一种新型打孔工装的制作方法
本技术涉及铆钉供送,特别涉及专用于供钉管端部修理的一种新型打孔工装。
背景技术:
1、在铆接设备中,铆钉通过一种供钉管截面为“t”型的异形管,但(所有截面形状的线性管材都能使用该工装形式)配合压缩空气在不同部件之间进行传输,整卷的供钉管在切断插入各部件之前,需要对端部进行相应的加工和修理:1.端部切口必须平整光滑,并切切口要垂直于管材轴线方向,否则会导致卡钉;2.必须在离端面一定距离处正中间开一个一定直径的孔,用于固定管材,该孔和端面的距离误差不宜过大,且在轴线方向必须居中。
2、在常规运用中,需要借助一种专用的剪管工具,对管材端面进行整齐的裁切,而这个工具携带不便,尤其是售后作业中,带着这类刀具乘坐飞机高铁比较麻烦,而因为价值较高客户现场无法常备,一些客户现场的售后工作经常因为没有该剪管刀受到影响。同时,在端面一定距离内开孔如果只靠划线手工打孔,容易产生较大误差,影响使用。
技术实现思路
1、针对以上述背景技术的不足,本实用新型提供一种新型打孔工装,完成对管材端部的精准加工。
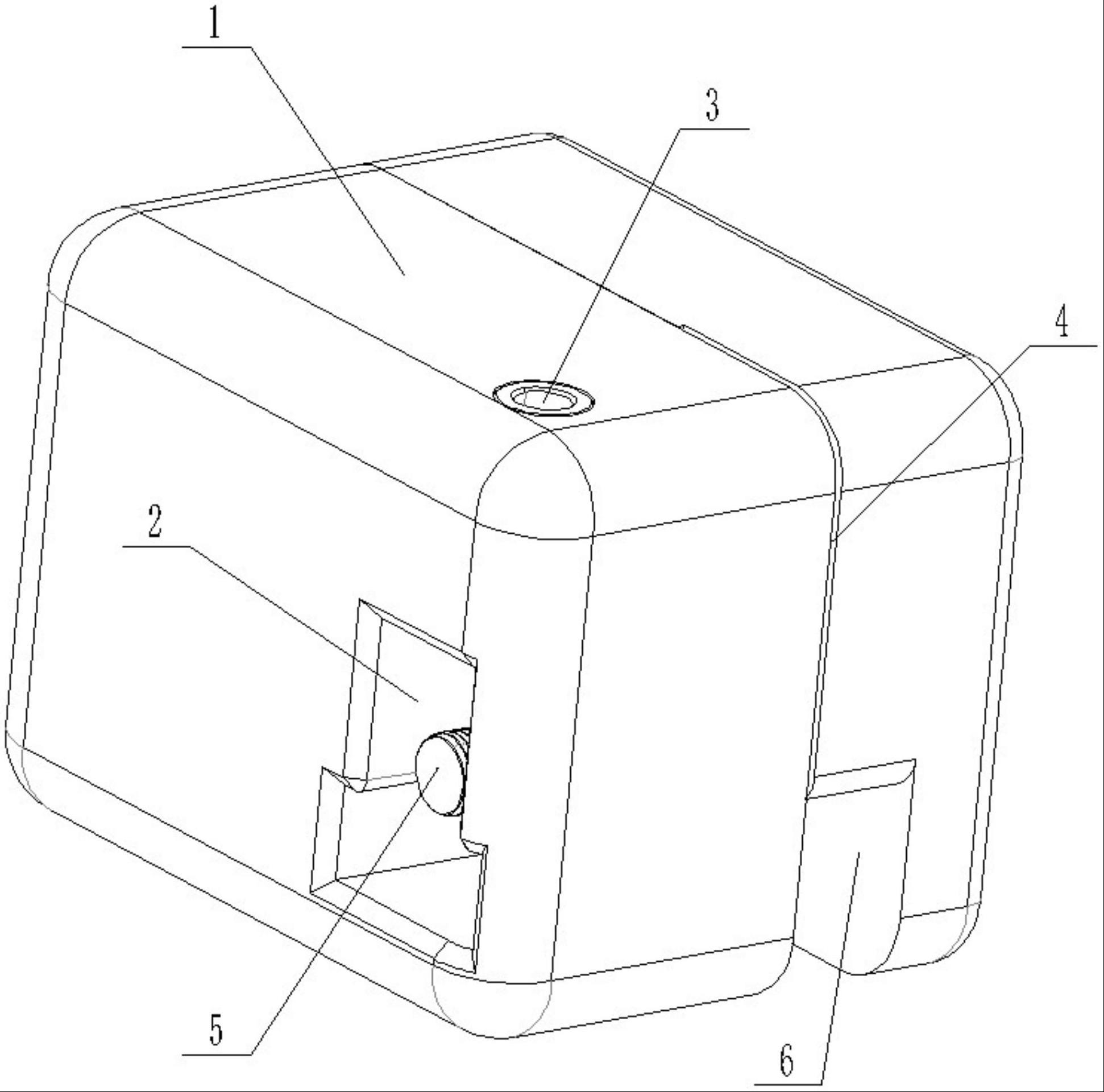
2、本实用新型采用的技术方案如下:一种新型打孔工装,关键在于:包括打孔基座,所述打孔基座上开设有插管槽、定位孔和切管槽,所述定位孔和所述切管槽沿着所述插管槽的长度方向依次设置,并与所述插管槽连通,所述定位孔和所述切管槽垂直于所述插管槽设置。
3、优选的,所述插管槽中固定安装有阻挡杆,所述阻挡杆垂直于所述插管槽的槽底设置,所述阻挡杆的外端不伸出所述插管槽的槽口。
4、优选的,所述插管槽可以为t型槽、方形槽、圆形槽。
5、优选的,所述定位孔靠近所述插管槽的槽口设置,所述定位孔位于所述阻挡杆的正上方。
6、优选的,所述打孔基座上还开设有退料口,所述退料口与所述插管槽连通。
7、优选的,所述退料口靠近所述插管槽的槽底设置。
8、优选的,所述切管槽位于所述定位孔和所述退料口之间,所述切管槽贯穿所述插管槽。
9、有益效果:与现有技术相比,本实用新型提供的一种新型打孔工装,借助一般工业现场拥有的打孔器和普通钻头,就可以实现对供钉管端部进行垂直平整裁切及对供钉管精确打孔,使供钉管的端部加工更加准确,快速,提高生产效率和产品质量。
技术特征:
1.一种新型打孔工装,其特征在于:包括打孔基座(1),所述打孔基座(1)上开设有插管槽(2)、定位孔(3)和切管槽(4),所述定位孔(3)和所述切管槽(4)沿着所述插管槽(2)的长度方向依次设置,并与所述插管槽(2)连通,所述定位孔(3)和所述切管槽(4)垂直于所述插管槽(2)设置。
2.根据权利要求1所述的一种新型打孔工装,其特征在于:所述插管槽(2)中固定安装有阻挡杆(5),所述阻挡杆(5)垂直于所述插管槽(2)的槽底设置,所述阻挡杆(5)的外端不伸出所述插管槽(2)的槽口。
3.根据权利要求1所述的一种新型打孔工装,其特征在于:所述插管槽(2)可以为t型槽、方形槽、圆形槽。
4.根据权利要求2所述的一种新型打孔工装,其特征在于:所述定位孔(3)靠近所述插管槽(2)的槽口设置,所述定位孔(3)位于所述阻挡杆(5)的正上方。
5.根据权利要求2所述的一种新型打孔工装,其特征在于:所述打孔基座(1)上还开设有退料口(6),所述退料口(6)与所述插管槽(2)连通。
6.根据权利要求5所述的一种新型打孔工装,其特征在于:所述退料口(6)靠近所述插管槽(2)的槽底设置。
7.根据权利要求5所述的一种新型打孔工装,其特征在于:所述切管槽(4)位于所述定位孔(3)和所述退料口(6)之间,所述切管槽(4)贯穿所述插管槽(2)。
技术总结
本技术涉及铆钉供送技术领域,特别涉及专用于供钉管端部修理的一种新型打孔工装,包括打孔基座,所述打孔基座上开设有插管槽、定位孔和切管槽,所述定位孔和所述切管槽沿着所述插管槽的长度方向依次设置,并与所述插管槽连通,所述定位孔和所述切管槽垂直于所述插管槽设置。与现有技术相比,本技术提供的一种新型打孔工装,借助一般工业现场拥有的打孔器和普通钻头,就可以实现对供钉管端部进行垂直平整裁切及对供钉管精确打孔,使供钉管的端部加工更加准确,快速,提高生产效率和产品质量。
技术研发人员:顾健,成廷茂,张彩洋,宋佳俊,金喻
受保护的技术使用者:上海固极智能科技股份有限公司
技术研发日:20230423
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!