具有多种弹性纱线的拉伸纱线和织物的制作方法
具有多种弹性纱线的拉伸纱线和织物
[0001]
本申请是申请日为2013年12月30日,申请号为201380074782.7,发明名称为“具有多种弹性纱线的拉伸纱线和织物”的发明专利申请的分案申请。
[0002]
发明背景
发明领域
[0003]
本发明涉及拉伸复合纱线和织物的制造。具体地涉及在一根纱线内包括两组弹性芯纤维的织物和方法。
[0004]
相关技术概述
[0005]
具有弹性复合纱线的拉伸织物在市场上长期存在。织物和衣物制造商通常已知如何制造具有正确质量参数的织物,以得到消费者可接受的织物。在当前可商购获得的织物中,在纱线和织物内仅存在一种弹性纤维系统。一种弹性纤维提供双重功能:拉伸性和恢复性。难以获得具有容易拉伸、高恢复性和低收缩性能的织物。
[0006]
容易拉伸是舒适衣物的一个重要特征。对于更加舒适的衣物而言,当将衣物穿在人身体上并且移动时,织物可容易地拉伸开。它们具有的由衣物施加在身体上的压力低。衣物可被裁减以获得更加流线型的外观,并且能更好地贴合身体,同时穿着者在运动时仍然保持舒适性。可通过低的织物拉伸模量来实现所述性能,这通过使衣物对运动中身体需求的阻力最小化来达成。
[0007]
然而,对于具有低拉伸模量的织物而言,典型的质量问题在于织物在身体一些部位过度拉伸开后不能快速恢复到原始大小和形状,如在膝盖、臀部和腰部,尤其是对于具有高拉伸水平的织物而言。通常,当拉伸模量低时,织物具有低恢复能力。在长时间穿着后,消费者会发现下垂和松弛问题。
[0008]
相比之下,为了得到具有良好恢复性的织物,织物内需要额外的收缩力。可将更高含量或更多强有力的弹性纤维添加至织物。然而,这些织物具有高伸长模量和更高的约束力。消费者在穿着和运动过程中抱怨更高的衣物压力和不舒适的约束。同时,织物具有差的尺寸稳定性。热定型是控制织物收缩的必要处理。衣物舒适性和运动自由性需要织物形状保持和恢复功能做出让步。仍然需要具有容易拉伸、高恢复性和低收缩性能的织物。
[0009]
多年来,复合弹性纱线是众所周知的。例如,通过美国专利号4470250、4998403、7134265、6848151,弹性体纤维如斯潘德克斯(spandex)用相对无弹性的纤维包覆,以便有利于针织或织造的可接受处理,并且提供具有各种最终用途织物的可接受特征的弹性复合纱线。在美国专利申请us 2008/0268734a1和usa 2008/0318485a1中,刚性长丝和弹性长丝一起用作包芯纱内的芯。
[0010]
因此,需要生产拉伸织造物,所述拉伸织造物具有容易拉伸、容易处理、低收缩率、友好的衣物制造,以及优良的恢复能力和低生长率。
[0011]
发明概述
[0012]
一方面包括用于制造被称为双重弹性复合纱线的具有两组不同的弹性芯纤维的复合纱线的方法。同时,还包括双重弹性复合纱线和由所述纱线制成的拉伸织物和衣物。
[0013]
根据所述方法的第一实施方案,将具有不同特性的两组弹性纤维和硬纤维包覆在一起形成复合纱线,其中两组弹性纤维在纱线包覆处理过程中被拉伸至其原始长度的不同牵伸。弹性纤维可为从11分特至560分特的斯潘德克斯裸纱,并且硬纤维的纱线支数为从10分特至900分特。一种合适的硬纱为棉纱。弹性芯纤维i和弹性芯纤维ii独立地选自弹性体或非弹性体纤维。
[0014]
根据所述方法的第二实施方案,将具有不同特性的两组弹性纤维(弹性芯纤维i和弹性芯纤维ii)和硬纤维包覆在一起形成复合纱线,其中两组弹性纤维具有不同的聚合物组成并且具有不同的应力-应变行为。弹性纤维可为从11分特至560分特的斯潘德克斯裸纱,并且硬纤维的纱线支数为从10分特至900分特。一种合适的硬纱为棉纱。
[0015]
根据所述方法的第三实施方案,将两组不同的弹性芯纤维(弹性芯纤维弹性i和弹性芯纤维ii)和硬纤维包覆在一起形成复合纱线,其中至少一组弹性芯纤维为预先包覆的弹性纱线。另一组弹性芯纱线可为裸露的斯潘德克斯或预先包覆的弹性纱线。斯潘德克斯裸纱纤度为从11分特至560分特,并且硬纤维的纱线支数为从10分特至900分特。一种合适的硬纱为棉纱。
[0016]
根据所述方法的第四实施方案,将两组不同的弹性芯纤维和硬纤维包覆在一起形成复合纱线,其中至少一种弹性芯纤维为非弹性体拉伸纤维。另一组弹性芯纱线可为裸露的弹性体,如斯潘德克斯。斯潘德克斯裸纱纤度为从11分特至560分特,并且硬纤维的纱线支数为从10分特至900分特。一种合适的硬纱为棉纱。
[0017]
通过使用由这些替代方法中的一种产生的双重弹性纱线制成织物。在织物的至少一个方向上使用双重弹性纱线。可使用任何形式的织物,包括织造物、圆形针织物、经编针织物和窄幅织物。进一步处理可包括煮练、漂白、染色、干燥、防缩皱整理、烧毛、退浆、丝光处理,以及所述步骤的任何组合。所产生的拉伸织物可形成衣物。
[0018]
附图简述
[0019]
详述将参考以下附图进行,其中相同的标号代表相同的元件,并且其中:
[0020]
图1示出具有两种弹性芯的包芯纱。
[0021]
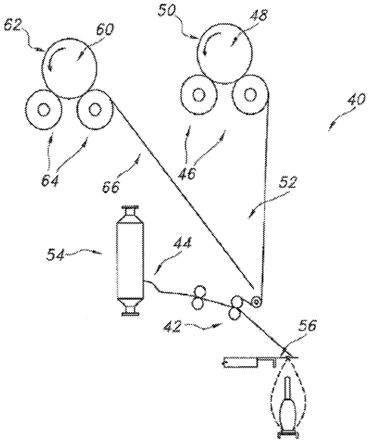
图2为具有用于两种裸露弹性纤维的两个牵伸装置的包芯纺纱设备的示意性描述。
[0022]
图3为包括具有加重辊的两个牵伸装置的包芯纺纱设备的示意性描述。
[0023]
图4为具有用于一种裸露弹性纤维和一种预先包覆的弹性纱线的两个牵伸装置的包芯纺纱设备的示意性描述。
[0024]
发明详述
[0025]
弹性体纤维通常用于在织造织物和衣物中提供拉伸和弹性恢复。“弹性体纤维”为连续长丝(任选的聚集的多丝)或多个长丝,不含稀释剂,其具有与任何卷曲无关的超过100%的断裂伸长率。弹性体纤维在(1)拉伸至其两倍长;(2)保持一分钟;并且(3)释放时,在被释放的一分钟内收缩至小于其原始长度的1.5倍。如本说明书文本中所使用的,“弹性体纤维”是指至少一种弹性体纤维或长丝。所述弹性体纤维包括但不限于橡胶长丝、双成分长丝和弹性聚醚酯(elastoester)、lastol以及斯潘德克斯。
[0026]“斯潘德克斯”为制造的长丝,其中长丝形成物质是由至少85重量%的嵌段聚氨酯组成的长链合成聚合物。
[0027]“弹性聚醚酯”为制造的长丝,其中成纤物质是由至少50重量%的脂族聚醚和至少35重量%的聚酯组成的长链合成聚合物。
[0028]“双成分长丝”连续长丝或包括至少两种沿着长丝的长度彼此粘附的聚合物,每种聚合物属于不同的一般种类,例如,弹性体聚醚酰胺芯和具有叶瓣或翼的聚酰胺皮。
[0029]“lastol”为交联的合成聚合物的纤维,具有低但是显著的结晶度,由至少95重量%的乙烯和至少一种其它烯烃单元组成。此种纤维具有弹性并且基本上耐热。
[0030]“聚酯双组分长丝”是指包括沿着纤维的长度彼此紧密粘附的一对聚酯的连续长丝,以使得纤维横切面为例如并列的偏心皮-芯或其它合适的横截面,由其可产生有用的卷曲。用此种长丝如elasterell-p、ptt/pet双组分纤维制成的织物具有优良的恢复特征。
[0031]“非弹性体弹性纤维”是指不含有弹性体纤维的拉伸长丝。然而,所述纱线的可恢复拉伸率必须高于20%,如通过astm d6720方法所测试的,如纹理化ppt拉伸长丝、纹理化pet拉伸长丝、双组分拉伸长丝纤维,或pbt拉伸长丝。
[0032]“预先包覆的弹性纱线”为在包芯纺纱工艺之前,由硬纱围绕、与硬纱捻合或与硬纱交络的一种纱线。包括弹性体纤维和硬纱的预先包覆的弹性纱线在本说明书文本中还称为“预先包覆的纱线”。硬纱包覆用于保护弹性体纤维在纺织工艺期间不被磨损。所述磨损可导致弹性体纤维的断裂,以及相继的工艺中断和不希望的织物不均匀性。此外,包覆有助于稳定弹性体纤维的弹性行为,以使得与裸露的弹性体纤维相比,在纺织工艺期间可更均匀地控制预先包覆的弹性纱线的伸长。预先包覆的纱线还可增加纱线和织物的拉伸模量,这有助于改善织物恢复能力和尺寸稳定性。
[0033]
预先包覆纱线包括:(a)用硬纱单包缠的弹性体纤维;(b)用硬纱双包缠的弹性体纤维;(c)用短纤维连续包覆(即,包芯纺纱(corespun或core-sρinning))弹性体纤维,随后在卷绕过程中捻合;(d)用喷气流将弹性体和硬纱交络并缠结在一起;以及(e)将弹性体纤维和硬纱捻合在一起。
[0034]“双重弹性复合纱线”为包括由硬质短纤维皮包覆的具有单纱的两组弹性芯纤维的复合纱线。术语“双重弹性纱线”在本说明书中可互换使用。
[0035]
一些实施方案的拉伸纤维包括在纬向上的双重弹性包芯纱。在一些实施方案中,获得具有出乎意料的高恢复特性的织物,特别是高拉伸织物。这是通过使用含有具有不同拉伸特性的两种不同弹性纤维的包芯纱达成的。本领域的技术人员将认识到,在期望纬向拉伸的情况下,织物可在纬向上包括具有双重弹性纤维的所述包芯纱。
[0036]
如图1所示,根据本发明的双重弹性纱线8将必须包括两种弹性长丝芯:弹性芯i(4,图1中)和弹性芯ii(6,图1中)。弹性芯长丝优选地沿着其整个长度由包括纺织的短纤维的纤维皮2环绕。
[0037]
图2示出代表性的包芯纺纱设备40的一个实施方案。两个单独的纤维牵伸装置46和64被安装在机器上。在包芯纺纱处理过程中,弹性芯长丝i 48和弹性芯长丝ii 60分别放置在传输辊46和64上,并且与硬纱组合以形成复合包芯纱。来自管48和管60的芯弹性长丝在箭头50和62的方向上通过正向驱动的进料辊46和64的动作而退绕。进料辊46和64用作管48和管60的支架,并且以预先确定的速度传输纱线52和66的弹性纤维。
[0038]
硬纤维或纱线44从管54上退绕以在前辊组42处与弹性芯长丝52和66汇合。组合的弹性芯长丝52、66和硬纤维44在纺纱装置56处包芯在一起。
[0039]
弹性芯长丝i 52和弹性芯长丝ii 66在其进入前辊42之前被拉伸(牵伸)。通过进料辊46或64与前辊42之间的速度差拉伸弹性长丝。前辊42的传输速度大于进料辊46和64的速度。调节进料辊46和64的速度,以得到所需的牵伸或拉伸比。
[0040]
拉伸比与非拉伸纤维相比通常为1.01x倍至5.0x倍(1.01x至5.0x)。过低的拉伸比将导致具有龇出外露的低质量纱线和非居中的弹性长丝。过高的拉伸比将导致弹性长丝的破损和芯空隙。
[0041]
图3示出代表性的包芯纺纱设备40的另一个实施方案。弹性芯i为裸露的弹性长丝48,而弹性芯ii 12为预先包覆的弹性纱线。来自管12的弹性芯ii在箭头62的方向上通过正向驱动的进料辊64的动作而退绕。加重辊66用于维持弹性芯ii与进料辊64之间的稳定接触,以便以预先确定的速度传输纱线68的弹性芯ii。图3的其它元件如图2所示。
[0042]
图4示出代表性的包芯纺纱设备40的另一个实施方案。弹性芯i为裸露的弹性长丝48,而弹性芯ii 12为预先包覆的弹性纱线。来自管12的弹性芯ii从端部取下,接着穿过张力控制装置和导向杆。拉力装置用于将纱线拉力稳定保持在预先确定的水平。裸露弹性纤维的拉伸比与非拉伸纤维相比通常为1.01x倍至5.0x倍(1.01x至5.0x)。图4的其它元件如图2所示。
[0043]
根据所述方法的某一实施方案,将具有不同特性的两种弹性纤维和硬纤维包覆在一起形成复合纱线,其中两种弹性纤维在纱线包覆过程中被拉伸至其原始长度的不同牵伸。两种弹性纤维的牵伸可在牵伸1.01x倍至5.0x倍之间选择。对于具有不同纤度或不同长丝数量的两种芯弹性纤维而言,弹性芯i和弹性芯ii的拉伸比可彼此不同,这取决于弹性纤维性能和织物质量需要。在很多情况下,将一个芯牵伸得较多以提供高拉伸性能,而另一个芯被拉伸得较少以为织物提供低收缩性和高恢复能力。
[0044]
在常规织物中,如果没有使用热定型来“定型”斯潘德克斯,那么织物可具有高收缩率、过多的织物重量,以及过度伸长率,这可导致消费者的负面体验。织物整理过程期间的过度收缩在处理和家庭洗涤过程中可在织物表面上导致折痕。以这种方式产生的折痕通常将很难通过熨烫去除。
[0045]
通过在一个弹性芯纤维中使用低牵伸,可避免工艺中的高温热定型步骤。这种新工艺可减少对特定纤维(即,棉)的热损害,并且因此可改善成品织物的手感。一些实施方案的织物可在没有热定型步骤的情况下制备,包括织物将被制成衣物的情况。作为另一个优点,热敏性硬纱可在新工艺中用于制造弹性衬衫织物,因此增加不同和改进产品的可能性。此外,更短的工艺对织物制造商而言具有生产率益处。
[0046]
意外地发现,具有两种不同的弹性芯纤维的包芯纱比由具有相同纤度的单芯弹性长丝制成的包芯纱具有更高的拉伸率和恢复能力。例如,具有30d/3长丝斯潘德克斯加上40d/4长丝斯潘德克斯的两种芯的包芯纱在相同牵伸下比由70d/5长丝纱线的单芯线制成的包芯具有更大的恢复能力。因此,我们可通过使用相同含量的斯潘德克斯制造具有更高拉伸率和更高恢复能力的包芯纱。
[0047]
具有不同特性的两种弹性纤维可使用并且与硬纤维皮包覆在一起,以形成复合纱线,其中两种弹性纤维可具有不同的聚合物组成,并且具有不同的应力-应变行为。一个实例是在一个包芯纱内一起使用具有不同热定型效率的两种斯潘德克斯纤维,如标准的斯潘德克斯纤维t162c和易定型纤维t562b。织物可在高于易定型
纤维热定型温度但是低于标准的纤维热定型温度的温度下热定型。因此,织物仅被部分热定型,这提供可接受的织物收缩性,同时提供良好的拉伸率和生长率。
[0048]
另一个实例为含有具有高拉力模量的弹性芯i和具有低拉力模量的弹性芯ii的包芯。弹性芯i为织物提供高恢复能力和低织物生长率,而具有低模量的弹性芯ii为织物提供容易拉伸、较低收缩性,从而得到具有容易拉伸、高保持力和高尺寸稳定性的织物。具有不同化学组成的弹性纤维还可与一种包芯纱,如聚烯烃弹性纤维lastol和斯潘德克斯组合在一起。斯潘德克斯纤维提供高恢复能力,而lastol纤维赋予良好的耐热性和较低的收缩性能。
[0049]
弹性芯i和弹性芯ii的组合可为弹性裸纤维加上弹性裸纤维;或者弹性裸纤维加上预先包覆的弹性纱线,或者预先包覆的弹性纱线加上预先包覆的弹性纱线。裸露的弹性纤维可为约11分特至约444分特(纤度-约10d至400d),包括11分特至约180分特(纤度10d至约162d)。
[0050]
预先包覆的弹性纱线包括多种类型,如用硬纱单包缠弹性体纤维;用硬纱双包缠弹性体纤维;用短纤维连续包覆(即,包芯纺纱)弹性体纤维,随后在卷绕过程中捻合;用喷气流将弹性体和硬纱交络并缠结在一起;以及将弹性体纤维和硬纱捻合在一起。优选的预先包覆的弹性纱线为具有纹理化聚酯和尼龙长丝的斯潘德克斯喷气流包覆的纱线,如具有50d至150d聚酯空气包覆纱线的40d或70d斯潘德克斯。预先包覆的弹性纱线在包芯纱处理之前在单独的机器中制成。
[0051]
预先包覆的弹性纱线可以任何需要的量存在,例如基于总的双重弹性纱线重量计从约5重量%至约35重量%。预先包覆纱线的线性密度的范围为从约15但尼尔(16.5分特)至约900但尼尔(990分特),包括从约30但尼尔至300但尼尔(33分特至330分特)。当预先包覆的纱线与总的双重弹性纱线之间的纱线纤度比低于35%时,织物不具有大量的龇出外露。在整理过程之后,包括在预先包覆的纱线中的两种弹性芯纤维是看不见摸不着的。
[0052]
裸露的弹性纤维(在包覆以形成预先包覆的纱线之前)的纤度可为约11分特至约444分特(纤度-约10d至约400d),包括11分特至约180分特(纤度10d至约162d)。在预先包覆处理过程中,在1.1x至6x其原始长度之间牵伸弹性纤维。在预先包覆时,弹性纤维用一根或多根硬纱预先包覆,其中硬纱纤度为从10但尼尔至600但尼尔。
[0053]
弹性芯纤维i和弹性芯纤维ii的另一个组合可为一组弹性裸露纤维加上另一组非弹性体弹性纤维。非弹性体弹性纤维可为纹理化pet拉伸长丝、纹理化ppt拉伸长丝、双组分纤维或pbt拉伸纤维。令人惊讶地发现,当使用具有高于20%的可恢复拉伸率的非弹性体弹性纤维作为弹性芯纤维之一时,包芯纱线和织物的性能明显改变。织物具有高拉伸率和高恢复能力。非弹性体弹性纤维的线性密度的范围可为从约15但尼尔(16.5分特)至约450但尼尔(495分特),包括从约30但尼尔至150但尼尔(33分特至165分特)。当纤度过高时,织物可具有大量的龇出外露。
[0054]
双重弹性包芯纱内弹性体纤维含量基于纱线的重量计在约0.1%至约20%之间,包括从约0.5%至约15%,以及约5%至约10%。织物内的弹性体纤维含量基于总织物重量计可为约0.01重量%至约10重量%,包括从约0.5重量%至约5重量%。
[0055]
双重弹性纱线中的短皮纤维(staple sheath fiber)可为天然纤维,如棉、羊毛或
亚麻。它们还可为短的人造或合成纤维,为单一组分的聚(对苯二甲酸乙二醇酯)和聚(对苯二甲酸丙二醇酯)纤维、聚己内酰胺纤维、聚(己二酰己二胺)纤维、丙烯酸纤维、变性腈纶、醋酸纤维、人造丝纤维、尼龙及其组合。
[0056]
所述双重弹性纱线可用于制造其上可应用各种织造图案的拉伸织物,包括平纹、府绸、斜纹、牛津纺、小提花、棉缎、缎纹及其组合。一些实施方案的织物可在经向或/和纬向上具有从约10%至约45%的伸长率。织物可在洗涤后具有约15%或更小的收缩率。拉伸织造织物可具有优良的棉手感。衣物可由本文所述的织物制成。
[0057]
经纱线可与纬纱线相同或不同。织物可仅纬向拉伸,或其可双向拉伸,其中有用的拉伸和恢复特性表现在经向和纬向两个方向上。
[0058]
可使用喷气织机、剑杆织机、片梭织机、喷水织机和有梭织机。染色和整理过程在生产令人满意的织物中非常重要。织物可在连续范围工艺和匹染喷射工艺(piece dye jet process)中进行整理。在连续整理车间和匹染工厂中存在的常规设备通常足够进行处理。标准的整理过程顺序包括准备、染色和整理。在准备和染色过程中,包括烧毛、退浆、煮练、漂白、丝光处理和染色的用于弹性织造物的标准处理方法通常是令人满意的。
[0059]
分析方法:
[0060]
纱线可恢复拉伸率
[0061]
在实施例中使用的弹性纤维的可恢复拉伸率测量如下。利用摇绞纱机,以约0.1克/但尼尔(0.09dn/tex)的张力,将每个纱线样品形成为5000+/-5总但尼尔(5550分特)的绞纱。使绞纱在70
°
f(+/-2
°
f)(21℃+/-1℃.)和65%(+/-2%)相对湿度下调理至少16小时。将绞纱基本上竖直悬挂在支架上,将6mg/den(5.4mg/dtex)重物(例如,对于5550分特绞纱为30克)悬挂在绞纱的底部,允许加重的绞纱达到平衡长度,并且测量绞纱的长度,精确到1mm并且记录为“cb”。为了进行耐久性测试,将5.4mg/dtex重物留在绞纱上。接下来,将1030克重物(206mg/d;185.4mg/dtex)悬挂在绞纱底部,并且测量绞纱的长度,精确到1mm并且记录为“l
b”。
[0062]
移除1030g重物,并且接着将绞纱浸入到沸水中,在100℃的水中10分钟,之后从水中取出绞纱并且如上调理16小时。该步骤设计成模拟商业化织物松弛过程,这是产生织物拉伸的一种方式。如上测量绞纱的长度,并且将其长度记录为“c
a”。将1030克重物再次悬挂在绞纱上,并且如上测量绞纱长度并且记录为“l
a”。根据式cc
a
=100x(l
a-c
a
)/l
a
计算松弛后的纱线可恢复拉伸率(百分比)“cc
a”。根据式cs(%)=100x(l
b-l
a
)/l
b
计算纱线收缩率。
[0063]
织造织物伸长率(拉伸率)
[0064]
在一个或多个织物拉伸方向上在特定负荷(即,力)下评估织物的伸长率%,所述织物伸长方向是复合纱线的方向(即,纬向、经向,或纬向和经向)。从织物中切下尺寸为60cmx6.5cm的三个样品。长尺寸(60cm)对应于拉伸方向。将样品部分拆散,以将样品宽度减小至5.0cm。然后使样品在20℃+/-2℃和65%+/-2%的相对湿度下调理至少16小时。
[0065]
在距离样品端部6.5cm处横跨每个样品的宽度制备第一基准。在距离第一基准50.0cm处横跨样品宽度制备第二基准。从第二基准至样品的另一端的多余织物用于形成和缝制环,金属销可插入所述环中。接着将凹口切隔成环,以使得可将重物附接至金属销。
[0066]
夹紧样品非环端,并且竖直悬挂织物样品。将17.8牛顿(n)重物(4lb)穿过悬挂的织物环附接至金属销,以使得织物样品被重物拉伸。通过允许样品被重物拉伸三秒来“锻
炼”样品,然后通过举起重物手动释放力。该循环进行三次。接着允许重物自由悬挂,从而拉伸织物样品。当织物在负荷下时,测量两个基准之间的距离(以毫米计),并且该距离被指定为ml。基准之间的原始距离(即,未拉伸距离)被指定为gl。每个单独样品的织物伸长率%如下进行计算:
[0067]
伸长率%(e%)=((ml-gl)/gl)x100
[0068]
取三个伸长率结果的平均值作为最终结果。
[0069]
织造织物生长率(未恢复拉伸率)
[0070]
在拉伸后,没有生长的织物将精确地恢复到其拉伸前的原始长度。然而,拉伸织物通常将不完全恢复,并且在延长拉伸后将稍微变长。长度上的这种略微增加称为“生长”。
[0071]
上述织物伸长率测试必须在生长率测试之前完成。仅测试织物的拉伸方向。对于双向拉伸织物而言,对两个方向进行测试。从织物中切下各自为55.0cm x 6.0cm的三个样品。这些不同于在伸长率测试中使用的样品。55.0cm的方向应对应于拉伸方向。将样品部分拆散,以将样品宽度减小至5.0cm。样品在如以上伸长率测试中的温度和湿度下调理。横跨样品的宽度画出精确相隔50cm的两个基准。
[0072]
使用来自伸长率测试的已知伸长率%(e%)计算在80%的该已知伸长率下的样品长度。计算为:
[0073]
在80%下的e(长度)=(e%/100)x0.80x l,
[0074]
其中l为基准之间的原始长度(即,50.0cm)。将样品的两端夹紧,并且拉伸样品直到基准之间的长度等于l+如上计算的e(长度)。所述拉伸维持30分钟,时间过后释放拉伸力,并且允许样品自由悬挂并且松弛。60分钟之后,如下测量生长率%:
[0075]
生长率%=(l2 x 100)/l,
[0076]
其中l2为松弛后样品基准之间的长度增加,并且l为基准之间的原始长度。测量每个样品的所述生长率%,并且取结果的平均值来确定生长数。
[0077]
织造织物收缩率
[0078]
在洗涤之后测量织物收缩率。将织物在如伸长率和生长率测试中的温度和湿度下进行第一调理。然后从织物中切下两个样品(60cm x 60cm)。在远离织边至少15cm处采集样品。在织物样品上标记出40cm x 40cm的四个边的框。
[0079]
在具有样品和负载织物的洗衣机中洗涤样品。总的洗衣机负载为2kg的空气干燥材料,并且不超过一半的洗涤由测试样品组成。洗涤衣物在40℃的水温和旋转下轻柔洗涤。使用1g/l至3g/l的清涤剂量,这取决于水的硬度。将样品放置在平坦的表面上直到干燥,然后将样品在20℃+/-2℃和65%+/-2%rh的相对湿度下调理16小时。
[0080]
然后通过测量标记之间的距离在经向和纬向上测量织物样品收缩率。如下计算洗涤后的收缩率c%:
[0081]
c%=((l1-l2)/l1)x 100,
[0082]
其中l1为标记之间的原始距离(40cm),并且l2为干燥之后的距离。取样品的平均值,并且报道纬向和经向。负收缩率数字反映出膨胀,在一些情况下由于硬纱行为,这是可能的。
[0083]
织物重量
[0084]
将织造织物样品用10cm尺寸的模具进行模具冲压。将每个切割出的织造织物样品
称重,以克计。然后将“织物重量”计算为克/平方米。
实施例:
[0085]
以下实施例证实本发明以及其用于制造各种织物的能力。本发明能够具有其它且不同的实施例,并且其若干细节能够在不脱离本发明的范围和精神的情况下在各种明显的方面进行修改。因此,实施例应被视为在本质上是说明性的而不是限制性的。
[0086]
对于以下斜纹粗棉布织物实施例中的每一个而言,使用100%棉开口端短纤纱或环锭纺纱作为经纱。对于斜纹粗棉布织物而言,其包含两种支纱(count yarn):具有不规则布置图案的7.0ne oe纱线和8.5ne oe纱线。在整经之前,将纱线以绳的形式靛蓝染色。然后,设置其大小并进行织造整经。对于底部重量织物而言,经纱为20ne 100%棉环锭短纤纱。设置其大小并进行织造整经。
[0087]
表1列出具有一种传统弹性芯长丝的包芯纱和含有两组弹性芯的创新纱线的四个实施例。
[0088]
使用具有双重弹性芯纤维的若干包芯纱作为纬纱。在芯内使用各种弹性芯纤维,包括裸露的斯潘德克斯、预先包覆的聚酯/斯潘德克斯纤维或预先包覆的尼龙/斯潘德克斯纱线。表2列出用于制造每个实施例的包芯纱的材料和处理方式。表3示出每种织物的详细织物结构和性能概要。斯潘德克斯可购自invista,s.
á
.r.l.,wichita,ks。例如,在标题为斯潘德克斯的列中,40d是指40但尼尔;3.5x是指由包芯纺纱机施加的的牵伸(机器牵伸)。在标题为“刚性皮纱线”的列中,20’s为通过英制棉纱支数系统(english cotton count system)测量的短纤纱的线性密度。表1和表2中的其余条目清楚标记。
[0089]
随后使用表2中的每个实施例的包芯纱制造拉伸织造织物。表3概述了在织物中使用的纱线、织造图案,以及织物的质量特征。下面给出实施例中每一个的一些附加注释。除非另作说明,织物在但尼尔喷气流或剑杆织机上织造。织机速度为500纬纱/分钟。织物在织机和坯布状态的宽度分别为约76英寸和约72英寸。织机具有双重织造整经能力。
[0090]
实施例中的每个坯布织物通过抖动式染色机(jiggle dye machine)进行整理。每个织造织物在49℃下用3.0重量%64(sybron inc.)预先煮练10分钟。然后,在71℃下用6.0重量%(dooley chemicals.llc inc.)和2.0重量%lfh(e.i.dupont co.)退浆30分钟,并且接着在82℃下用3.0重量%64、0.5重量%lfh和0.5重量%磷酸三钠煮练30分钟。织物整理之后,在160℃下在拉幅机中干燥1分钟。
[0091]
[0092]
[0093][0094]
示例性纱线a:具有一种弹性芯纤维的典型的包芯纱。
[0095]
这不是创新纱线。所述包芯纱为具有由棉皮包覆的一种40d斯潘德克斯
纤维的16ne。在包覆处理过程中,纤维的牵伸为3.5x。棉捻合水平tm为每英寸18股数。所述纱线在煮沸后具有17.71%可恢复拉伸率。
[0096]
示例性纱线b:具有两种芯弹性纤维的包芯纱
[0097]
包芯纱为具有由棉皮包覆的两组斯潘德克斯纤维的16ne。弹性芯i纤维为20d t162b,并且弹性芯ii纤维也为20d t162b。弹性纤维的总纤度为40但尼尔。在包覆处理过程中,纤维的牵伸为3.5x。棉捻合水平tm为每英寸18股数。因此,所述包芯纱具有与示例性纱线a相同的结构,包括纱线支数、纤维纤度和纱线捻合水平,除了具有2组芯弹性长丝而不是包芯纱的一端。此种纱线的可恢复拉伸率为20.63%,比样品a中的纱线高2.92单位百分比。这意味着具有两组长丝芯的纱线在相同斯潘德克斯的含量下比具有一组长丝芯的纱线具有更高的可恢复拉伸率。这样,创新纱线可通过使用相同量的弹性纤维为织物提供高拉伸率和高恢复能力。
[0098]
示例性纱线c:具有一种弹性芯纤维的典型的包芯纱。
[0099]
这不是创新纱线。包芯纱为具有由棉皮包覆的一种70d斯潘德克斯纤维的16ne。在包覆处理过程中,纤维的牵伸为3.8x。棉捻合水平tm为每英寸18股数。所述纱线煮沸后具有38.71%可恢复拉伸率,并且纱线具有2.28收缩率。
[0100]
示例性纱线d:具有两种芯弹性纤维的包芯纱
[0101]
包芯纱为具有由棉皮包覆的两组斯潘德克斯纤维的16ne。弹性芯i纤维为30d t162b,并且弹性芯ii纤维为40d t162b。弹性纤维的总纤度为70但尼尔。在包覆处理过程中,两种纤维的牵伸为3.8x。棉捻合水平tm为每英寸18股数。因此,所述包芯纱具有与示例性纱线c相同的结构,除了具有2组芯弹性长丝而不是一组包芯纱。此种纱线的可恢复拉伸率为40.88%,比纱线样品c高2.17单位百分比。这意味着具有两组长丝芯的纱线在相同斯潘德克斯的含量下比具有一组长丝芯的纱线具有更高的可恢复拉伸率。这样,创新纱线可通过使用相同量的弹性纤维为织物提供高拉伸率和高恢复能力。
[0102]
实施例1:典型的拉伸织造底部重量织物
[0103]
这是不根据本发明的比较实施例。经纱为40/2ne支数的环锭短纤纱。纬纱为具有40d包芯纱的20ne棉。牵伸为3.5x。所述纬纱为在典型的拉伸织造卡其织物中使用的典型拉伸纱线。织机速度在纬纱水平每英寸56纬纱下为每分钟500纬纱。表3概述了测试结果。测试结果示出,在整理后,所述织物具有重量(8.95g/m2)、拉伸率(37.6%)、宽度(50.5英寸)、纬向洗涤收缩率(0.91%),以及织物生长率(8.7%)。数据表明拉伸纱线和织物结构的组合导致高织物生长率。
[0104]
实施例2:具有双重弹性纤维的拉伸织物
[0105]
所述样品具有与实施例1相同的织物结构。唯一的差异在于使用含有双重芯弹性纤维的20s纬纱:具有3.5x牵伸的40d纤维和具有1.8x牵伸的40d纤维。经纱为40/2ne环锭棉纱。织机速度在每英寸56纬纱下为500纬纱/分钟。表3概述了测试结果。清楚地示出了该样品具有相似拉伸率但是较低的织物生长水平(6.4%)。因此,通过使用相同纱线内的弹性芯纤维的两个不同牵伸,包覆的纱线和织物可获得不同的特征。例如,弹性芯i纤维中的高牵伸得到具有高拉伸率的织物,而弹性芯ii纤维中的较低牵伸得到具有低生长率、高恢复但是不增加织物收缩率的织物。这样,可产生具有高拉伸率、高恢复性和低收缩率的织物。
[0106]
实施例3:含有双重弹性纤维的拉伸织物
[0107]
所述样品具有与实施例1相同的织物结构。唯一的差异在于在纬纱中使用包芯纱:具有3.5x牵伸的40d t162b纤维和具有3.5x牵伸的40d易定型纤维。经纱为20ne100%棉环锭短纤纱。应用3/1斜纹织造图案。已整理的织物具有重量(9.19g/m2)、在纬向上38.4.0%的拉伸率和7.9%的生长率。清楚地示出,弹性芯ii中的易定型纤维维持织物拉伸水平,同时将织物生长率从实施例1中的8.7%减小至7.9%。
[0108]
易定型纤维可在约170℃下热定型,所述温度比t162b纤维的热定型温度低约20℃。因此,当织物在170℃与190℃之间的温度热定型时,织物部分被热定型。仅易定型纤维被定型,而t162b没有被定型。这样,织物保持更好的拉伸率和恢复性,同时收缩率保持在某一水平之下。
[0109]
实施例4:具有斯潘德克斯和弹性聚烯烃纤维的拉伸织物
[0110]
经纱为7.0ne支数和8.4ne支数混合开口端纱线。在整经之前,将经纱靛蓝染色。纬纱为具有40d t162b斯潘德克斯和40d弹性聚烯烃纤维的16ne包芯纱。纤维和弹性聚酯纤维在包覆处理过程中牵伸3.5x。表3列出织物特性。由所述纱线制成的织物表现出良好的棉手感、良好的拉伸率(47.8%)和良好的恢复性(6.5%生长率)。所有测试结果表明斯潘德克斯和弹性聚烯烃长丝的组合可产生良好的织物拉伸率和生长率。织物没有龇出外露。从织物表面和织物背面都不能看到弹性长丝。
[0111]
与斯潘德克斯相比,弹性聚烯烃纤维或lastol纤维具有较低的恢复能力,但是更好的耐热性、更好的耐化学品性、低织物收缩率和良好的棉触摸手感。含有斯潘德克斯和弹性聚烯烃的织物可提供良好的拉伸率和良好的恢复性,具有更好的耐热性、低收缩率和更好的耐化学品性,如在游泳池中和斜纹粗棉布漂白处理中的耐氯性。
[0112]
实施例5:含有斯潘德克斯和预先包覆的弹性纱线的拉伸织物
[0113]
所述样品具有与实施例1相同的织物结构。差异在于纬向上的包芯纱,所述包芯纱在纱线的芯中含有一种裸露的40d纤维和一种预先包覆的弹性纱线(40d/34f nylon/40d空气包覆纱线)。裸露的40d纤维的牵伸为1.8x,并且预先包覆的弹性纱线中的纤维的牵伸为3.2x。此种织物使用与实施例1中相同的经纱和结构。此外,织造和整理过程与实施例1中的相同。表3概述了测试结果。我们可以看出,所述样品具有良好的拉伸率(35.9%)、良好的纬向洗涤收缩率(0.65%)和良好的织物生长率(5.3%)。织物外观和手感非常优异。在添加预先包覆的弹性纱线(40d/34f nylon/40d纤维ajy yam纱线)之后,织物生长率显著降低。
[0114]
实施例6:含有斯潘德克斯和预先包覆的弹性纱线的拉伸织物
[0115]
所述样品具有与实施例5相同的织物结构。唯一的差别在于包覆处理过程中的40d裸露的纤维的牵伸。裸露的纤维牵伸为3.5x,而在实施例5中为1.8x。织物重量为8.96oz/yd2,并且纬向伸长率为37.8%。织物在纬向上具有非常低的生长率(5.9%)。所述样品还证实添加额外的弹性复合纱线可产生具有低生长率的高性能拉伸织物。双重弹性纱线使得织物生长率从实施例1中的8.7%至5.9%。与实施例5相比,牵伸增加还导致更高的重量和拉伸率。
[0116]
实施例7:含有斯潘德克斯和预先包覆的弹性纱线的拉伸斜纹粗棉布
[0117]
此实施例具有与实施例4相同的经纱和相同的织物结构。经纱为7.0ne支数和
8.4ne支数混合开口端纱线。在整经之前,将经纱靛蓝染色。纬纱为具有40d斯潘德克斯和50d/24f聚酯40d纤维喷气流包覆纱线的16ne包芯纱。牵伸在裸露芯和复合芯中为3.5x和1.8x。所述样品为创新织物。织机速度在纬纱水平每英尺44纬纱下为每分钟500纬纱。表3概述了测试结果。测试结果示出在洗涤后,此种织物具有重量(12.80oz/y2)、纬向上的35.3%纬向拉伸率和3.5%的生长率。
[0118]
实施例8:含有斯潘德克斯和预先包覆的弹性纱线的拉伸斜纹粗棉布
[0119]
此实施例具有与实施例7相同的经纱和相同的织物结构,除了在预先包覆的弹性纱线中的纤维牵伸(实施例8中的2.6x牵伸相对于实施例7中的1.8x牵伸)。表3概述了测试结果。清楚地是与样品7相比,所述样品具有良好的拉伸率(纬向40.4%)。
[0120]
实施例9:具有斯潘德克斯和pbt拉伸纤维的拉伸织物
[0121]
此实施例具有与实施例7和8相同的经纱和相同的织物结构,除了使用50d/26f pbt拉伸纤维作为弹性芯ii纤维之外。所述裸露50d/26f pbt纤维具有用astm d6720方法测试出的40.23%的可恢复拉伸率和3.44%的收缩率。弹性芯i纤维在包覆处理过程中牵伸3.5x。表3列出织物特性。
[0122]
由所述纱线制成的织物表现出良好的棉花手感、良好的拉伸率(40.7%)和良好的恢复性(6.0%生长率)。所有测试结果表明斯潘德克斯和非弹性体拉伸长丝的组合可产生良好的织物拉伸率和生长率。织物没有龇出外露;从织物表面和织物背面都不能看到弹性长丝。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1