一种曲面零件兼容定位夹紧机构的制作方法
本技术涉及工件夹紧工装,特别是一种曲面零件兼容定位夹紧机构。
背景技术:
1、曲面零件一般采用仿行工装定位,往往很难实现多款不同曲面零件共用一套定位工装。对于大型自动化生产线,由于工装的数量较多。如果每一款零件都有专用的定位工装,需投入巨大的资金。同时当需切换生产产品时,需停机更换工装,耗费较长时间,且生产线的稳定性也将受到一定影响。大批量的工装,后期还需进行维护管理,浪费财力、物力。
技术实现思路
1、为解决上述问题,本实用新型的目的是提供一种曲面零件兼容定位夹紧机构,通过支撑组件的三根固定支撑柱完成零件在垂直方向的定位,支撑组件的限位柱和夹紧柱进行前后的定位和夹紧,通过定位组件和夹紧组件进行左右向的定位和夹紧;可以实现兼容多款不同曲面的零件。
2、本实用新型采用以下方法来实现:一种曲面零件兼容定位夹紧机构,包括基板,所述基板上安装有支撑组件,所述基板上位于所述支撑组件的一旁安装有夹紧组件,所述基板上位于所述支撑组件另一旁安装有定位组件,所述支撑组件包括底板、三根固定支撑柱,所述底板安装于所述基板上,所述固定支撑柱安装在所述底板上,用于支撑曲面零件,所述底板的前部安装有限位柱,所述底板的后部安装有夹紧柱,所述夹紧柱由第一驱动部驱动夹紧曲面零件;所述夹紧组件包括夹紧胶辊和第二驱动部,所述第二驱动部设置在所述底板的一旁,所述夹紧胶辊安装在所述第二驱动部上,用于配合所述定位组件侧面夹紧曲面零件。
3、本实用新型一实施例中,所述支撑组件还包括安装在所述底板上的浮动支撑柱,所述浮动支撑柱由第四驱动部驱动升降,所述浮动支撑柱和所述固定支撑柱分散安装在所述底板上;所述限位柱与所述底板的连接处设置有第一压力传感器。
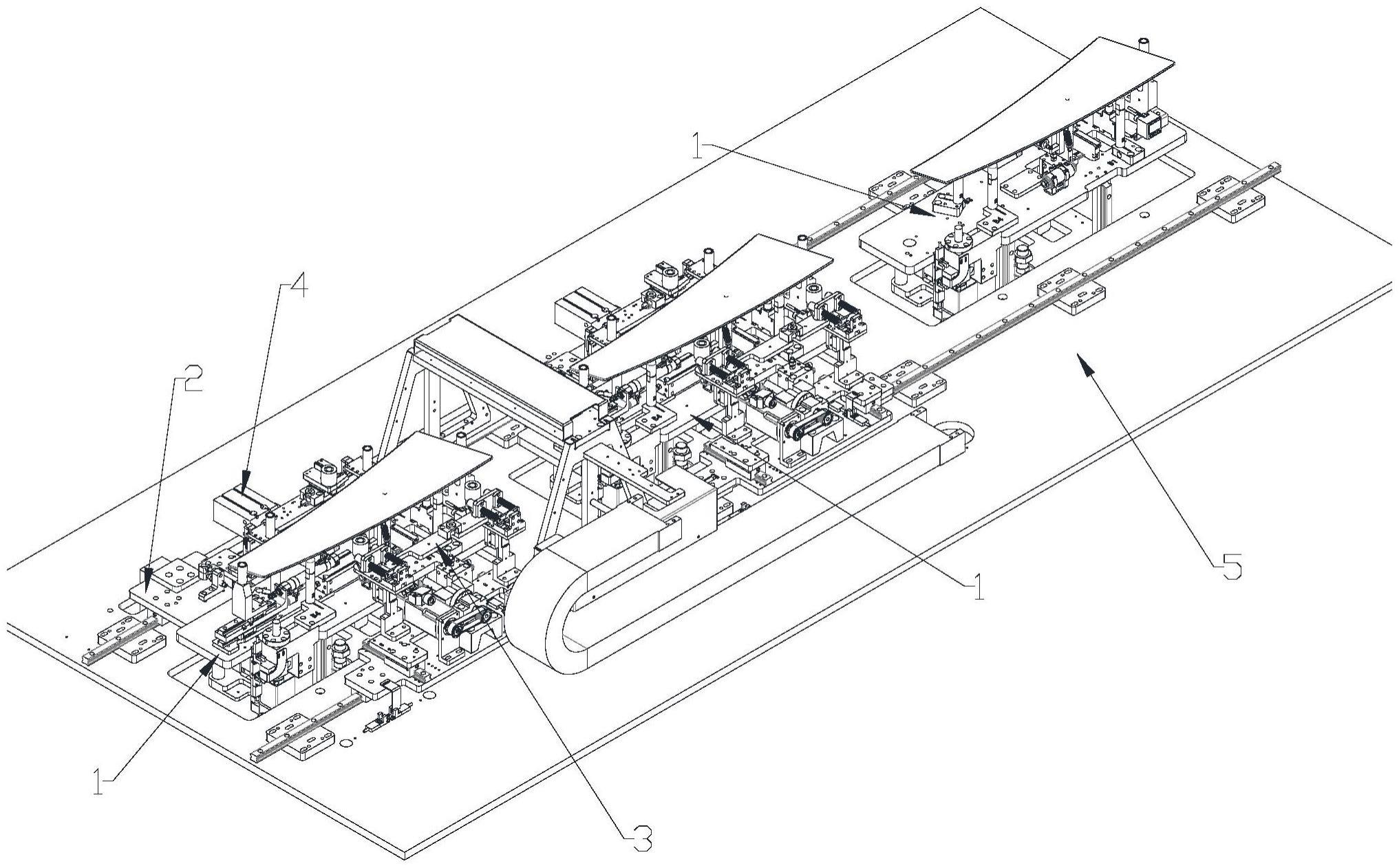
4、本实用新型一实施例中,还包括拨叉组件,所述基板上等距设置多个所述支撑组件,所述拨叉组件包括两根线性滑轨,两根所述线性滑轨片平行安装在所述基板上,且位于所述支撑组件的两旁,每根所述线性滑轨上均设置有移动安装座,其中一个所述移动安装座上安装所述夹紧组件的第二驱动部,另一个所述移动安装座上安装所述定位组件,两个所述移动安装座由电机驱动同步运动。
5、本实用新型一实施例中,两个所述移动安装座由门形连接架连接在一起。
6、本实用新型一实施例中,所述底板和所述基板之间通过升降驱动部连接,所述升降驱动部包括安装板,所述安装板固定安装在所述基板上,所述安装板上安装有升降气缸,所述升降气缸的缸体固定在所述安装板上,所述升降气缸的推杆与所述底板连接,所述安装板和所述底板之间设置有线性导轨,用于所述安装板升降的导向;所述基板上开设有供所述基板升降的避让槽;支撑组件在共设置有三组;左侧的移动安装座上安装两组定位组件,右侧的移动安装座安装两组夹紧组件,相邻两组定位组件的距离等于相邻两个支撑组件中心之间的距离,相邻两组夹紧组件的距离等于相邻两个支撑组件中心之间的距离。
7、本实用新型一实施例中,所述底板上安装有纵向伸缩的第一伸缩气缸,所述第一伸缩气缸的顶部安装有真空吸盘,所述真空吸盘连接有真空发生器。
8、本实用新型一实施例中,所述第二驱动部包括第二水平驱动件和第二升降驱动件,所述第二升降驱动件安装在所述第二水平驱动件上,所述第二升降驱动件上设置有第二升降板,所述第二升降板上的前部和后部靠近所述支撑组件的一侧分别安装一个对准所述支撑组件的所述夹紧胶辊。
9、本实用新型一实施例中,每个所述夹紧胶辊通过一个弹簧调节件安装在所述第二升降板上,所述弹簧调节件包括挡板、导杆和推板,所述挡板固定在所述第二升降板上,所述挡板朝向所述支撑组件的一侧固定连接所述导杆,所述导杆的头部穿设所述推板,所述导杆上穿设有弹簧,所述弹簧的一端抵住所述挡板,所述弹簧的另一端抵住所述推板,所述夹紧胶辊固定安装在所述推板靠近所述支撑组件的侧面上;所述第二水平驱动件为丝杠螺母驱动结构。
10、本实用新型一实施例中,所述导杆和所述挡板之间通过连接板连接,所述连接板和所述挡板之间设置有第二压力传感器。
11、本实用新型一实施例中,所述定位组件包括第三驱动部和硬基准柱,所述第三驱动部包括第三水平驱动件和第三升降驱动件,所述第三水平驱动件上安装所述第三升降驱动件,所述第三升降驱动件上安装第三升降板,所述第三升降板的前部和后部靠近所述支撑组件的一侧分别安装有一根所述硬基准柱。
12、本实用新型一实施例中,所述第三升降板中部安装有朝向所述支撑组件伸缩的第三伸缩气缸,所述第三伸缩气缸的头端安装有防滑胶辊。
13、本实用新型的有益效果在于:本实用新型提供一种曲面零件兼容定位夹紧机构,相较于现有技术,本实用新型至少具有如下技术效果:
14、1.通过支撑组件的三根固定支撑柱完成零件在垂直方向的定位,三点确定一个平面因此通过三根固定支撑柱就可实现产品的z向定位,因而可以实现对不同曲面零件的定位,通过支撑组件的限位柱和夹紧柱进行前后的定位和夹紧,通过定位组件和夹紧组件进行左右向的定位和夹紧;可以实现在不更换工装的情况下,兼容多款不同曲面的零件,根据调试设置的参数,快速自动匹配不同零件的兼容定位,降低生产线硬件成本,提升设备换线效率,提升嫁动率。
15、2.支撑组件另外设置浮动支持柱,撑住曲面的第四个点,增加摆放的稳定性,若更换新的曲面零件,可以调整浮动支撑柱的高度进而使其与新零件的支撑面接触。
16、3.在底板上安装有伸缩气缸,伸缩气缸上安装真空吸盘,真空吸盘吸住零件的下表面,伸缩气缸缩回产生一个向下的拉紧力,确保零件夹紧过程始终与支撑柱保持紧贴。
17、4.设置拨叉组件可以快速将可以将在上一夹紧工位完成指定工序后的零件移载到下一个工位进行加工,有助于整体生产效率的提高,无需另外的移载机构进行移载。
技术特征:
1.一种曲面零件兼容定位夹紧机构,其特征在于:包括基板,所述基板上安装有支撑组件,所述基板上位于所述支撑组件的一旁安装有夹紧组件,所述基板上位于所述支撑组件的另一旁安装有定位组件,所述支撑组件包括底板、三根固定支撑柱,所述底板安装于所述基板上,所述固定支撑柱安装在所述底板上,用于支撑曲面零件,所述底板的前部安装有限位柱,所述底板的后部安装有夹紧柱,所述夹紧柱由第一驱动部驱动夹紧曲面零件;所述夹紧组件包括夹紧胶辊和第二驱动部,所述第二驱动部设置在所述底板的一旁,所述夹紧胶辊安装在所述第二驱动部上,用于配合所述定位组件由侧面夹紧曲面零件。
2.根据权利要求1所述的一种曲面零件兼容定位夹紧机构,其特征在于:所述支撑组件还包括安装在所述底板上的浮动支撑柱,所述浮动支撑柱由第四驱动部驱动升降,所述浮动支撑柱和所述固定支撑柱分散安装在所述底板上;所述限位柱与所述底板的连接处设置有第一压力传感器。
3.根据权利要求1所述的一种曲面零件兼容定位夹紧机构,其特征在于:还包括拨叉组件,所述基板上等距设置多个所述支撑组件,所述拨叉组件包括两根线性滑轨,两根所述线性滑轨平行安装在所述基板上,且位于所述支撑组件的两旁,每根所述线性滑轨上均设置有移动安装座,其中一个所述移动安装座上安装所述夹紧组件的第二驱动部,另一个所述移动安装座上安装所述定位组件,两个所述移动安装座由电机驱动同步运动。
4.根据权利要求3所述的一种曲面零件兼容定位夹紧机构,其特征在于:所述底板和所述基板之间通过升降驱动部连接,所述升降驱动部包括安装板,所述安装板固定安装在所述基板上,所述安装板上安装有升降气缸,所述升降气缸的缸体固定在所述安装板上,所述升降气缸的推杆与所述底板连接,所述安装板和所述底板之间设置有线性导轨,用于所述安装板升降的导向;所述基板上开设有供所述基板升降的避让槽;支撑组件共设置有三组;左侧的移动安装座上安装两组定位组件,右侧的移动安装座安装两组夹紧组件,相邻两组定位组件的距离等于相邻两个所述支撑组件中心之间的距离,相邻两组夹紧组件的距离等于相邻两个支撑组件中心之间的距离。
5.根据权利要求3所述的一种曲面零件兼容定位夹紧机构,其特征在于:所述底板上安装有纵向伸缩的第一伸缩气缸,所述第一伸缩气缸的顶部安装有真空吸盘,所述真空吸盘连接有真空发生器。
6.根据权利要求1所述的一种曲面零件兼容定位夹紧机构,其特征在于:所述第二驱动部包括第二水平驱动件和第二升降驱动件,所述第二升降驱动件安装在所述第二水平驱动件上,所述第二升降驱动件上设置有第二升降板,所述第二升降板上的前部和后部靠近所述支撑组件的一侧分别安装一个对准所述支撑组件的所述夹紧胶辊。
7.根据权利要求6所述的一种曲面零件兼容定位夹紧机构,其特征在于:每个所述夹紧胶辊通过一个弹簧调节件安装在所述第二升降板上,所述弹簧调节件包括挡板、导杆和推板,所述挡板固定在所述第二升降板上,所述挡板朝向所述支撑组件的一侧固定连接所述导杆,所述导杆的头部穿设所述推板,所述导杆上穿设有弹簧,所述弹簧的一端抵住所述挡板,所述弹簧的另一端抵住所述推板,所述夹紧胶辊固定安装在所述推板靠近所述支撑组件的侧面上;所述第二水平驱动件为丝杠螺母驱动结构。
8.根据权利要求7所述的一种曲面零件兼容定位夹紧机构,其特征在于:所述导杆和所述挡板之间通过连接板连接,所述连接板和所述挡板之间设置有第二压力传感器。
9.根据权利要求1所述的一种曲面零件兼容定位夹紧机构,其特征在于:所述定位组件包括第三驱动部和硬基准柱,所述第三驱动部包括第三水平驱动件和第三升降驱动件,所述第三水平驱动件上安装所述第三升降驱动件,所述第三升降驱动件上安装第三升降板,所述第三升降板的前部和后部靠近所述支撑组件的一侧分别安装有一根所述硬基准柱。
10.根据权利要求9所述的一种曲面零件兼容定位夹紧机构,其特征在于:所述第三升降板中部安装有朝向所述支撑组件伸缩的第三伸缩气缸,所述第三伸缩气缸的头端安装有防滑胶辊。
技术总结
本技术提供了一种曲面零件兼容定位夹紧机构,包括基板,基板上安装有支撑组件,基板上位于支撑组件的一旁安装有夹紧组件,基板上位于支撑组件另一旁安装有定位组件,支撑组件包括底板、三根固定支撑柱,底板安装于基板上,固定支撑柱安装在底板上,底板的前部安装有限位柱,底板的后部安装有夹紧柱,夹紧柱由第一驱动部驱动夹紧曲面零件;夹紧组件包括夹紧胶辊和第二驱动部,第二驱动部设置在底板的一旁,夹紧胶辊安装在第二驱动部上。通过支撑组件的三根固定支撑柱完成零件在垂直方向的定位,支撑组件的限位柱和夹紧柱进行前后定位夹紧,定位组件和夹紧组件进行左右向定位夹紧;实现对不同曲面零件的定位,兼容多款不同曲面的零件。
技术研发人员:蔡文鸿
受保护的技术使用者:厦门攸信信息技术有限公司
技术研发日:20230306
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!