一种真空箱内自动夹具装置的制作方法
本技术具体涉及一种真空箱内自动夹具。
背景技术:
1、在真空氦检漏过程中,需要将待检漏的产品送入真空箱,以氦气作为示踪气体,在真空箱内抽真空后再将氦气充入工件,然后通过氦检漏仪检测工件的泄露情况。
2、在自动化检漏时,完成上一工序的工件被送入真空箱,在真空箱内需完成定位、密封、检漏、打点标记一系列工序,而现有技术中却缺少有效的装置来自动完成这个工作,因此,提供一种适用于产品自动化定位、密封、检漏并打点标记的真空箱内自动夹具装置具有很大的意义。
技术实现思路
1、基于以上问题,本实用新型的目的在于提供一种真空箱内自动夹具装置,适用于尺寸薄、面积大、重量大的薄板壳体工件在真空箱内定位、密封、检漏、打点标记工序。
2、为了实现以上目的,本实用新型采用的技术方案为:一种真空箱内自动夹具装置,其特征在于:
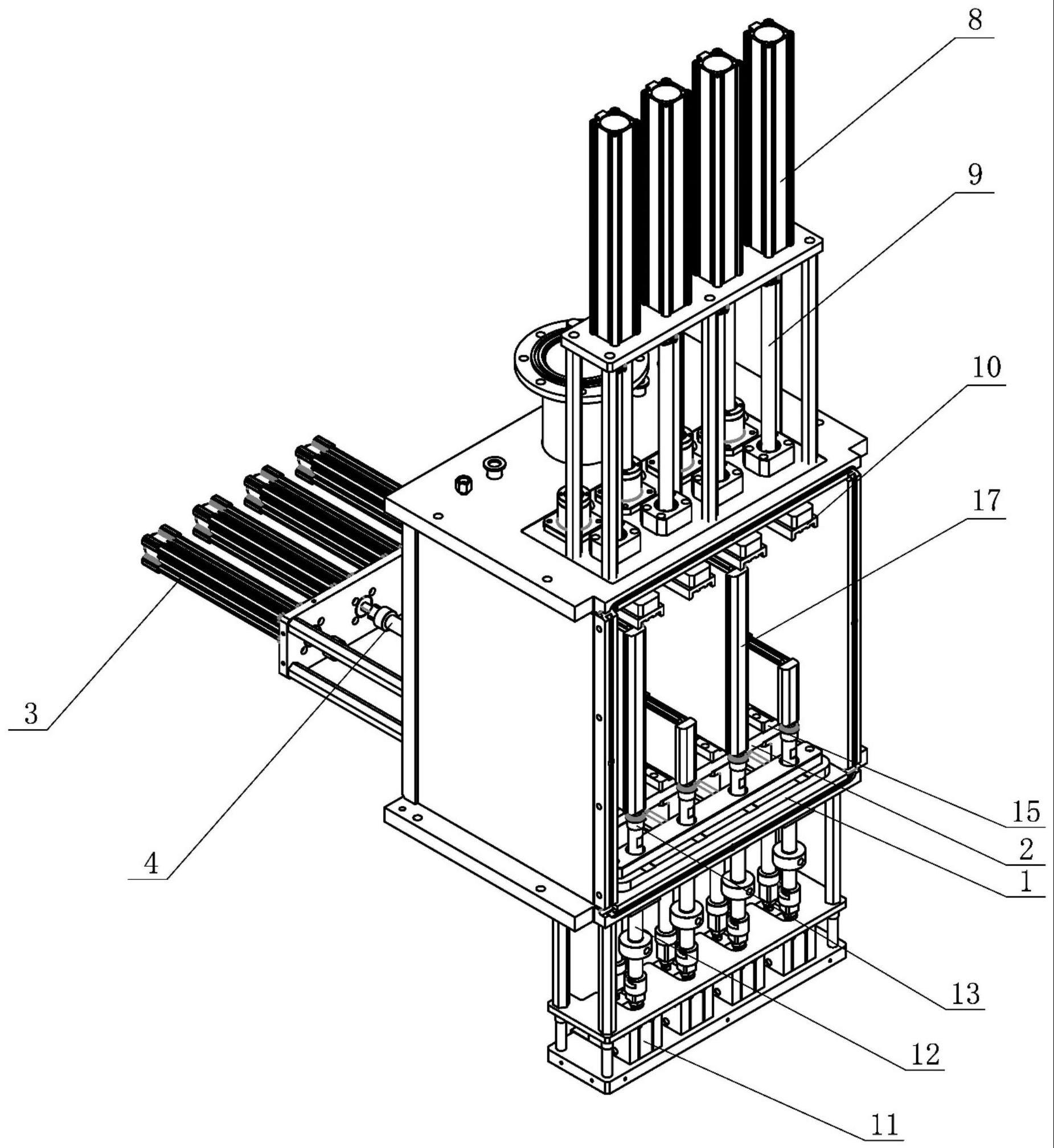
3、它包括工件定位板组件、后部充氦夹具组件、顶部压紧夹具组件、底部密封打标组件;
4、所述工件定位板组件包括底座、底部定位板,所述底座安装于真空箱内底部,底部定位板水平安装于底座上;
5、所述后部充氦夹具组件包括后部气缸、后部气缸连接杆、充氦头及夹爪安装架、后部夹爪、充氦密封头;所述后部气缸连接后部气缸连接杆穿入真空箱背板后,固定安装有充氦头及夹爪安装架,充氦头及夹爪安装架上部安装有后部夹爪、下部安装有充氦密封头;
6、所述顶部压紧夹具组件包括顶部气缸、顶部气缸连接杆、顶部压紧夹具,所述顶部气缸连接顶部气缸连接杆向下穿入真空箱顶板后,固定安装有纵向的顶部压紧夹具,顶部压紧夹具的下表面设置有与工件尺寸匹配的凹槽;
7、所述底部密封打标组件包括底部气缸、底部气缸连接杆、堵头密封头、打标头,所述每套底部密封打标组件的底部气缸、底部气缸连接杆均为两个,底部气缸连接底部气缸连接杆向上穿入真空箱底板后,再穿过底座和底部定位板上的通孔,底部气缸连接杆顶端分别设置有堵头密封头和打标头。
8、进一步,后部充氦夹具组件、顶部压紧夹具组件、底部密封打标组件均为多套。
9、进一步,底部定位板上安装有多块工件放置块,所述工件放置块上表面设置有与工件尺寸匹配的凹槽,工件放置块还开设有用于打标头穿过的竖直方向通孔。
10、进一步,每个后部夹爪的爪心中部安装有夹爪滚轮。
11、本实用新型的有益效果为:
12、本实用新型提供的真空箱内自动夹具装置,通过后部充氦夹具组件、顶部压紧夹具组件、底部密封打标组件配合,可将上一工序送入真空箱内的多个不同尺寸的工件,在真空箱内自动完成定位、密封、检漏、打点标记工序,大大提高了工件检漏的效率。
技术特征:
1.一种真空箱内自动夹具装置,其特征在于:
2.根据权利要求1所述的真空箱内自动夹具装置,其特征在于:后部充氦夹具组件、顶部压紧夹具组件、底部密封打标组件均为多套。
3.根据权利要求1或2所述的真空箱内自动夹具装置,其特征在于:所述底部定位板(2)上安装有多块工件放置块(15),所述工件放置块(15)上表面设置有与工件(17)尺寸匹配的凹槽,工件放置块(15)还开设有用于打标头(14)穿过的竖直方向通孔。
4.根据权利要求1或2所述的真空箱内自动夹具装置,其特征在于:所述每个后部夹爪(6)的爪心中部安装有夹爪滚轮(16)。
技术总结
一种真空箱内自动夹具装置,包括工件定位板组件、后部充氦夹具组件、顶部压紧夹具组件、底部密封打标组件;工件定位板组件包括底座(1)、底部定位板(2);后部充氦夹具组件包括后部气缸(3)、后部气缸连接杆(4)、充氦头及夹爪安装架(5)、后部夹爪(6)、充氦密封头(7);顶部压紧夹具组件包括顶部气缸(8)、顶部气缸连接杆(9)、顶部压紧夹具(10);底部密封打标组件包括底部气缸(11)、底部气缸连接杆(12)、堵头密封头(13)、打标头(14)。本装置特别适用于尺寸薄、面积大、重量大的薄板壳体工件在真空箱内的自动化定位、密封、检漏并打点标记。
技术研发人员:张果,蓝峰,李健,瞿骑龙,艾仕义,钟林,黄智伟
受保护的技术使用者:爱发科东方检测技术(成都)有限公司
技术研发日:20230428
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!