一种弹力闪银混纺纱及纺织面料的制作方法
[0001]
本实用新型涉及混纺纱技术领域,尤其涉及一种弹力闪银混纺纱及纺织面料。
背景技术:
[0002]
金银线一般是以聚酯薄膜真空镀铝、外表涂以无色或有色透明涂料,或真空镀铝聚酯薄膜与未镀铝薄膜进行层合,然后再切成扁丝,加上不同颜色涂料,可制成双色金银线或五彩金银线。通过特种工艺还可以制成彩虹线、荧光线。
[0003]
金银线一般成品一般是没有弹性的,弹性拉伸会破坏膜的保护层,造成涂料脱落造成掉色或暗淡没有原来的金属闪亮效果。
技术实现要素:
[0004]
本实用新型的目的在于克服上述不足,提供一种弹力闪银混纺纱及纺织面料。
[0005]
为实现上述目的,本实用新型的技术解决方案是:一种弹力闪银混纺纱,包括相混纺的双组分纱线和芯纱,其中所述双组分纱线至少包括一种长丝,所述双组分纱线包括饰纱和长丝,至少一根长丝作为内包缠绕在所述芯纱上,所述饰纱作为外包缠绕在内包上。
[0006]
优选的,所述至少一根饰纱作为内包缠绕在所述芯纱上,所述长丝作为外包缠绕在内包上
[0007]
优选的,所述芯纱为氨纶。
[0008]
优选的,所述长丝为锦纶、涤纶、腈纶、丙纶、天然纤维纱线中的任意一种或几种。
[0009]
优选的,所述氨纶的牵伸倍数为2-4倍,粗细为140d以上。
[0010]
优选的,所述饰纱为金银丝,粗细为28-90d。
[0011]
一种弹力闪银混纺纱的加工方法,包括如下步骤:
[0012]
步骤1)组合喂入辊从氨纶丝卷中引出氨纶长丝;
[0013]
步骤2)氨纶长丝绕两圈经过预牵伸辊进行预牵伸;
[0014]
步骤3)进行机械包覆机加工,氨纶长丝牵伸双组分纱线均匀加捻包覆到芯纱表层;
[0015]
步骤4)对包覆后的包覆纱进行第二次牵伸,完成包覆的包覆纱在牵伸皮辊的牵引下被送到包覆机的收纱管上缠绕。
[0016]
优选的,步骤3)机械包覆机加工时,芯纱为氨纶,内包为化纤长丝,外包为金银丝,其中金银丝,要经过一个纱线退绕装置辅助,均匀地包覆在完成内层包覆的纱线上。
[0017]
优选的,步骤1)组合辊的喂入速度在2.5~4m/min。
[0018]
优选的,步骤2)中预牵伸倍数为1.6左右。
[0019]
优选的,步骤3)中内层外包纱线捻度在900~1300t/m,外层外包纱线捻度在500~700t/m,包覆牵伸倍数在1.8~4。
[0020]
优选的,步骤4)中第二次牵伸的倍率降低为1.4~2,其缠绕速度2.5~5m/min。
[0021]
一种纺织面料,所述纺织面料包含根据前述方法所述的混纺纱。
[0022]
一种衣物,所述衣物包含根据前述混纺纱。
[0023]
优选的,所述衣物包括休闲服、运动服、工作服、贴身服(如内裤)和成衣(如牛仔裤)、衬衫衣料和中厚面料。
[0024]
通过采用上述的技术方案,本实用新型的有益效果是:通过将氨纶作为芯线、化纤长丝作为内包、金银膜作为外包,采用机械包覆机混纺形成的混纺纱可以保持金银膜的金属闪亮光泽,且相对于普通的金银线具有良好的弹性,解决了普通金银线弹性拉伸会破坏膜的保护层,造成涂料脱落,造成掉色或暗淡没有原来的金属闪亮效果的问题。
附图说明
[0025]
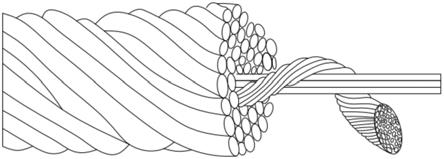
图1为本实用新型实弹力闪银混纺纱的结构示意图;
[0026]
图2为本实用新型实施例中机械包覆机穿纱示意图;
[0027]
图3为本实用新型实施例中上层退绕装置结构示意图。
[0028]
主要附图标记说明:1喂入辊,2滚丝筒,3导丝器,4下层中空锭子,5气圈导丝钩,6上层中空锭子,7引纱辊,8压辊,9往复导丝器,10卷取辊。
具体实施方式
[0029]
为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合具体实施方式对本实用新型进一步详细说明。应当理解,此处所描述的具体实施方式仅仅用以解释本实用新型,但并不用于限定本实用新型。
[0030]
另外,在本实用新型的描述中,需要理解的是,术语“中心”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“轴向”、“径向”、“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
[0031]
[根据本实用新型提供的一种弹力闪银混纺纱]
[0032]
如图1所示,包括相混纺的双组分纱线和芯纱,其中所述双组分纱线至少包括一种长丝,所述双组分纱线包括饰纱和化纤长丝,至少一根化纤长丝作为内包缠绕在所述芯纱上,所述饰纱作为外包缠绕在内包上。
[0033]
[根据本实用新型提供的弹力闪银混纺纱的加工方法]
[0034]
步骤1)组合喂入辊从氨纶丝卷中引出氨纶长丝,组合辊的喂入速度在 2.5~4m/min;
[0035]
步骤2)氨纶长丝绕两圈经过预牵伸辊进行预牵伸,预牵伸倍数为1.6左右;
[0036]
步骤3)进行机械包覆机加工,氨纶长丝牵伸双组分纱线均匀加捻包覆到芯纱表层,内层外包纱线捻度在900~1300t/m,外层外包纱线捻度在500~700t/m,包覆牵伸倍数在1.8~4;进一步,机械包覆机加工时,芯纱为氨纶,内包为化纤长丝,外包为金银丝,其中金银丝,要经过一个纱线退绕装置辅助,均匀地包覆在完成内层包覆的纱线上;
[0037]
步骤4)对包覆后的包覆纱进行第二次牵伸,第二次牵伸的倍率降低为1.4~2,完成包覆的包覆纱在牵伸皮辊的牵引下被送到包覆机的收纱管上缠绕,其缠绕速度2.5~5m/min。
[0038]
[根据本实用新型提供的一种衣物]
[0039]
一种衣物,所述衣物包含上述的弹力闪银混纺纱的衣物。
[0040]
所述衣物包括休闲服、运动服、工作服、贴身服(如内裤)和成衣(如牛仔裤)、衬衫衣料和中厚面料。进一步的,粗厚的可以用于鞋材、沙发窗帘等上。
[0041]
本实施方式中,通过机械包覆机加工弹力闪银混纺纱。
[0042]
所用机台为国产伟峰双包机(电脑数字控制)
[0043]
机台运行数据:氨纶牵伸倍数3.8,下包转速11000rpm,下包捻度1100t/m 上包转速6800rpm、上包捻度680t/m、牵伸倍数:3.8、卷曲放松率:28%
[0044]
实施例1
[0045]
本实施例中sp-210d氨纶作为芯线、色纱p-dty75d/36f/2涤纶高弹丝作为内包、m-01金银膜作为外包。
[0046]
芯线采用牵伸倍速为3的sp-210d氨纶,使得混纺纱具有一定的弹性,如图2 所示,同时将sp-210d氨纶依次穿过喂料辊
→
滚丝筒2
→
导丝器3
→
下层中空锭子 4
→
气圈导丝钩5
→
上层中空锭子6
→
气圈导丝钩5
→
引纱辊7
→
压辊8
→
往复运动导丝器3
→
卷取辊10,内包采用多根色纱p-dty75d/36f/2涤纶高弹丝,使得混纺纱具有一定的弹性和色泽,将p-dty75d/36f/2涤纶高弹丝缠绕在下层中空锭子4,当sp-210d氨纶穿过下层中空锭子4时,p-dty75d/36f/2涤纶高弹丝顺时针缠绕在sp-210d氨纶外圈,并随着sp-210d氨纶同时穿过上层中空锭子6,外包采用 m-01金银膜,使得混纺纱具有金属闪亮效果,将m-01金银膜缠绕在上层中空锭子6,当sp-210d氨纶和色纱p-dty75d/36f/2涤纶高弹丝穿过上层中空锭子6后, m-01金银膜经过一个纱线退绕装置辅助,m-01金银膜逆时针缠绕在 p-dty75d/36f/2涤纶高弹丝外圈,均匀地包覆在完成内层包覆的纱线上,形成混纺纱,并将混纺纱穿过引纱辊7、压辊8、往复运动导丝器3、卷取辊10,卷取定型,形成弹力闪银混纺纱。
[0047]
实施例2
[0048]
本实施例中将sp-210d氨纶作为芯线、m-01金银膜作为内包、色纱 p-dty75d/36f/2涤纶高弹丝作为外包。
[0049]
芯线采用牵伸倍速为3的sp-210d氨纶,使得混纺纱具有一定的弹性,如图2 所示,同时将sp-210d氨纶依次穿过喂料辊
→
滚丝筒2
→
导丝器3
→
下层中空锭子 4
→
气圈导丝钩5
→
上层中空锭子6
→
气圈导丝钩5
→
引纱辊7
→
压辊8
→
往复运动导丝器3
→
卷取辊10,内包采用多根m-01金银膜,使得混纺纱具有金属闪亮效果,将m-01金银膜缠绕在下层中空锭子4,当sp-210d氨纶穿过下层中空锭子4时,m-01金银膜顺时针缠绕在sp-210d氨纶外圈,并随着sp-210d氨纶同时穿过上层中空锭子6,外包采用p-dty75d/36f/2涤纶高弹丝,使得混纺纱具有一定的弹性和色泽,将p-dty75d/36f/2涤纶高弹丝缠绕在上层中空锭子6,当sp-210d氨纶和m-01金银膜穿过上层中空锭子6后,p-dty75d/36f/2涤纶高弹丝经过一个纱线退绕装置辅助,p-dty75d/36f/2涤纶高弹丝逆时针缠绕在p-dty75d/36f/2涤纶高弹丝外圈,均匀地包覆在完成内层包覆的纱线上,形成混纺纱,并将混纺纱穿过引纱辊7、压辊8、往复运动导丝器3、卷取辊10,卷取定型,形成弹力闪银混纺纱。
[0050]
实施例3
[0051]
本实施例中将m-01金银膜作为芯线、sp-210d氨纶作为内包、色纱 p-dty75d/36f/2涤纶高弹丝作为外包。
[0052]
芯线采用m-01金银膜,使得混纺纱具有金属闪亮效果,如图2所示,同时将 m-01金银膜氨纶依次穿过喂料辊
→
滚丝筒2
→
导丝器3
→
下层中空锭子4
→
气圈导丝钩5
→
上层中空锭子6
→
气圈导丝钩5
→
引纱辊7
→
压辊8
→
往复运动导丝器3
ꢀ→
卷取辊10,内包采用牵伸倍速为3的sp-210d氨纶,使得混纺纱具有一定的弹性,将m-01金银膜缠绕在下层中空锭子4,当m-01金银膜穿过下层中空锭子4时, sp-210d氨纶顺时针缠绕在m-01金银膜外圈,并随着m-01金银膜氨纶同时穿过上层中空锭子6,外包采用p-dty75d/36f/2涤纶高弹丝,使得混纺纱具有一定的弹性和色泽,将p-dty75d/36f/2涤纶高弹丝缠绕在上层中空锭子6,当sp-210d氨纶和m-01金银膜穿过上层中空锭子6后,p-dty75d/36f/2涤纶高弹丝经过一个纱线退绕装置辅助,p-dty75d/36f/2涤纶高弹丝逆时针缠绕在p-dty75d/36f/2涤纶高弹丝外圈,均匀地包覆在完成内层包覆的纱线上,形成混纺纱,并将混纺纱穿过引纱辊7、压辊8、往复运动导丝器3、卷取辊10,卷取定型,形成弹力闪银混纺纱。
[0053]
表1:实施例1、实施例2和实施例3弹力闪银混纺纱混纺纱对比
[0054][0055]
在以下的叙述中,使用以下比较方法,
[0056]
织物伸长:在指定负荷(即,力)下,在为复合纱(即,纬纱、经纱或纬纱和经纱)的方向的一或多个织物拉伸方向上,评估织物的伸长率。
[0057]
织物回复:指织物在由于伸长或张应力而变形之后能够回复到其初始长度。其表达为在张力下织物的增加的延伸长度与在伸长或张应力释放之后织物的长度的百分比比率。
[0058]
闪亮程度:指织物的色泽。
[0059]
表2:弹力闪银混纺纱与普通闪银纱、普通混纺纱对比:
[0060][0061]
从表2可以看出,弹力闪银混纺纱的弹性相对于普通闪银纱较高,同时在拉伸长度相同的情况下,弹力闪银混纺纱的恢复长度远远高于普通闪银纱,因此弹力闪银混纺纱相
对于普通闪银纱弹性较高、织物恢复性好。在实施例1,2,3 中,采用本实施例中sp-210d氨纶作为芯线、色纱p-dty75d/36f/2涤纶高弹丝作为内包、m-01金银膜作为外包,即实施例1的技术方案,弹性好,闪亮效果好为最优的技术方案。
[0062]
基于本实施例中的弹力闪银混纺纱的回复性、弹性以及闪亮程度较突出,将其应用至运动鞋、提包以及衣物如休闲服、运动服、工作服、贴身服(如内裤)和成衣(如牛仔裤)、衬衫衣料和中厚面料如沙发窗帘,用以增加织物美观程度。
[0063]
以上所述的,仅为本实用新型的较佳实施例而已,不能限定本实用新型实施的范围,凡是依本实用新型申请专利范围所作的均等变化与装饰,皆应仍属于本实用新型涵盖的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1