阀板装配工装的制作方法
本技术涉及阀板装配,更具体地说,涉及阀板装配工装。
背景技术:
1、压缩机阀板在装配过程中,为了能实现快速、有效的进行安装、安装后能快速拆分,需要使用到到阀板装配工装。
2、传统的阀板装配工装,因在阀板安装完成后,各孔与定位板中的定位柱会产生位移,从而使零件卡在工装上,拆分时需要用胶锤沿着零件周边进行敲打才能将零件拆分下来,有存在会将零件敲坏、敲变形的风险。鉴于此,我们提出阀板装配工装。
技术实现思路
1、1.要解决的技术问题
2、本实用新型的目的在于提供阀板装配工装,以解决上述背景技术中提出的问题。
3、2.技术方案
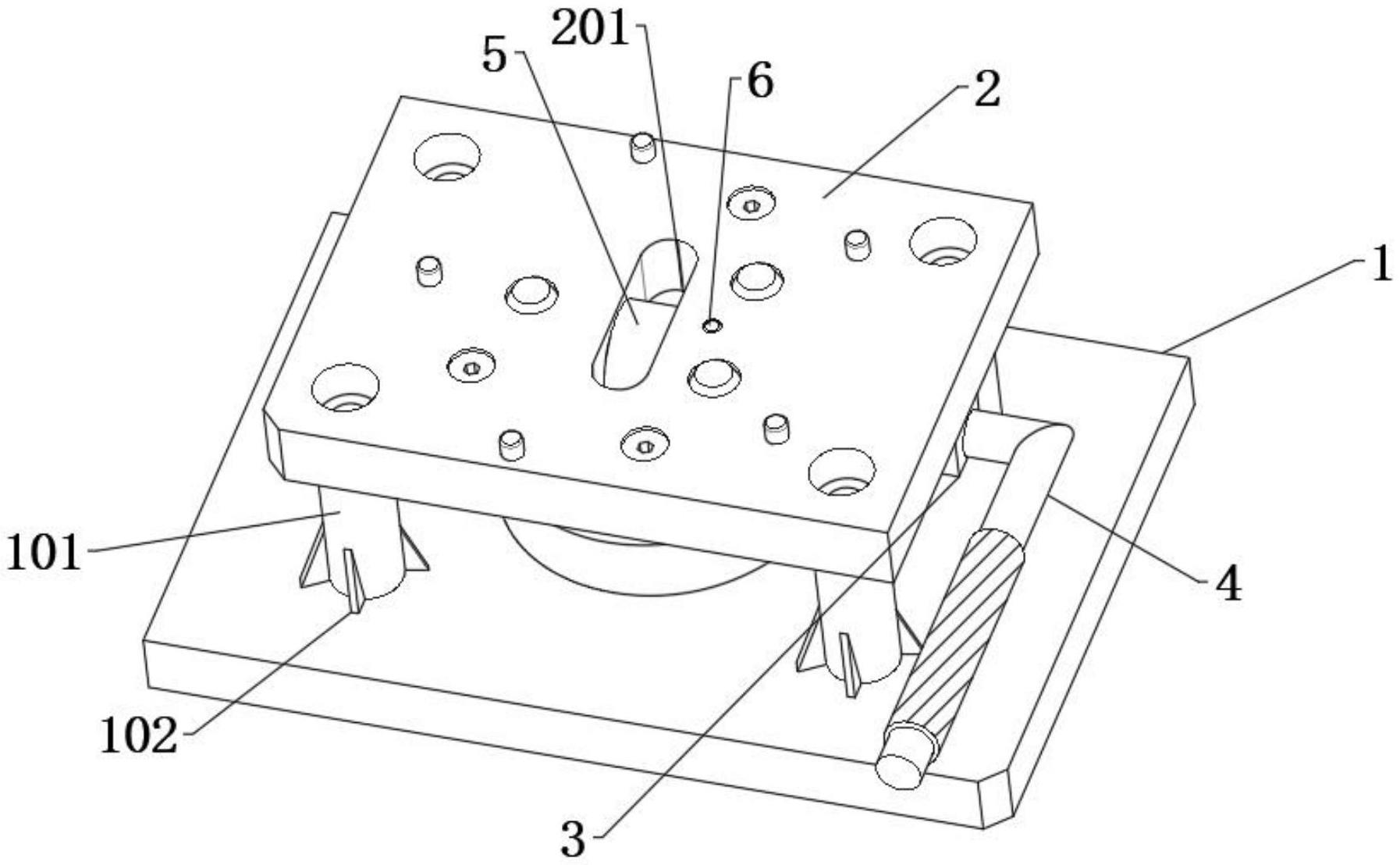
4、阀板装配工装,包括底板,所述底板的顶部安装有定位板,所述定位板底部一侧的中央处焊接有焊接块,且焊接块上转动安装有手柄,所述手柄贯穿焊接块的一端焊接有偏心轮,且偏心轮与定位板的中心对应,所述定位板的中央处设有开口槽,且定位板中央处设有通孔,所述通孔内部插入有顶针,且顶针的底端与偏心轮的表面接触;
5、所述顶针的底端设有定位轮,且偏心轮表面的一周设有限位槽,且定位轮的位于限位槽内部。
6、作为本申请技术方案的一种可选方案,所述顶针的底端设有凹槽,且凹槽的内部通过轴承转动安装有转轴,且转轴与定位轮的中央处焊接固定。
7、作为本申请技术方案的一种可选方案,所述底板顶部的四个角焊接有焊接柱,且焊接柱的顶端与定位板的底部焊接固定。
8、作为本申请技术方案的一种可选方案,所述焊接柱一周的顶部和底部与对应的底板和定位板之间均焊接有四组等距的加固块,且加固块呈三角状。
9、作为本申请技术方案的一种可选方案,所述手柄呈l型,且手柄的手持端套有橡胶套。
10、作为本申请技术方案的一种可选方案,所述焊接块的内部设有安装孔,且安装孔的内部设有安装轴承,所述手柄贯穿安装轴承。
11、作为本申请技术方案的一种可选方案,所述安装轴承的外圈与安装孔的内壁焊接固定,且安装轴承的内圈与手柄的一周焊接固定。
12、3.有益效果
13、相比于现有技术,本实用新型的优点在于:
14、1、本申请技术方案将阀板安装在定位板上后,当需要对阀板拆卸时,扳动手柄带动偏心轮的转动,此时偏心轮会将顶针向上顶起,顶针将零件顶起,因此能快速将工装和零件进行分离,杜绝因拆卸时敲坏或拆变形的现象,同时也能减少拆卸的作业时间。
15、2、本申请技术方案通过设置的定位轮和限位槽,顶针底部的定位轮位移偏心轮的限位槽中,因此可以避免顶针底端在偏心轮上发生偏移,造成顶针卡住无法上移的现象,从而可以有效的保证偏心轮转动过程中带动顶针稳定的进行上升作业,提高装置的使用性能。
技术特征:
1.阀板装配工装,包括底板(1),其特征在于:所述底板(1)的顶部安装有定位板(2),所述定位板(2)底部一侧的中央处焊接有焊接块(3),且焊接块(3)上转动安装有手柄(4),所述手柄(4)贯穿焊接块(3)的一端焊接有偏心轮(5),且偏心轮(5)与定位板(2)的中心对应,所述定位板(2)的中央处设有开口槽(201),且定位板(2)中央处设有通孔(202),所述通孔(202)内部插入有顶针(6),且顶针(6)的底端与偏心轮(5)的表面接触;
2.根据权利要求1所述的阀板装配工装,其特征在于:所述顶针(6)的底端设有凹槽(601),且凹槽(601)的内部通过轴承转动安装有转轴(602),且转轴(602)与定位轮(7)的中央处焊接固定。
3.根据权利要求1所述的阀板装配工装,其特征在于:所述底板(1)顶部的四个角焊接有焊接柱(101),且焊接柱(101)的顶端与定位板(2)的底部焊接固定。
4.根据权利要求3所述的阀板装配工装,其特征在于:所述焊接柱(101)一周的顶部和底部与对应的底板(1)和定位板(2)之间均焊接有四组等距的加固块(102),且加固块(102)呈三角状。
5.根据权利要求1所述的阀板装配工装,其特征在于:所述手柄(4)呈l型,且手柄(4)的手持端套有橡胶套。
6.根据权利要求1所述的阀板装配工装,其特征在于:所述焊接块(3)的内部设有安装孔(301),且安装孔(301)的内部设有安装轴承(302),所述手柄(4)贯穿安装轴承(302)。
7.根据权利要求6所述的阀板装配工装,其特征在于:所述安装轴承(302)的外圈与安装孔(301)的内壁焊接固定,且安装轴承(302)的内圈与手柄(4)的一周焊接固定。
技术总结
本技术公开了阀板装配工装,属于阀板装配技术领域,包括底板,所述底板的顶部安装有定位板,所述定位板底部一侧的中央处焊接有焊接块,且焊接块上转动安装有手柄,所述手柄贯穿焊接块的一端焊接有偏心轮,且偏心轮与定位板的中心对应,所述定位板的中央处设有开口槽,且定位板中央处设有通孔,所述通孔内部插入有顶针,且顶针的底端与偏心轮的表面接触;本申请技术方案通过设置的定位轮和限位槽,顶针底部的定位轮位移偏心轮的限位槽中,因此可以避免顶针底端在偏心轮上发生偏移,造成顶针卡住无法上移的现象,从而可以有效的保证偏心轮转动过程中带动顶针稳定的进行上升作业,提高装置的使用性能。
技术研发人员:王光美
受保护的技术使用者:广州市光裕汽车空调制造有限公司
技术研发日:20230522
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!