牵伸装置、纺纱机以及牵伸辊的制作方法
1.本实用新型涉及牵伸装置、纺纱机以及牵伸辊。
背景技术:
2.作为用于对粗细周期性变化的纱线进行纺纱的牵伸装置,已知有在牵伸辊或者龙带的纤维束的接触面形成有缺口部的装置(例如,参照日本实开昭63-050884号公报、日本特开平05-005229号公报)。
技术实现要素:
3.实用新型要解决的课题
4.在上述那样的牵伸装置中,由于在缺口部未对纤维束施加足够的压力,因此在缺口部纤维束中的纤维的朝向变得不稳定,其结果,存在无法稳定地对粗细周期性变化的纱线进行纺纱的隐患。
5.本实用新型的目的在于提供一种能够进行粗细周期性变化的纱线的稳定纺纱的牵伸装置、纺纱机、纺纱方法以及牵伸辊。
6.用来解决课题的手段
7.本实用新型的牵伸装置具备:第一辊对,具有第一驱动辊和第一从动辊;第二辊对,具有第二驱动辊和第二从动辊;第三辊对,具有第三驱动辊和第三从动辊;以及龙带,架设于第二驱动辊与第二从动辊各自所具有的辊主体的外周面,在纤维束的行进方向上从下游侧起依次配置有第一辊对、第二辊对、以及第三辊对,在第二驱动辊和第二从动辊的至少一方的架设有龙带的外周面上,形成有凹部,凹部形成为,在辊主体的轴向上与架设有龙带的外周面相邻。
8.在该牵伸装置中,在架设有龙带的辊主体的外周面形成有凹部。
9.由此,在维持对纤维束施加了足够的压力的状态的同时,使该压力周期性变化。
10.另外,在辊主体的轴向上,以被架设有龙带的外周面包围的方式形成有凹部。
11.由此,抑制了在辊主体上产生的振动。因此,根据该牵伸装置,能够生成可以进行粗细周期性变化的纱线的稳定纺纱的纤维束。
12.在本实用新型的牵伸装置中,也可以是,凹部形成于辊主体的轴向上的外周面的中央区域。由此,能够使行进的纤维束可靠地产生压力的变化。
13.在本实用新型的牵伸装置中,也可以是,在外周面上,作为凹部,以沿着辊主体的周向排列的方式形成有多个凹部。由此,能够缩短施加于纤维束的压力的变化周期,因此能够生成可以进行粗细以较短的周期变化的纱线的纺纱的纤维束。
14.在本实用新型的牵伸装置中,也可以是,多个凹部呈彼此相同的形状,以沿着辊主体的周向以等间隔排列的方式形成于外周面。由此,能够使施加于纤维束的压力的变化周期缩短且恒定,因此能够生成可以进行粗细以较短且恒定的周期变化的纱线的纺纱的纤维束。
15.在本实用新型的牵伸装置中,多个凹部形成为,辊主体的轴向上的凹部的中心位置在辊主体的轴向上、在多个凹部中成为相同的位置。由此,在辊主体的轴向上,能够使施加于纤维束的压力的变化恒定。
16.在本实用新型的牵伸装置中,也可以是,凹部以沿着辊主体的周向而朝向凹部的中央区域加深的方式形成于外周面。由此,能够像施加于纤维束的压力逐渐减少、又逐渐增加那样,使施加于纤维束的压力缓慢地变化,因此能够生成可以进行粗细缓慢地变化的纱线的纺纱的纤维束。
17.在本实用新型的牵伸装置中,也可以是,凹部由与外周面的切平面平行、且与外周面交叉的面构成。
18.由此,能够容易地将朝向中央区域变深的凹部形成于辊主体的外周面。
19.在本实用新型的牵伸装置中,辊主体也可以由金属形成。由此,能够更可靠地抑制在辊主体上产生的振动。
20.本实用新型的牵伸装置具备:第一辊对,具有第一驱动辊和第一从动辊;第二辊对,具有第二驱动辊和第二从动辊;第三辊对,具有第三驱动辊和第三从动辊;以及龙带,架设于第二驱动辊与第二从动辊各自所具有的辊主体的外周面,在纤维束的行进方向上,从下游侧起依次配置有第一辊对、第二辊对、以及第三辊对,在第二驱动辊和第二从动辊的至少一方的架设有龙带的外周面上,形成有凹部,凹部以从辊主体的轴向上的一方端部侧朝向另一方端部侧沿辊主体的周向延伸的方式倾斜地形成。
21.在该牵伸装置中,在架设有龙带的辊主体的外周面形成有凹部。由此,在维持对纤维束施加了足够的压力的状态的同时,使该压力周期性变化。
22.本实用新型的纺纱机具备:上述牵伸装置;气流纺纱装置,利用旋转空气流对由牵伸装置牵伸过的纤维束加捻而生成纱线;以及卷取装置,卷绕由气流纺纱装置生成的纱线而形成卷装。
23.根据该纺纱机,能够稳定地对粗细周期性变化的纱线进行纺纱。
24.本实用新型的牵伸辊在牵伸装置中被架设有龙带的状态下被使用,其特征在于,该牵伸辊具备辊主体,该辊主体具有供龙带架设的外周面,在外周面上形成有凹部,凹部形成为,在辊主体的轴向上与外周面相邻。
25.根据该牵伸辊,能够生成可以进行粗细周期性变化的纱线的稳定纺纱的纤维束。
26.本实用新型的牵伸辊在牵伸装置中被架设有龙带的状态下被使用,其特征在于,该牵伸辊具备辊主体,该辊主体具有供龙带架设的外周面,在外周面上形成有凹部,凹部以从辊主体的轴向上的一方端部侧朝向另一方端部侧沿辊主体的周向延伸的方式倾斜地形成。
27.根据该牵伸辊,能够生成可以进行粗细周期性变化的纱线的稳定纺纱的纤维束。
28.技术效果
29.根据本实用新型,能够提供一种可以进行粗细周期性变化的纱线的稳定纺纱的牵伸装置、纺纱机、纺纱方法以及牵伸辊。
附图说明
30.图1是一实施方式的纺纱机的侧视图。
31.图2是图1所示的牵伸装置的一部分的侧视图。
32.图3是图2所示的中间顶辊的立体图。
33.图4是图3所示的中间顶辊的横截面图。
34.图5是图3所示的中间顶辊的纵截面图。
35.图6是由图1所示的纺纱机纺出的纱线的主视图。
36.图7是变形例的中间顶辊的主视图。
37.图8是变形例的中间顶辊的主视图。
38.图9是变形例的中间顶辊的主视图。
具体实施方式
39.以下,参照附图对本实用新型的实施方式进行详细说明。另外,在各图中对相同或者相当部分标注相同的附图标记,并省略重复的说明。
40.[纺纱机的构成]
[0041]
如图1所示,纺纱机1具备多个纺纱单元2和多个单元控制器100。多个纺纱单元2排列成一列。各纺纱单元2牵伸纱条(纤维束)s而生成纤维束f,利用旋转空气流对纤维束f加捻而生成纱线y,将纱线y卷绕于筒管b而形成卷装p。各单元控制器100按规定数量(一个或者多个)的纺纱单元2的每个而设置,并控制各纺纱单元2的动作。在纺纱机1中设有作为多个单元控制器100的上位控制器的机体控制装置(省略图示)。
[0042]
以下,将纱条s、纤维束f以及纱线y的行进方向上的上游侧称为“上游侧”,将该行进方向上的下游侧称为“下游侧”。将水平方向中的与多个纺纱单元2的排列方向垂直的方向上的一方侧(例如,作业通道侧)称为“前侧”,将该方向上的另一侧称为“后侧”。将铅垂方向上的上侧称为“上侧”,将铅垂方向上的下侧称为“下侧”。
[0043]
各纺纱单元2具备牵伸装置3、气流纺纱装置4、纱线监视装置5、纱线存积装置6、接头装置7、卷取装置8、第一捕捉引导装置9a、以及第二捕捉引导装置9b。牵伸装置3、气流纺纱装置4、纱线监视装置5、纱线存积装置6、接头装置7以及卷取装置8从上游侧向下游侧依次配置。作为一例,从牵伸装置3至纱线存积装置6的纱条s、纤维束f以及纱线y的行进方向是从前侧朝向后侧的方向,相对于水平方向向上侧倾斜。从纱线存积装置6至卷取装置8的纱线y的行进方向是从下侧朝向上侧的方向,相对于铅垂方向向前侧倾斜。在各纺纱单元2中,纱线y的行进方向在纱线存积装置6处被切换。
[0044]
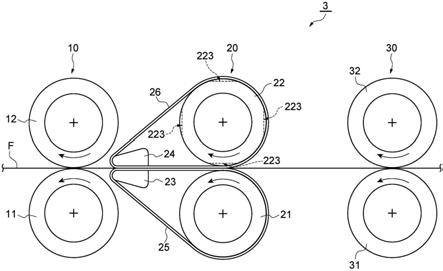
牵伸装置3牵伸纱条s而生成纤维束f。牵伸装置3具有前辊对(第一辊对)10、中间辊对(第二辊对)20、第三辊对(第三辊对)30、以及后辊对40。前辊对10配置于最下游侧。中间辊对20以与前辊对10相邻的方式相对于前辊对10配置于上游侧。第三辊对30以与中间辊对20相邻的方式相对于中间辊20对配置于上游侧。后辊对40以与第三辊对30相邻的方式相对于第三辊对30配置于上游侧。
[0045]
气流纺纱装置4利用旋转空气流对由牵伸装置3牵伸过的纤维束f加捻而生成纱线y。纱线存积装置6通过将纱线y存积于纱线存积辊,从而一边在纱线存积装置6的下游侧吸收在纱线y中产生的张力的变动,一边从气流纺纱装置4中将纱线y稳定地拉出。卷取装置8将由纱线存积装置 6拉出的纱线y卷绕于筒管b而形成卷装p。卷取装置8具有摇架臂8a和卷取滚筒8b。摇架臂8a能够旋转地支承筒管b。卷取滚筒8b与筒管b或者卷装p接触而使筒管b
或者卷装p旋转。在卷取滚筒8b的表面形成有在卷绕纱线y时用于使纱线y横动的横动槽(省略图示)。
[0046]
纱线监视装置5监视行进的纱线y的信息,基于监视到的信息检测纱疵的有无。纱线监视装置5在检测出纱疵的情况下,向单元控制器100发送纱疵检测信号。单元控制器100在接收到纱疵检测信号的情况下,为了切断纱线y,中断由牵伸装置3进行的纤维束f的生成以及由气流纺纱装置4进行的纱线y的生成,并中断纱线y的供给。单元控制器100在接收到纱疵检测信号的情况下,为了切断纱线y,例如也可以使切断器(省略图示)动作。在该情况下,纱线监视装置5也可以具有切断器。
[0047]
接头装置7在纱线y被切断、或者纱线y因某些理由而断开的情况下,进行将来自气流纺纱装置4的纱线y与来自卷装p的纱线y连接起来的接头。接头装置7是利用旋转空气流将纱端彼此捻合的捻接装置。第一捕捉引导装置9a以及第二捕捉引导装置9b能够分别以基端部分为中心而进行转动。第一捕捉引导装置9a在进行接头之前,向下侧转动,从而利用吸引空气流来捕捉来自气流纺纱装置4的纱线y。之后,向上侧转动,从而将来自气流纺纱装置4的纱线y向接头装置7引导。第二捕捉引导装置9b 在进行接头之前,向上侧转动,从而利用吸引空气流来捕捉来自卷装p的纱线y。之后,向下侧转动,从而将来自卷装p的纱线y向接头装置7引导。
[0048]
[牵伸装置的构成]
[0049]
如图1以及图2所示,前辊对10具有前底辊(第一驱动辊)11以及前顶辊(第一从动辊)12。中间辊对20具有中间底辊(第二驱动辊)21以及中间顶辊(第二从动辊、牵伸辊)22。第三辊对30具有第三底辊(第三驱动辊)31以及第三顶辊(第三从动辊)32。后辊对40具有后底辊41以及后顶辊42。
[0050]
在前底辊11与中间底辊21之间配置有第一张力杆23。在中间底辊21 以及第一张力杆23上架设有第一龙带25(龙带)。在前顶辊12与中间顶辊 22之间配置有第二张力杆24。在中间顶辊22以及第二张力杆24上架设有第二龙带26(龙带)。
[0051]
各底辊11、21、31、41通过不同的驱动马达(省略图示),以越是下游侧越快的方式以相互不同的旋转速度旋转。各顶辊12、22、32、42以及第二龙带26通过各底辊11、21、31、41以及第一龙带25而从动旋转。
[0052]
如图3、图4以及图5所示,中间顶辊22具有辊主体221以及辊端部 222。辊主体221呈具有外周面221a以及内周面221b的圆筒形状。辊端部 222呈具有外周面222a以及内周面222b的圆筒形状。辊端部222的外周面 222a的直径比辊主体221的外周面221a的直径小。辊端部222的内周面 222b的直径与辊主体221的内周面221b的直径相等。辊主体221以及辊端部222由金属(例如,铁)一体地形成。另外,第二龙带26(参照图2) 架设于辊主体221的外周面221a。
[0053]
在辊主体221的外周面221a上,以在从辊主体221的轴向d1观察的情况下外周面221a连续的方式形成有多个凹部223。轴向d1是与辊主体 221的旋转中心线平行的方向。在从轴向d1观察的情况下所谓“外周面221a 连续”是指,在从轴向d1观察的情况下,由外周面221a形成圆(不存在缺口、凹陷等的圆)(参照图4)。即,在轴向d1上以与架设有第二龙带26 的外周面邻接的方式形成有凹部223。在本实施方式中,在轴向d1上在凹部223的两旁与外周面邻接。而且,在周向d2上也在凹部223的两侧与外周面邻接。由于这些,凹部223的周围
被外周面所包围。
[0054]
多个凹部223以沿着辊主体221的周向d2排列的方式形成于外周面 221a。周向d2是呈圆柱面状的外周面221a的圆周方向。各凹部223形成于轴向d1上的外周面221a的中央区域。多个凹部223呈彼此相同的形状 (例如,以轴向d1为长度方向的长方形),以沿着周向d2以等间隔排列的方式形成于外周面221a。而且,多个凹部223以在轴向d1上成为相同的朝向的方式形成。由此,在轴向d1上多个相同形状的凹部223形成于辊主体221的相同的位置。各凹部223由面223a构成。面223a是与外周面 221a的切平面tp平行且与外周面221a交叉的面。另外,面223a成为凹部 223的底部。由此,各凹部223的深度沿着周向d2越朝向各凹部223的中央区域越变深。另外,各凹部223也可以不形成于轴向d1上的外周面221a 的中央区域,而设于轴向d1上的端部。在该情况下,也能够以使各凹部 223中的轴向d1上的朝向与中心位置相同的方式形成。
[0055]
[thin thick yarn(细粗纱)的纺纱方法]
[0056]
如以上那样构成的牵伸装置3为了生成能够进行粗细周期性变化的纱线y(所谓的“thin thick yarn(细粗纱)”)的纺纱的纤维束f而使用。作为用于对这样的纱线y进行纺纱的纺纱方法,从牵伸装置3送出的纤维束 f的速度优选为300~700m/分。后辊对40与前辊对10的牵伸比(前辊对10相对于后辊对40的圆周速度)优选为50~500。后辊对40与第三辊对30的牵伸比(第三辊对30相对于后辊对40的圆周速度)优选为2.0~ 4.0。更优选为2.5~3.5。第三辊对30与中间辊对20的牵伸比(中间辊对 20相对于第三辊对30的圆周速度)优选为1.1~3.0。更优选为1.5~2.5。中间辊对20与前辊对10的牵伸比(前辊对10相对于中间辊对20的圆周速度)优选为15~55。更优选为25~45。前辊对10与中间辊对20之间的距离优选为48~49mm。中间辊对20与第三辊对30的距离优选为35~ 45mm。第三辊对30与后辊对40的距离优选为38~47mm。
[0057]
在以上那样的条件下实施纺纱方法的情况下的“与中间顶辊22的各凹部223相关的尺寸”的一例如下。辊主体221的外周面221a的直径优选为 20~30mm。更优选为24~28mm,进一步优选为25.8mm。轴向d1上的辊主体221的长度优选为25~50mm。更优选为35~45mm,进一步优选为 40mm。轴向d1上的各凹部223的长度优选为10~26mm。更优选为15~ 21mm,进一步优选为18mm。周向d2上的各凹部223的长度优选为2mm~ 15mm。更优选为4mm~12mm,进一步优选为5mm~10mm。各凹部223 的最深部的深度优选为0.2mm~3mm。更优选为0.2mm~2mm,进一步优选为0.3mm~0.9mm。
[0058]
在该一例中,四个凹部223沿着周向d2以等间隔排列。另外,在对纤维长为38~40mm的化学纤维进行纺纱的情况下,周向d2上的各凹部223 的长度优选为4~15mm。在对纤维长为22~30mm的天然棉纤维进行纺纱的情况下,周向d2上的各凹部223的长度优选为2~10mm。在对棉混纱进行纺纱的情况下,周向d2上的各凹部223的长度优选为2~15mm。轴向d1上的各凹部223的长度优选比纤维束f通过的区域长,以使纤维束f 的全部能在凹部223内通过。
[0059]
另外,在本实施方式中,从圆柱状的中间顶辊22切下的部分(相当于凹部223的部分)的“与轴向d1垂直的面上的截面形状”为d形状。在该情况下,凹部223的深度与周向d2上的凹部223的长度具有由规定的数学式表示的对应关系(若一方确定则另一方必然确定的关系)。具体而言,凹部223的深度与周向d2上的凹部223的长度具有凹部223越深、周向 d2
上的凹部223的长度越长的关系。在本实施方式中,优选与凹部223的深度相比更重视周向d2上的凹部223的长度地设定凹部223的大小。
[0060]
在通过在以上那样的条件下实施纺纱方法而制造出的纱线y(例如,使用短纤维(切段纤维)纺出的纱线)中,如图6所示,通常粗细的部分 ya、较细的部分yb以及较粗的部分yc周期性地出现。在用uster公司制造的“uster tester 6”对纱线y的粗细进行了测定的情况下,在纱线y中,成立以下关系式。
[0061]
·
部分ya的粗细
×
110%≤部分yc的粗细≤部分ya的粗细
×
200%
[0062]
·
部分ya的粗细
×
10%≤部分yb的粗细≤部分ya的粗细
×
90%
[0063]
·
10mm≤相邻的部分yb以及部分yc的中心间距离≤1m
[0064]
·
20mm≤部分yc出现的周期≤10m
[0065]
若加深凹部223的深度,则施加于纤维束f的压力的变化率变大,因此纱线y的粗细的变化率(部分yb的粗细相对于部分ya的粗细的变化率、部分yc的粗细相对于部分ya的粗细的变化率)变大。若增大周向d2上的凹部223的长度,则相邻的部分yb以及部分yc的长度变大。若使周向 d2上的凹部223的个数增加,则部分yb出现的周期以及部分yc出现的周期变短。因而,通过准备凹部223的形状以及个数中的至少一方相互不同的多种中间顶辊22,能够应对多种纱线y的制造。
[0066]
[作用以及效果]
[0067]
在牵伸装置3中,在架设有第二龙带26的中间顶辊22的外周面221a 形成有凹部223。由此,在维持对纤维束f施加了足够的压力的状态的同时,使该压力周期性变化。另外,以在从轴向d1观察的情况下外周面221a 连续的方式形成有凹部223。由此,抑制了在中间顶辊22的辊主体221中产生的振动。因此,根据牵伸装置3,能够生成可以进行粗细周期性变化的纱线y的稳定纺纱的纤维束f。而且,根据纺纱机1,能够稳定地对粗细周期性变化的纱线y进行纺纱。
[0068]
在牵伸装置3中,在中间顶辊22所具有的辊主体221的外周面221a 形成有凹部223,在中间底辊21所具有的辊主体的外周面未形成凹部。由此,能够不实施特别控制等地使施加于纤维束f的压力的变化周期恒定,因此能够生成可以进行粗细以恒定的周期变化的纱线y的纺纱的纤维束f。另外,例如在根据纺纱的纱线y的种类更换在外周面221a形成有凹部223 的辊主体221那样的情况下,能够实现该更换作业的容易化。
[0069]
在牵伸装置3中,在轴向d1上的外周面221a的中央区域形成有凹部 223。由此,能够在行进的纤维束f上可靠地产生压力的变化。
[0070]
在牵伸装置3中,多个凹部223以沿着周向d2排列的方式形成于外周面221a。由此,能够缩短施加于纤维束f的压力的变化周期,因此能够生成可以进行粗细以较短的周期变化的纱线y的纺纱的纤维束f。
[0071]
在牵伸装置3中,多个凹部223呈彼此相同的形状,以沿着周向d2 以等间隔排列的方式形成于外周面221a。由此,能够使施加于纤维束f的压力的变化周期缩短且恒定,因此能够生成可以进行粗细以较短且恒定的周期变化的纱线y的纺纱的纤维束f。而且,在轴向d1上多个凹部223 形成于外周面221a的相同的位置。由此,在轴向d1上,能够使施加于纤维束f的压力恒定。
[0072]
在牵伸装置3中,凹部223以沿着周向d2而朝向凹部223的中央区域变深的方式形
成于外周面221a。由此,能够像施加于纤维束f的压力逐渐减少、又逐渐增加那样,使施加于纤维束f的压力缓慢地变化。因此,能够生成可以进行粗细缓慢地变化的纱线y的纺纱的纤维束f。
[0073]
在牵伸装置3中,凹部223构成为,以与外周面221a的切平面tp平行且与外周面221a交叉的面223a为底部。
[0074]
由此,能够容易地将朝向中央区域加深的凹部223形成于辊主体221 的外周面221a。
[0075]
在牵伸装置3中,中间顶辊22的辊主体221由金属形成。
[0076]
由此,能够更可靠地抑制在辊主体221上产生的振动。
[0077]
[变形例]
[0078]
本实用新型并不限定于上述实施方式。例如,牵伸装置3所具有的辊对的个数为三个以上即可。因而,牵伸装置3也可以不具有后辊对40。辊主体221也可以由金属以外的材料形成。
[0079]
例如,在按每个纺纱单元2来驱动中间底辊21的情况下,也可以是,在中间底辊21所具有的辊主体的外周面形成有凹部,在中间顶辊22所具有的辊主体221的外周面221a未形成凹部223。或者,也可以是,在中间底辊21所具有的辊主体的外周面形成有凹部,并且在中间顶辊22所具有的辊主体221的外周面221a形成有凹部223。
[0080]
若在中间底辊21以及中间顶辊22的至少一方的外周面(辊主体的外周面)、以在从辊主体的轴向观察的情况下外周面连续的方式形成有凹部,则该凹部的形状以及个数并不限定于上述凹部223的形状以及个数。
[0081]
如图7所示,凹部223也可以呈以轴向d1为长度方向的长圆形。凹部 223也可以呈以周向d2为长度方向的长方形、或者以周向d2为长度方向的长圆形。凹部223也可以呈轴向d1的长度与周向d2的长度相等的正方形。
[0082]
如图8所示,凹部223也可以呈圆形。圆形的凹部223的直径优选为 8mm~16mm。圆形的凹部223的直径能够变更至在轴向d1上的凹部223 的两侧的“未形成有凹部223的区域”能够支承第二龙带26的大小。轴向 d1上的第二龙带26的长度(宽度)例如为32mm。图8所示的凹部223 形成于轴向d1上的辊主体221的中央区域(在轴向d1上的辊主体221的两端部未形成有凹部223),但也可以在轴向d1上从辊主体221的中央区域偏向单侧而形成。另外,虽然未图示,但除此之外也可以是椭圆形。
[0083]
如图9所示,凹部223也可以遍及轴向d1上的辊主体221的两端而倾斜地延伸。在这种情况下,在与轴向d1平行且位于外周面221a上的所有线段sl处,若在各线段sl的至少一部分上存在外周面221a的一部分(对于任意凹部223均同样),则在从轴向d1观察的情况下外周面221a也连续。即,在本实施方式中,在轴向d1上存在外周面221a与凹部223的两侧邻接的部分、以及外周面221a仅与凹部223的单侧邻接的部分。
[0084]
此外,作为其他实施方式,也可以是,外周面221a在轴向d1上与凹部223的两侧邻接,并且以从辊主体221的轴向d1上的一方端部侧朝向另一方端部侧沿辊主体221的周向d2延伸的方式倾斜地形成。即,也可以没有外周面221a仅与凹部223的单侧邻接的部分。
[0085]
多个凹部223也可以呈相互不同的形状。
[0086]
多个凹部223也可以以沿着周向d2以不等间隔排列的方式形成于外周面221a。
[0087]
形成有凹部223的中间底辊21和/或中间顶辊22也可以不具有辊端部222。或者,也可以在轴向d1上的辊主体221的两侧设有直径与辊主体 221的直径不同的辊端部222。
[0088]
本实用新型的凹部是指相对于辊主体的外周面凹进的部分。因而,本实用新型的凹部并不限定于具有底面的凹部,还包含形成于外周面的缺口、形成于外周面的开口、形成于外周面的孔等。
[0089]
在纺纱单元2中,纱线y的行进方向在纱线存积装置6处被切换,但纱线y的行进方向也可以在纱线存积装置6处不被切换。在纺纱单元2中,也可以以在上侧供给的纱线y在下侧被卷绕的方式配置各装置。即,在纺纱单元2中,也可以以使纱线y从上侧朝向下侧行进的方式,从上侧朝向下侧依次配置牵伸装置3、气流纺纱装置4、纱线监视装置5、纱线存积装置6以及卷取装置8。
[0090]
为了从气流纺纱装置4拉出纱线y,也可以在气流纺纱装置4与纱线存积装置6之间配置送出辊以及夹持辊。在设置送出辊以及夹持辊的情况下,也可以代替纱线存积装置6而设有由吸引空气流吸收纱线y的松动的松弛消除管(slack tube)或者机械式的松紧调节器(compensator)等。纱线监视装置5也可以配置于纱线存积装置6与卷取装置8之间。
[0091]
接头装置7、第一捕捉引导装置9a以及第二捕捉引导装置9b也可以设置于能够沿多个纺纱单元2的排列方向移动的接头台车。也可以在能够沿多个纺纱单元2的排列方向移动的落纱台车上设有在进行接头时等拉出来自卷装p的纱线y的纱线拉出装置。
[0092]
接头装置7也可以是机械式的打结器等。或者,也可以在将来自卷装p 的纱线y逆向输送至气流纺纱装置4的状态下再次开始由牵伸装置3进行的纱条s的牵伸以及由气流纺纱装置4进行的纱线y的生成,从而来进行接头。
[0093]
在卷取装置8中,也可以不在卷取滚筒8b的表面形成横动槽,而通过另外设置的横动装置,在将纱线y卷绕于筒管b时使纱线y横动。在卷取装置8中,也可以使筒管b驱动旋转而使与筒管b接触的卷取滚筒8b从动旋转。
[0094]
在牵伸装置3中,各底辊11、21、31、41也可以通过共用的一个~三个驱动马达,经由变速器,以越是下游侧越快的方式以相互不同的旋转速度被旋转驱动。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1