一种锁紧组件以及锁紧机构的制作方法
本技术涉及输送设备领域,尤其涉及底盘合装,具体涉及一种锁紧组件以及锁紧机构。
背景技术:
1、目前,大多汽车生产厂家在汽车整车生产流程线中,汽车底盘零部件的合装主要采用agv合装举升,或者是托盘整体合装,而在合装前需要设置预压工位,目前大多数厂家是通过一套后悬减振弹簧压缩设备人工将减振弹簧预压缩,合装完成后拆除固定工装。
2、这种后悬减振弹簧压缩设备需要人工干预才可实现安装和拆除,无法实现自动锁紧,并且该设备对车身对应安装部位的加工精度有要求。
技术实现思路
1、本技术提供一种锁紧组件以及锁紧机构,以至少解决相关技术中底盘合装过程中无法实现自动锁紧的技术问题。本技术的技术方案如下:
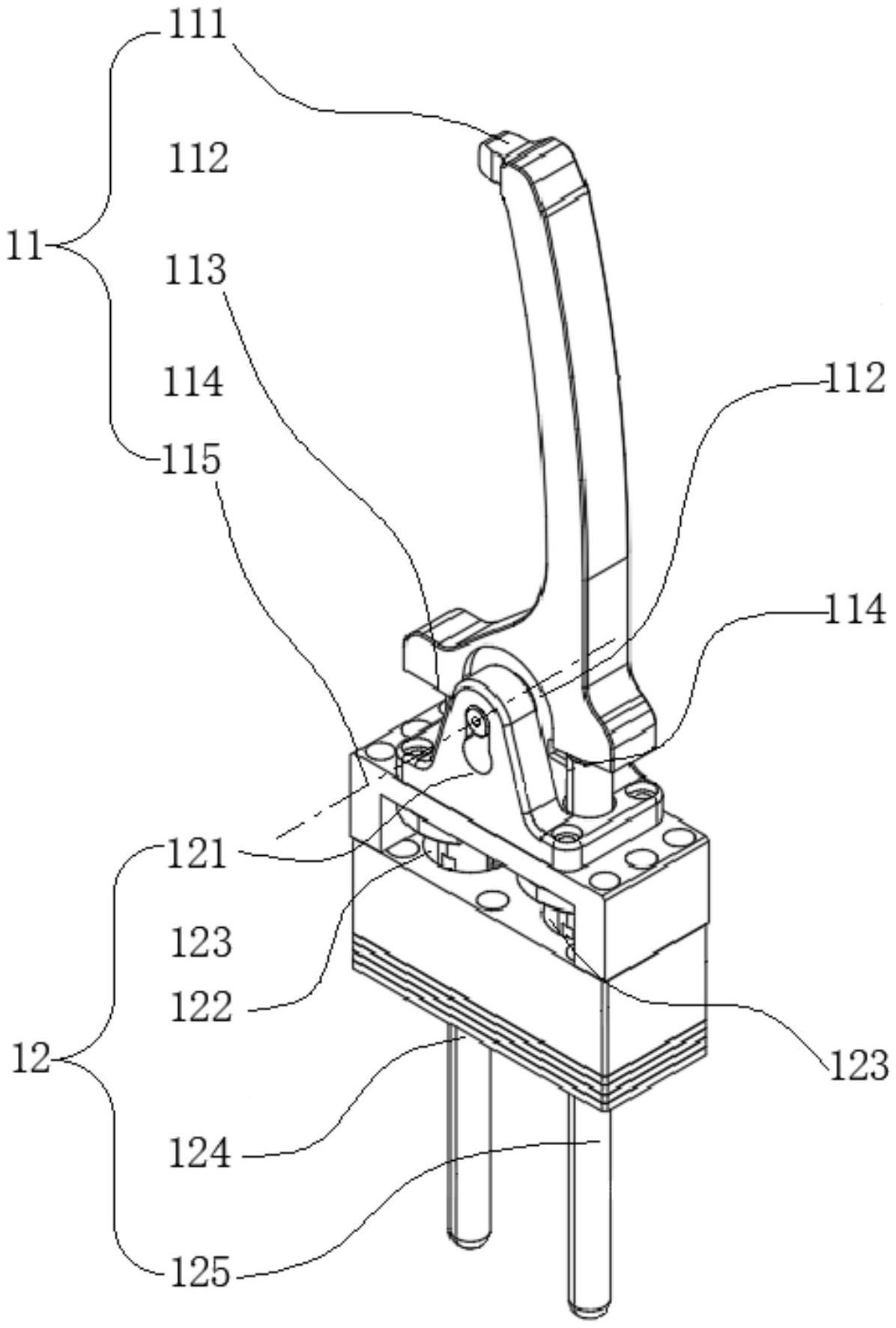
2、根据本技术涉及的第一方面,提供一种锁紧组件,包括:挂钩、底座以及第一推杆和第二推杆,挂钩的第一端设有第一连接部,挂钩的第二端用于压紧第一工件;底座位于挂钩的一侧,底座朝向挂钩的一侧设有第二连接部以及第一通孔和第二通孔,第一连接部与第二连接部绕第一轴线转动连接;第一推杆穿设于第一通孔,第二推杆穿设于第二通孔;
3、其中,第二连接部位于第一通孔和第二通孔之间,第一通孔的轴线和第二通孔的轴线平行,且均垂直于第一轴线,第一推杆用于推动挂钩沿远离第一工件的方向转动,以便挂钩的第二端释放第一工件,第二推杆用于推动挂钩沿朝向所述第一工件的方向转动,以便挂钩的第二端压紧第一工件。
4、根据上述技术手段,本技术通过控制第一推杆与第二推杆即可控制挂钩实现三种运动方式,进而实现对第一工件的锁紧、释放以及顶升,整个过程可以实现全自动完成,不需要设置弹簧来进行预压,降低了生产成本,且适用于不同形状的第一工件,适用范围广泛,具体实现方式如下:
5、当第一推杆贯穿底座的上升至第一通孔时,可以使挂钩沿远离第一工件的方向(顺时针)转动,此时挂钩的第二端远离第一工件;当第二推杆通过贯穿底座上升至第二通孔时,可以使推动挂钩沿朝向第一工件的方向(逆时针)转动,此时挂钩的第二端与第一工件锁紧连接;当第一推杆和第二推杆同时上升,可以推动挂钩整体上升。
6、在一种可能的实施方式中,挂钩的第二端设有朝向第一工件的压紧部,挂钩的中部沿远离第一工件的方向弯曲。
7、根据上述技术手段,本技术中挂钩通过压紧部与第一工件连接,从而进行锁紧,挂钩中部沿远离第一工件的方向弯曲可以避免挂钩与工件产生触碰而造成损坏;除此之外还可以增强挂钩的抗弯曲强度,进而可以延长挂钩使用寿命。
8、在一种可能的实施方式中,挂钩的第一端设有朝向底座的第一接触部和第二接触部,第一连接部位于第一接触部和第二接触部之间,第一接触部与第一通孔相对应,第二接触部与第二通孔相对应,第一推杆贯穿第一通孔与第一接触部连接,第二推杆贯穿第二通孔与第二接触部连接。
9、根据上述技术手段,本技术中第一推杆贯穿第一通孔与第一接触部连接,通过控制第一推杆实现挂钩一端围绕第一连接部进行转动,第二推杆贯穿第二通孔与第二接触部连接,通过控制第二推杆实现挂钩另一端围绕第一连接部进行转动,进而实现挂钩对第一工件的锁紧、释放以及顶升,第一连接部位于第一接触部和第二接触部之间,且与第二连接部转动连接,为第一接触部和第二接触部之间提供了平衡点,可以使挂钩的转动更加稳定,保证装配工作的进行。
10、在一种可能的实施方式中,第一接触部所在的平面与第二接触部所在的平面的夹角大于0°且小于90°。
11、根据上述技术手段,本技术中当第一接触部向一个方向进行转动时,第二接触部随之进行同一方向转动,两者所在的平面的夹角大于0°且小于90°。
12、在一种可能的实施方式中,挂钩的第二端压紧第一工件的情况下,第二推杆顶紧第二接触部,第二接触部所在的平面与底座之间的距离沿远离第一接触部的方向逐渐增大;第一接触部所在的平面与底座之间的距离沿远离第二接触部的方向逐渐增大或者不变;
13、挂钩的第二端释放第一工件的情况下,第一推杆顶紧第一接触部,第一接触部所在的平面与底座之间的距离沿远离第二接触部的方向逐渐增大;第二接触部所在的平面与底座之间的距离沿远离第一接触部的方向逐渐增大或者不变。
14、根据上述技术手段,本技术中为了挂钩转动更加平衡,当第一接触部伸出时,第二接触部缩回,反之,当第一接触部缩回时,第二接触部伸出,即为了保证转动过程中的稳定平衡,第一接触部、第二接触部所在平面与底座之间的角度也不同,具体如下:
15、当挂钩的第二端压紧第一工件时,第二接触部所在的平面与底座之间的距离沿远离第一接触部的方向逐渐增大,此时第一接触部所在的平面与底座之间的距离沿远离第二接触部的方向逐渐增大或者不变;
16、当挂钩的第二端释放第一工件时,第一接触部所在的平面与底座之间的距离沿远离第二接触部的方向逐渐增大;第二接触部所在的平面与底座之间的距离沿远离第一接触部的方向逐渐增大或者不变。
17、在一种可能的实施方式中,第一通孔内设有第一套筒,第一推杆穿过第一套筒;第二通孔内设有第二套筒,第二推杆穿过第二套筒。
18、根据上述技术手段,本技术通过设置第一套筒减少了第一推杆与第一通孔之间的摩擦,避免其损坏,同时对第一推杆起到了导向作用;同理,第二套筒减少了第二推杆与第二通孔之间的摩擦,避免其损坏,同时对第二推杆起到了导向作用。
19、在一种可能的实施方式中,压紧部设有朝向第一工件凸出的定位凸起,定位凸起用于插入第一工件上的定位孔。
20、根据上述技术手段,本技术压紧部通过将定位凸起卡入定位孔来与第一工件连接,进而对第一工件进行锁紧与顶升工作。
21、在一种可能的实施方式中,锁紧组件还包括驱动组件,驱动组件用于驱动第一推杆和第二推杆中的一者朝向挂钩伸出,且用于驱动第一推杆和第二推杆中的另一者沿远离挂钩的方向退回。
22、根据上述技术手段,本技术只需要启动驱动程序,即可驱动第一推杆和第二推杆进行工作来完成挂钩对第一工件的锁紧、释放以及顶升,整个过程在降低人力成本的同时实现了自动化工作,提高了工作效率、提高了生产的安全性。
23、根据本技术提供的第二方面,提供一种锁紧机构,包括托盘和上述任一项的锁紧组件,托盘用于放置第二工件,底座与托盘连接,锁紧组件为多个,多个锁紧组件中的一部分设在第一工件的一侧,多个锁紧组件中的另一部分设在第一工件的另一侧
24、在一种可能的实施方式中,锁紧机构用于加工车辆,第一工件为车身,第二工件为底盘。
25、根据上述技术手段,通过本技术中的锁紧机构实现了加工车辆时车身与底盘锁紧的自动化,提高了工作效率的同时降低了成本,该锁紧机构对车身部件的形状、材料等特征没有要求,适用范围广泛。
26、由此,本技术的上述技术特征具有以下有益效果:
27、(1)该锁紧机构设计简单,易于加工,生产成本较低;
28、(2)整个过程锁紧过程全程自动化,降低成本的同时提高了生产效率;
29、(3)可代替弹簧来对工件进行预压,不需要人工参与,降低人力成本、提高了生产的安全性;
30、(4)适用范围广泛,对加工及使用精度要求不高,简单实用。
31、需要说明的是,第二方面中的任一种实现方式所带来的技术效果可参见第一方面中对应实现方式所带来的技术效果,此处不再赘述。
32、应当理解的是,以上的一般描述和后文的细节描述仅是示例性和解释性的,并不能限制本技术。
- 还没有人留言评论。精彩留言会获得点赞!