取片机器人及玻璃基板包装系统的制作方法
本公开涉及玻璃基板生产,尤其涉及一种取片机器人及玻璃基板包装系统。
背景技术:
1、随着玻璃基板应用范围的推广,对于它的要求也越来越高。在实际生产中,玻璃基板的生产效率、生产质量以及生产安全成为了重点关注对象。
2、光电显示玻璃基板经过划线掰断、研磨、清洗和检验,最后进入包装区,通过取放片机器人将良品玻璃基板包装至a型架上,包满后进行打包缠绕。
3、在玻璃基板正常包装前,工艺人员会对首片玻璃最下端按照生产工艺要求进行调试压入量;由于取片机器人手臂长期使用后变形以及要求的压入量的精度以毫米计量,使用直尺测量压入量不精准,则会导致调试完压入量后,出现实际机器人控制的压入量过大或过小的现象。压入量过小会导致满架后,玻璃下长边厚度与上长边厚度的差值远远大于工艺要求的规定差值,不符合包装规范;压入量过大,玻璃下端在包装过程中所受到的压力较大,从而导致玻璃碎板。因此,如何准确测量机器人手臂的压入量是目前亟需解决的问题。
技术实现思路
1、本公开所要解决的一个技术问题是:如何准确测量机器人手臂的压入量。
2、为解决上述技术问题,本公开实施例提供一种取片机器人,该取片机器人包括:机器人本体,其上安装有纵向延伸的安装杆;
3、多个手臂本体,沿纵向间隔设置且安装于安装杆,每个手臂本体分别沿横向延伸;和
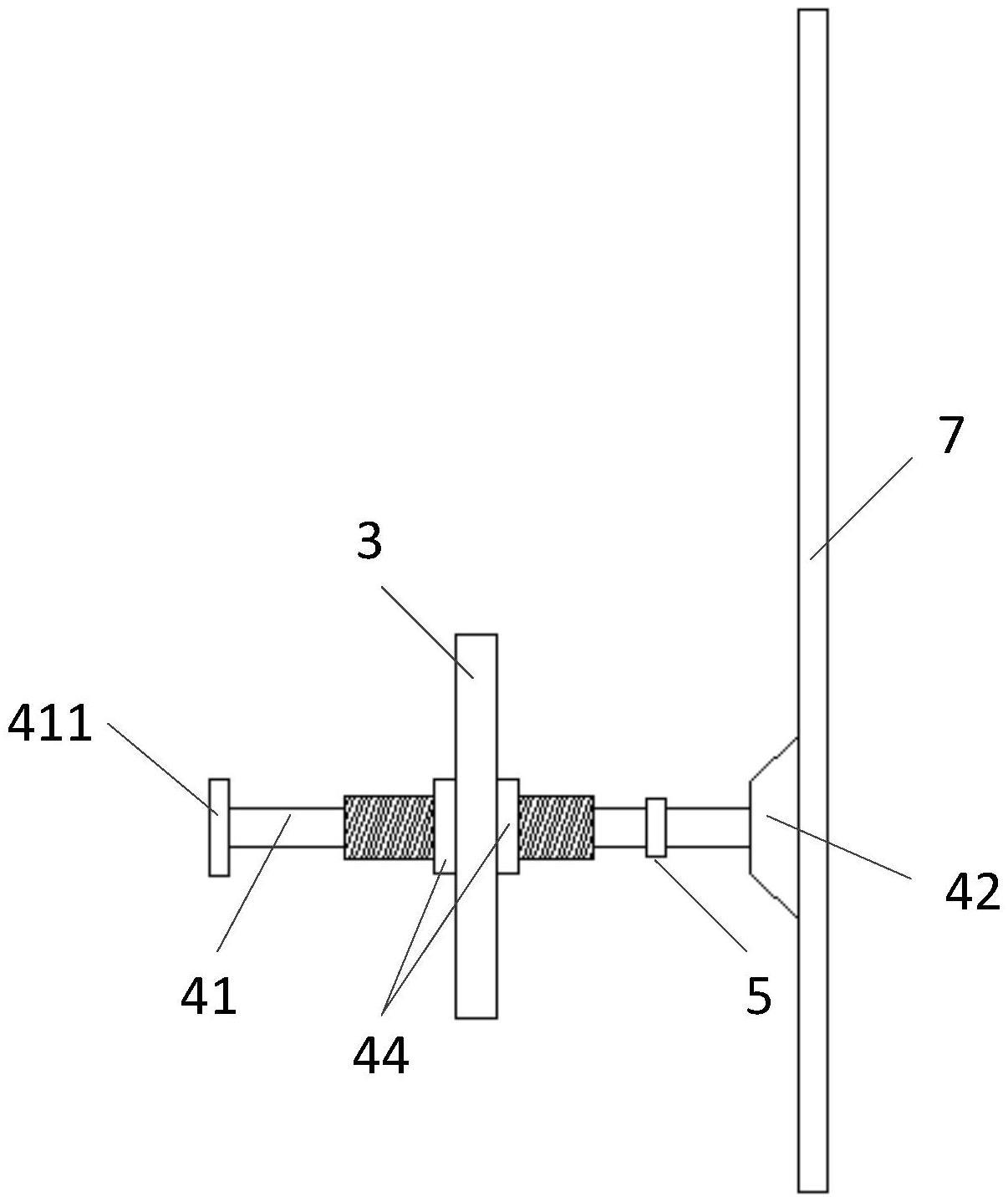
4、多组吸附机构,分别对应于多个手臂本体,每组吸附机构分别包括对应于每个手臂本体且沿手臂本体的长度方向间隔设置的多个吸附单元,吸附单元包括:吸盘杆和吸盘本体,吸盘杆的延伸方向垂直于纵向及横向且活动贯穿手臂本体上对应的安装孔,吸盘本体安装于吸盘杆的工作端;
5、其中,位于最底侧的手臂本体对应的一组吸附机构中至少位于两端的吸附单元的吸盘杆上设置有压力检测单元,压力检测单元位于手臂本体和工作端之间,用于检测手臂本体施加的压力值。
6、在一些实施例中,手臂本体的安装孔与对应的吸盘杆之间连接有弹性缓冲件,弹性缓冲件与手臂本体相对固定,且与吸盘杆之间可弹性活动;
7、其中,压力检测单元位于弹性缓冲件与工作端之间,用于检测手臂本体通过弹性缓冲件施加的压力值。
8、在一些实施例中,弹性缓冲件套设于吸盘杆的外部,且弹性缓冲件的外部设置有外螺纹,并通过螺接两个螺母将手臂本体锁紧于两个螺母之间。
9、在一些实施例中,压力检测单元上设置有压力值显示单元,用于显示压力检测单元检测的压力值。
10、在一些实施例中,还包括:报警机构,设置于机器人本体,用于在压力检测单元检测的压力值大于预设压力值时发出报警信号。
11、在一些实施例中,报警信号包括声信号和/或光信号。
12、在一些实施例中,吸盘杆的气源端设置有气管接头,用于连接气管。
13、在一些实施例中,吸盘本体采用橡胶材料制成。
14、在一些实施例中,机器人本体包括:控制机构,用于控制手臂本体的动作,压力检测单元与控制机构信号连接。
15、本公开实施例还提供一种玻璃基板包装系统,该玻璃基板包装系统包括:a型架;和上述的取片机器人,用于将玻璃基板放置于a型架。
16、通过上述技术方案,本公开提供的取片机器人及玻璃基板包装系统,可用于玻璃基板的包装工序,在取片机器人将首片玻璃基板放置于a型架上,在取片机器人动作运行结束前,即准备吸盘本体破真空将玻璃放下前,取片机器人的手臂本体会隔着间隔纸挤压首片玻璃基板,即对首片玻璃基板的最下端按照生产工艺要求进行调试压入量,在这个过程中,手臂本体相对吸盘杆向玻璃基板所在一侧发生位移,并会顶到压力检测单元,由此压力检测单元即可监测到手臂本体施加的压力值,从而可精确测量手臂本体的压入量,即可解决使用直尺测量压入量不精准,导致调试完成后取片机器人的实际压入量过大或过小的情况。
技术特征:
1.一种取片机器人,其特征在于,包括:
2.根据权利要求1所述的取片机器人,其特征在于,
3.根据权利要求2所述的取片机器人,其特征在于,
4.根据权利要求1或3所述的取片机器人,其特征在于,
5.根据权利要求1所述的取片机器人,其特征在于,还包括:
6.根据权利要求5所述的取片机器人,其特征在于,
7.根据权利要求1所述的取片机器人,其特征在于,
8.根据权利要求1所述的取片机器人,其特征在于,
9.根据权利要求1所述的取片机器人,其特征在于,所述机器人本体(1)包括:
10.一种玻璃基板包装系统,其特征在于,包括:
技术总结
本公开提供一种取片机器人及玻璃基板包装系统,涉及玻璃基板生产技术领域。该取片机器人包括:机器人本体,其上安装有纵向延伸的安装杆;多个手臂本体,沿纵向间隔设置且安装于安装杆;和多组吸附机构,分别对应于多个手臂本体,每组吸附机构分别包括对应于每个手臂本体且沿手臂本体的长度方向间隔设置的多个吸附单元,吸附单元包括:吸盘杆和吸盘本体,吸盘杆的延伸方向垂直于纵向及横向且活动贯穿手臂本体上对应的安装孔,吸盘本体安装于吸盘杆的工作端;其中,位于最底侧的手臂本体对应的一组吸附机构中至少位于两端的吸附单元的吸盘杆上设置有压力检测单元,压力检测单元位于手臂本体和工作端之间,用于检测手臂本体施加的压力值。
技术研发人员:崔代文,林海峰,付继龙,张骏,王广彪,赵玉乐,李震,董光明
受保护的技术使用者:芜湖东旭光电科技有限公司
技术研发日:20230417
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!