一种转盘式装配工装的制作方法
本技术涉及装配工装,具体为一种转盘式装配工装。
背景技术:
1、目前大部分要求较高的电子工业零件都需要装配相应的螺套来增强零件的性能要求,保证零件在重复拆装的过程中不会轻易失效,同时增加零件的使用寿命。
2、目前传统装配方式一种是用纯手工作业,手持零件,用电批将螺套安装在零件的相应位置,另一种是半自动半手工作业,将零件固定在专用夹具上,使用设备将螺套安装在零件的特定位置,这两种方式相对效率都比较低,而且容易出现漏装配的情况,因此,提出一种转盘式装配工装,用于解决上述背景中提到的问题。
技术实现思路
1、本实用新型的目的在于提供一种转盘式装配工装,以解决上述背景技术中提出的问题。
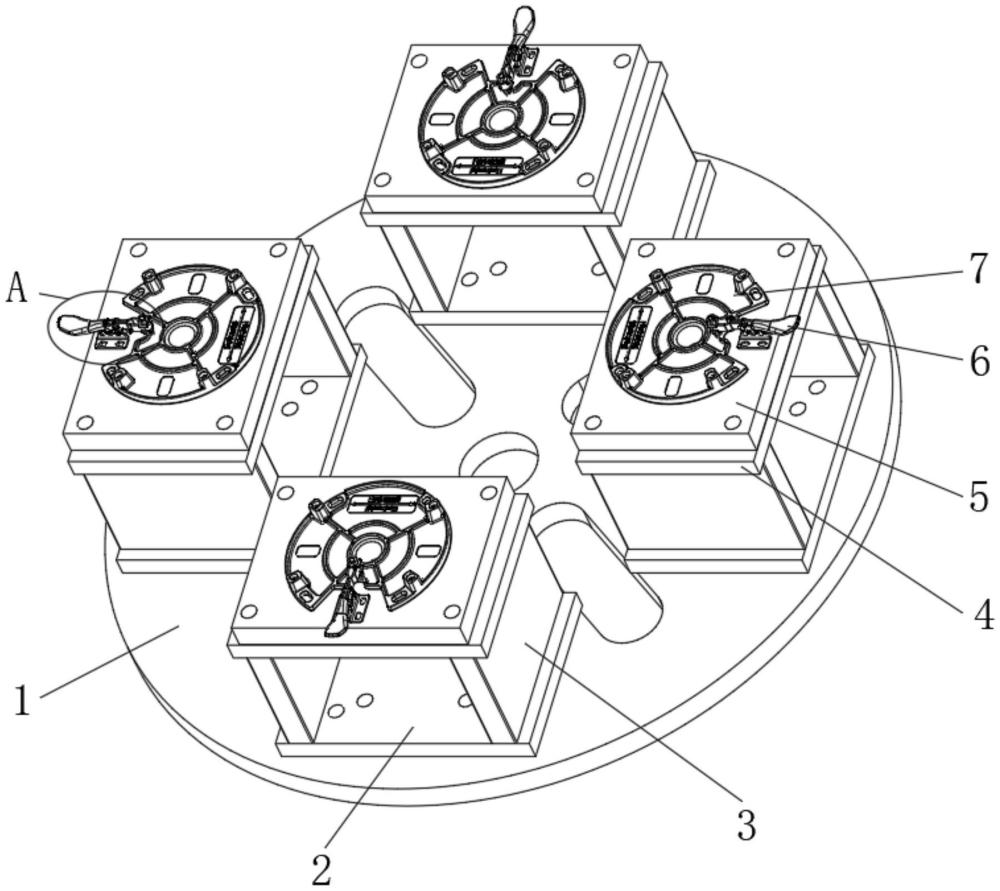
2、为了解决上述技术问题,本实用新型提供如下技术方案:一种转盘式装配工装,包括转盘底板,所述转盘底板底部固定设置有四个夹具底座,四个所述夹具底座顶部均固定设置有两个夹具支撑板,八个所述夹具支撑板顶部均固定连接有夹具顶板,四个所述夹具顶板顶部均固定设置有夹具定位板,四个所述夹具定位板顶部均设置有快速夹,四个所述快速夹内均设置有零件。
3、优选的,所述快速夹包括与所述夹具定位板顶部固定连接的夹具安装板,所述夹具安装板顶部固定设置有快速夹本体,所述快速夹本体一端贯穿螺纹连接有紧固螺栓。
4、将快速夹本体通过夹具安装板与夹具定位板固定连接,保证了快速夹在使用过程中本身位置的稳定性,通过设置紧固螺栓使得可以对零件进行二次紧固作用。
5、优选的,所述转盘底板上开设有定位孔。
6、在转盘底板上开设定位孔,使得可以通过定位孔对转盘底板进行安装和定位操作,提高了工装整体的适用性,方便对工装进行安装和固定。
7、优选的,四个所述夹具底座上均开设有多个定位安装孔,八个所述夹具支撑板均通过定位安装孔与所述夹具底座固定连接。
8、将夹具支撑板通过定位安装孔与夹具底座进行固定安装连接,增加了夹具顶板和夹具定位板的稳定性,同时开设多个定位安装孔方便对夹具支撑板的安装位置进行调整。
9、优选的,四个所述夹具底座在所述转盘底板上呈环形阵列设置。
10、将夹具底座在转盘底板上呈环形阵列设置,使得每个夹具底座的间距保持相等,方便工作使用人员进行零件的放置和拿取操作,避免出现间距过小的现象导致零件之间发生磕碰造成损坏。
11、与现有技术相比,本实用新型提供了一种转盘式装配工装,具备以下有益效果:
12、1、该转盘式装配工装,通过设置夹具底座,夹具支撑板,夹具顶板,夹具定位板和快速夹,使得可以同个设备上实现不同型号的零件的简单切换检测,同时对零件的装夹方式简单方便,能够实现较高的加工效率,可以避免漏装夹而导致产品漏装等品质风险,同时快速夹可以适应不同大小的工件进行装夹,提高了工装适用范围,可以避免不同操作工装夹导致局部位置漏装配,提高了产品的装配效率和品质稳定性。
13、2、该转盘式装配工装,通过设置夹具安装板和紧固螺栓,使得可以在工作使用过程中保证快速夹整体安装工作的稳定性,避免出现零件掉落的现象,同时紧固螺栓可以对零件进行进一步紧固操作,提高了装夹的稳定性。
技术特征:
1.一种转盘式装配工装,包括转盘底板(1),其特征在于:所述转盘底板(1)底部固定设置有四个夹具底座(2),四个所述夹具底座(2)顶部均固定设置有两个夹具支撑板(3),八个所述夹具支撑板(3)顶部均固定连接有夹具顶板(4),四个所述夹具顶板(4)顶部均固定设置有夹具定位板(5),四个所述夹具定位板(5)顶部均设置有快速夹(6),四个所述快速夹(6)内均设置有零件(7)。
2.根据权利要求1所述的一种转盘式装配工装,其特征在于:所述快速夹(6)包括与所述夹具定位板(5)顶部固定连接的夹具安装板(61),所述夹具安装板(61)顶部固定设置有快速夹本体(62),所述快速夹本体(62)一端贯穿螺纹连接有紧固螺栓(63)。
3.根据权利要求1所述的一种转盘式装配工装,其特征在于:所述转盘底板(1)上开设有定位孔。
4.根据权利要求1所述的一种转盘式装配工装,其特征在于:四个所述夹具底座(2)上均开设有多个定位安装孔,八个所述夹具支撑板(3)均通过定位安装孔与所述夹具底座(2)固定连接。
5.根据权利要求1所述的一种转盘式装配工装,其特征在于:四个所述夹具底座(2)在所述转盘底板(1)上呈环形阵列设置。
技术总结
本技术涉及装配工装技术领域,且公开了一种转盘式装配工装,包括转盘底板,所述转盘底板底部固定设置有四个夹具底座,四个所述夹具底座顶部均固定设置有两个夹具支撑板,八个所述夹具支撑板顶部均固定连接有夹具顶板。该转盘式装配工装,通过设置夹具底座,夹具支撑板,夹具顶板,夹具定位板和快速夹,使得可以同个设备上实现不同型号的零件的简单切换检测,同时对零件的装夹方式简单方便,能够实现较高的加工效率,可以避免漏装夹而导致产品漏装等品质风险,同时快速夹可以适应不同大小的工件进行装夹,提高了工装适用范围,可以避免不同操作工装夹导致局部位置漏装配,提高了产品的装配效率和品质稳定性。
技术研发人员:刘健,唐去疾,金亮,陈文强,聂卫东,陈启明
受保护的技术使用者:安镁金属制品(深圳)有限公司
技术研发日:20230818
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!