涡轮增压器的蜗壳加工定位工装的制作方法
本技术涉及蜗壳加工,尤其涉及一种涡轮增压器的蜗壳加工定位工装。
背景技术:
1、涡轮增压器实际上是一种空气压缩,它是利用发动机排出的废气惯性力来推动涡轮,涡轮又带动同轴的叶轮,叶轮压送由空气滤清器管道送来的空气,使之增压进入气缸。
2、蜗壳在生产时,通常是成批量的加工,而在加工蜗壳时需要使用到定位装置,对于蜗壳的定位操作通常相对繁琐,加工蜗壳的效率相对较低,影响蜗壳的生产。
技术实现思路
1、本实用新型的目的是针对现有技术的缺陷,提供一种涡轮增压器的蜗壳加工定位工装,用于解决蜗壳的定位操作通常相对繁琐,加工蜗壳的效率相对较低的问题。
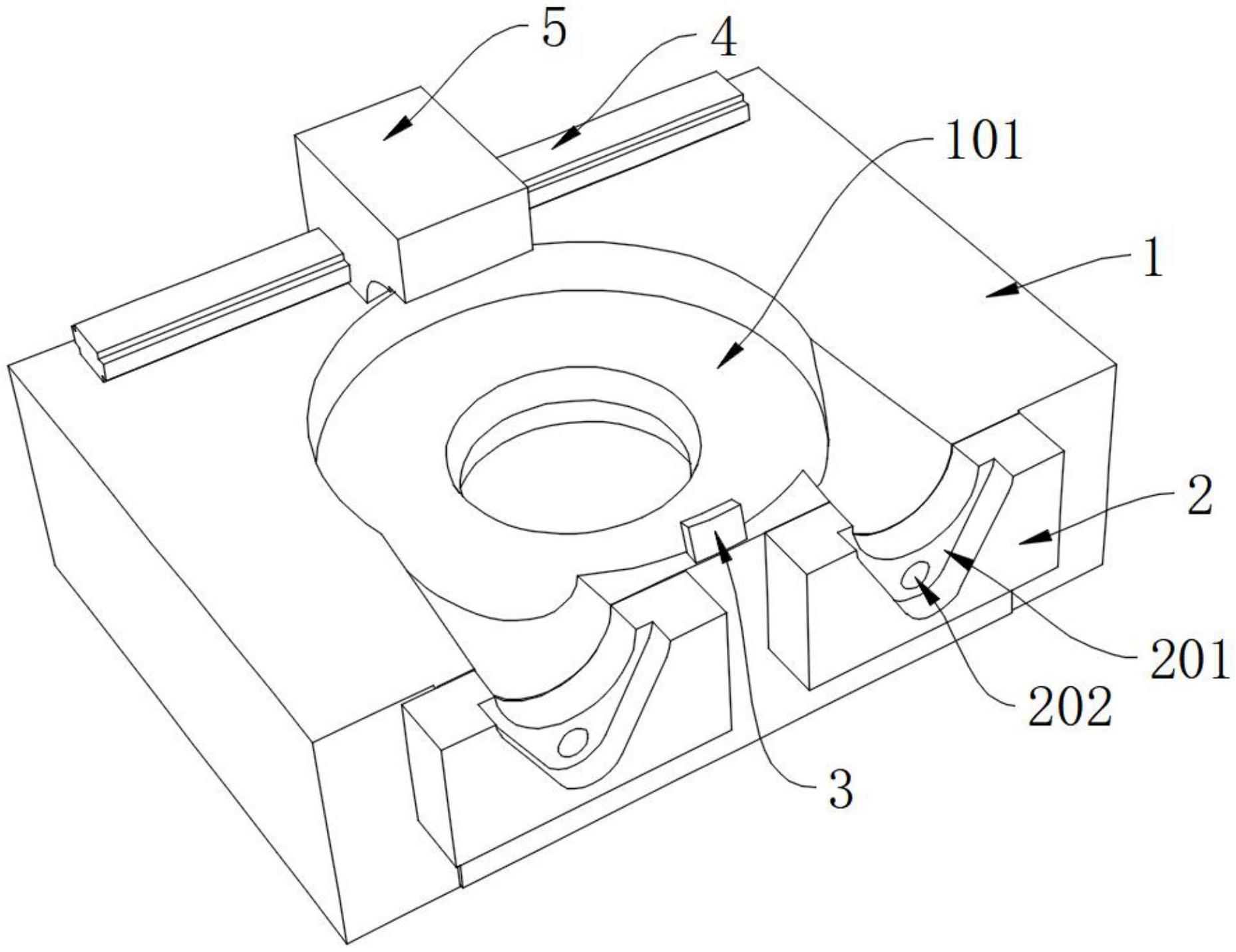
2、一种涡轮增压器的蜗壳加工定位工装,包括底座、所述底座中部开设有第一限位槽,所述底座上对应所述第一限位槽两端槽口的位置处均安装有限位部,所述底座的上端面一侧固定有对蜗壳限位的挡块,所述底座的另一侧固定安装有导轨,所述导轨上滑动有对蜗壳限位的限位座。
3、通过采用上述技术方案,方便对蜗壳快速固定。
4、所述限位部的一侧端对应所述第一限位槽的一端槽口开设有第二限位槽。
5、通过采用上述技术方案,便于对蜗壳的端部法兰进行限位。
6、所述第二限位槽处开设有限位孔,所述限位孔中插接有限位销。
7、通过采用上述技术方案,可对蜗壳的端部法兰限位。
8、所述限位座接近蜗壳的一棱边处开设有限位端,所述限位端下端部为弧形结构设置,上端部为平面结构设置,且上端部与下端部为台阶过渡。
9、通过采用上述技术方案,可调整蜗壳的正反位置,并通过限位座进行限位。
10、所述挡块为朝向所述第一限位槽一侧倾斜设置。
11、通过采用上述技术方案,对蜗壳的另一侧可进行辅助限位。
12、本实用新型涡轮增压器的蜗壳加工定位工装的有益效果是:
13、1、通过设置限位部,蜗壳端部法兰放置于其中一组限位部的第二限位槽中,并将限位销贯穿蜗壳端部法兰处的通孔,并插入限位孔中,即可完成对蜗壳的定位,可进行后续的加工,可快速蜗壳的定位;
14、2、通过设置挡块和限位座,蜗壳安放在第一限位槽中后可滑动导轨上的限位座移动至蜗壳处,使限位端下端部与蜗壳的弧形端接触,对蜗壳的一侧进行限位,挡块同样对其定位起到辅助作用,可快速对蜗壳定位。
技术特征:
1.一种涡轮增压器的蜗壳加工定位工装,其特征在于:包括底座(1)、所述底座(1)中部开设有第一限位槽(101),所述底座(1)上对应所述第一限位槽(101)两端槽口的位置处均安装有限位部(2),所述底座(1)的上端面一侧固定有对蜗壳限位的挡块(3),所述底座(1)的另一侧固定安装有导轨(4),所述导轨(4)上滑动有对蜗壳限位的限位座(5)。
2.根据权利要求1所述的涡轮增压器的蜗壳加工定位工装,其特征在于:所述限位部(2)的一侧端对应所述第一限位槽(101)的一端槽口开设有第二限位槽(201)。
3.根据权利要求2所述的涡轮增压器的蜗壳加工定位工装,其特征在于:所述第二限位槽(201)处开设有限位孔(202),所述限位孔(202)中插接有限位销(6)。
4.根据权利要求3所述的涡轮增压器的蜗壳加工定位工装,其特征在于:所述限位座(5)接近蜗壳的一棱边处开设有限位端(501),所述限位端(501)下端部为弧形结构设置,上端部为平面结构设置,且上端部与下端部为台阶过渡。
5.根据权利要求4所述的涡轮增压器的蜗壳加工定位工装,其特征在于:所述挡块(3)为朝向所述第一限位槽(101)一侧倾斜设置。
技术总结
本技术属于蜗壳加工技术领域,尤其是一种涡轮增压器的蜗壳加工定位工装,现提出如下方案,包括底座、所述底座中部开设有第一限位槽,所述底座上对应所述第一限位槽两端槽口的位置处均安装有限位部,所述底座的上端面一侧固定有对蜗壳限位的挡块。本技术设置限位部,蜗壳端部法兰放置于其中一组限位部的第二限位槽中,并将限位销贯穿蜗壳端部法兰处的通孔,并插入限位孔中,即可完成对蜗壳的定位,可进行后续的加工,可快速蜗壳的定位。
技术研发人员:曹必海,张峰
受保护的技术使用者:常州市峰月机械有限公司
技术研发日:20230531
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!