,所述安装座设置有下安装槽,所述下驱动块设置有上安装槽,所述第一弹性件的一端与所述下安装槽的槽底相抵,所述第一弹性件的另一端与所述上安装槽的槽底相抵。
8.根据权利要求7所述的斜孔冲切模具,其特征在于,所述第一弹性件的数量为两个,两个所述第一弹性件分设于所述滑块的两侧。
9.根据权利要求5所述的斜孔冲切模具,其特征在于,所述压料板设置有穿孔,所述穿孔与所述固定槽连通,所述上模块设置有让位槽,所述让位槽与所述通孔连通,所述上模与所述下模合模,所述固定块穿过所述穿孔伸入所述让位槽中。
10.根据权利要求3所述的斜孔冲切模具,其特征在于,所述斜孔冲切机构还包括挡块,所述安装座设置有卡接槽,所述挡块嵌设于所述卡接槽中,所述挡块与所述套筒相抵。
技术总结
本技术涉及一种斜孔冲切模具,包括上模、下模以及斜孔冲切机构;上模包括上模板、上模夹板、压料板以及上模块;下模设置有下料通道;斜孔冲切机构包括安装座、上驱动块、下驱动块、滑块、斜冲头、固定块、顶出杆以及顶出弹性件,上驱动块固定装设于上模板上,上驱动块设置有第一抵接面,安装座固定连接压料板,滑块滑动装设于安装座内,下驱动块与滑块固定连接,下驱动块设置有第二抵接面,斜冲头通过固定块装设于滑块上,固定块设置有凹槽,顶出弹性件嵌设于凹槽中,斜冲头设有顶出槽,顶出杆嵌设于顶出槽中,顶出弹性件的两端分别与固定块及顶出杆相抵接。本技术能有效避免斜冲头将废料带出现象发生,有效提高产品质量。
技术研发人员:易宗发,卢成山,魏华,王保成
受保护的技术使用者:东莞市鸿兴模具有限公司
技术研发日:20230224
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!