一种可调节台座加工角度的夹持装置的制作方法
本技术涉及机械加工用具,尤其涉及一种可调节台座加工角度的夹持装置。
背景技术:
1、在进行机械零部件的加工时,由于复合装配已成为现有复杂机械的主要组装成型方式,使得对具有多个装配工位的机械零部件的生产变得日益频繁,并且由于需要进行复合装配,因此,机械零部件所需要进行机械加工的位置不断增加,尤其是在针对某个机构的主体配件的生成加工时,不仅需要进行多个加工位置的加工处理,并且还需要针对不同的加工位置采用不同的加工工序进行处理。
2、现有技术在进行单个零部件的不同工位的加工处理时通常采用多次装夹在相同或不同的工装上分别对不同位置进行相同或不同的工序处理,但是多次的装夹操作会导致零部件的相对加工位置容易出现偏差,并且多次的换位夹持还容易对零部件的多个表面造成损伤,使得相关联的多个装配点位受到实际加工位置的偏差影响而产生较为明显的加工误差,致使加工成品质量差。尤其是,在对同一个零部件的不同位置进行加工时,例如,分别对零配件进行斜面加工、斜向钻孔以及焊接等工序时,由于夹持工装的摆放/安装位置是固定的,因此,零部件的单次加工位置单一不可改变,其不可变化的摆放位置致使不同的加工需要无法在夹持工装的单次限位状态下完成,极易出现加工干涉,致使加工稳定性、加工质量和加工效率低下,因此,需要对用于夹持限定零部件的加工位置的夹持工装进行改进,以使得零部件在单次被限位夹持的状态下能够跟随夹持工装进行工位调节,以完成不同点位的加工处理。
3、此外,一方面由于对本领域技术人员的理解存在差异;另一方面由于实用新型人做出本实用新型时研究了大量文献和专利,但篇幅所限并未详细罗列所有的细节与内容,然而这绝非本实用新型不具备这些现有技术的特征,相反本实用新型已经具备现有技术的所有特征,而且申请人保留在背景技术中增加相关现有技术之权利。
技术实现思路
1、本实用新型目的在于提供一种能够通过改变对零部件进行夹持限位的夹具台座的工作位置的方式来改变零部件的加工位置的可调节台座加工角度的夹持装置,以解决现有的夹持工装位置固定其所能够为零部件提供的加工位置单一,在进行复合装配需求的多位置加工时,需要多次对同一个零部件进行装夹以改变零部件的加工位置,多次装夹极易造成装夹误差,导致加工误差较大,成品质量下降且加工效率低下的问题。
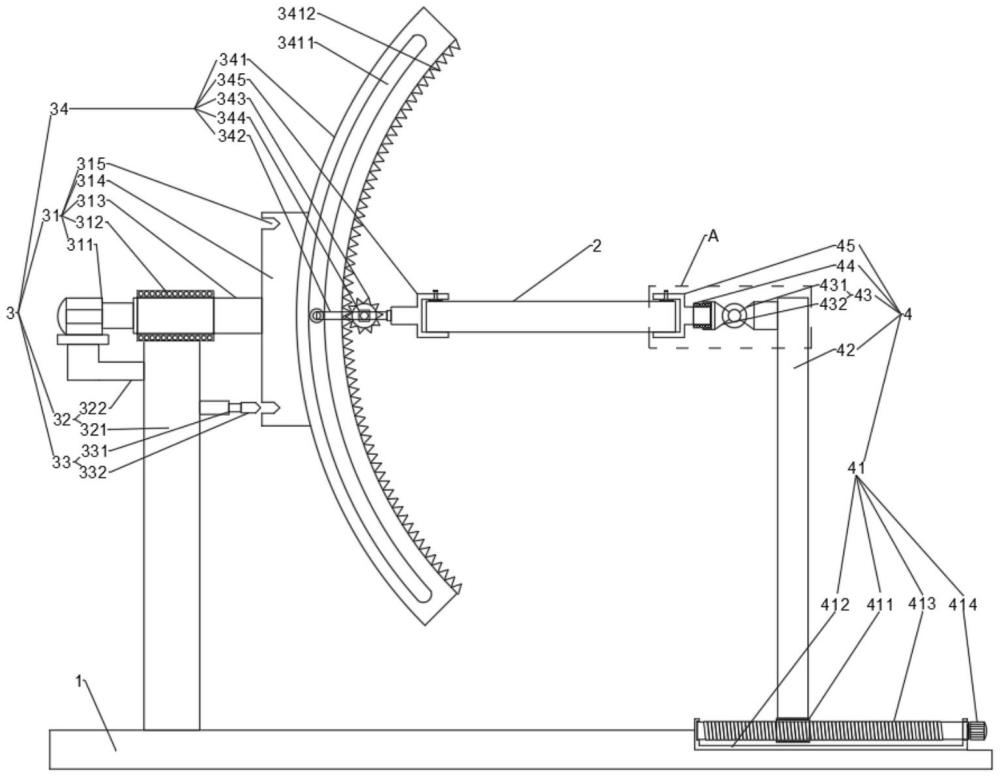
2、本实用新型所采用的技术方案为:一种可调节台座加工角度的夹持装置,包括支撑底座,在所述支撑底座上支撑有能够对夹具台座的两个相对的端部进行夹持限位的第一驱动支撑组件和第二转动支撑组件,所述第一驱动支撑组件包括旋转驱动机构、第一支撑机构、定位机构和偏转机构,其中,所述第一支撑机构将所述旋转驱动机构支撑在所述支撑底座上,并且所述旋转驱动机构的输出端传动连接有能够对所述夹具台座的侧边进行夹持并带动所述夹具台座进行偏转的所述偏转机构,以使得所述偏转机构按照带动所述夹具台座发生偏转的同时还能够控制所述夹具台座绕所述旋转驱动机构的输出轴的轴线进行旋转的方式改变所述夹具台座的工作位置。
3、根据一种优选的实施方式,所述定位机构按照限定所述旋转驱动机构带动所述偏转机构发生旋转后的工作位置的方式可拆卸地安装在所述第一支撑机构的第一支撑主板面向所述第二转动支撑组件的侧面,所述旋转驱动机构包括驱动电机、支撑轴承和输出轴,所述驱动电机的输出端与所述输出轴共轴线连接,并且所述输出轴远离所述驱动电机的一端通过转动盘与所述偏转机构连接,所述输出轴上转动套设有能够支撑限定其旋转工作的所述支撑轴承,并且所述支撑轴承安装在所述第一支撑主板的轴向上端。
4、根据一种优选的实施方式,所述偏转机构包括弧形轨道、限位件、导轮、驱动件和第一夹持头,其中,所述弧形轨道的两个侧边均开设有能够与所述限位件的端部卡接而限定所述限位件沿所述弧形轨道进行弧线运动的弧线卡槽,并且所述弧形轨道的凹侧沿其所限定的弧线方向设置有能够与导轨啮合的弧线齿条。
5、根据一种优选的实施方式,所述限位件与两个相互平行的所述弧线卡槽连接的两段杆体之间定轴安装所述导轮,以限定所述导轮与所述弧线齿条的啮合状态;在所述限位件上还支撑有能够驱动所述导轮旋转的所述驱动件,所述限位件远离所述弧形轨道的一侧还连接有能够对所述夹具台座进行夹持的所述第一夹持头。
6、根据一种优选的实施方式,所述弧形轨道的凸面与所述转动盘远离所述输出轴的表面贴覆连接,以使得所述转动盘调节所述弧形轨道工作位置。
7、根据一种优选的实施方式,所述驱动电机通过l形辅助支撑杆与所述第一支撑主板远离所述定位机构的表面连接;所述转动盘面向所述定位机构的表面环向间隔开设有若干定位孔。
8、根据一种优选的实施方式,所述定位机构的气缸座可拆卸地安装在所述第一支撑主板的侧面,并且所述气缸座的伸缩输出端连接有能够以跟随其伸缩运动而选择性地插入到所述定位孔中而限定所述旋转驱动机构带动所述偏转机构发生旋转后的工作位置的定位插杆。
9、根据一种优选的实施方式,所述第二转动支撑组件包括平移机构、支撑柱、偏转杆、旋转轴承和第二夹持头,其中,所述平移机构按照能够改变安装在所述支撑底座上的所述第一驱动支撑组件和第二转动支撑组件之间的距离的方式带动所述支撑柱进行平移,所述支撑柱是支撑在所述平移机构的定向滑块上的。
10、根据一种优选的实施方式,所述支撑柱的轴向上端连接有面向所述第一驱动支撑组件的偏转杆,并且所述偏转杆远离所述支撑柱的一端通过旋转轴承与所述第二夹持头连接,所述旋转轴承能够限定所述第二夹持头跟随其所夹持的所述夹具台座发生相对于所述偏转杆的旋转。
11、根据一种优选的实施方式,所述偏转杆包括第一杆体和第二杆体,并且所述第一杆体与第二杆体相互铰接。
12、本实用新型的有益效果是:
13、本技术所设置的第一驱动支撑组件和第二转动支撑组件能够相互配合地对两者共同限定夹持台座的工作位置的多向转动调节,以使得夹持台座能够带动其所夹持限定的零配件直接进行工作位置的改变,以使得零配件的不同表面点位以存在特定倾角的状态进行不同的加工处理,从而使多点位加工处理后的零配件能够满足复合装配的需求。本技术的工位调节方式使得零配件与夹持台座之间的相对位置保持不变的情况下,仅对夹持台座的工位进行变动,即可将零配件进行多工位的加工,以满足复合装配在零部件的结构上的需求。消除了需要对零部件进行多次装夹的调位需求,从而保证零部件与夹持台座在保持相对位置固定的情况下就可以完成零部件工位的调节,从而使零部件的工位的加工精度高,加工质量高,且删减了多余的装夹操作,降低了操作繁琐度,从而提升了加工效率。
14、本技术所设置的第一驱动支撑组件能够可控地带动夹具台座进行轴向旋转和绕定点进行偏转,使得夹具台座能够通过旋转和偏转的方式对其所夹持的零部件的不同侧边进行工位暴露,并且还能够使得平放的零部件转变为倾斜的加工位置,使得相关加工工装能够对零部件进行多工位的多向加工,例如,钻直孔、钻斜孔,正面开槽、侧面开槽等正面加工和斜面加工,以使得在零部件上形成多个相关联的装配位置,从而使其能够用于与多个零配件进行组装的复合装配。本技术所设置的旋转驱动机构能够带动偏转机构和夹具台座进行轴向旋转,已将零部件的不同表面定义为加工正面。定位孔能够与定位机构相配合的方式来对转动盘在旋转后的工位进行限定,从而防止转动盘在旋转控制夹具台座达到指定旋转角度时转动盘发生转动偏差,有效地限定了夹持台座的工作位置,从而保证的加工精度。本技术所设置的偏转机构能够带动夹具台座绕第二转动支撑组件的偏转杆的铰接点进行偏转,以使得夹具台座与其所夹持的零部件处于倾斜的加工位置,从而完成零部件的斜面加工和斜孔加工。
- 还没有人留言评论。精彩留言会获得点赞!