一种断线检测切线系统的制作方法
1.本技术涉及纺织加工设备技术领域,尤其是涉及一种断线检测切线系统。
背景技术:
2.加弹机是一种将涤纶、锦纶以及丙纶等无捻丝,通过假捻变形,加工成具有中弹或者低弹性能的弹力丝的一种纺织设备,是加工纺织面料之前的预置工序。
3.在利用加弹机对丝线进行加工的过程中,由于部分丝线存在质量问题,总是不可避免会出现断丝的现象。为了防止断丝位置的丝线缠绕至罗拉或者各运转部件上,影响设备的正常运转,在卷绕成型前会安装一个感丝器。在出丝罗拉处安装与感丝器相配合的切丝器,当感丝器感应到没有丝线通过时,其会将检测信号发送给切丝器,此时切丝器接收信号,将丝线切断,从而可以防止丝线的缠绕。其中切丝器包括壳体、设置于壳体内的切丝装置以及导向组件,其中导向组件包括穿丝瓷眼。
4.上述相关技术中,每次丝条断线重新连接时,都必须用吸枪将丝条端部吸过穿丝瓷眼,或者将用手将丝条穿过穿丝瓷眼,方可再次进行重连丝条;但是上述操作较为繁琐,影响工作人员的工作效率。
技术实现要素:
5.为了简化操作过程,提高工作人员的工作效率,本技术提供一种断线检测切线系统。
6.本技术提供的一种断线检测切线系统,采用如下的技术方案:
7.一种断线检测切线系统,包括感丝器和切丝器,所述切丝器包括壳体,所述壳体上沿进丝方向依次设有穿丝瓷眼、用于对丝条进行夹持的夹持装置和用于对丝条进行切割的切丝装置;
8.所述夹持装置包括设在壳体上的第一块和第二块,所述第一块和第二块相对设置,所述第一块上开设有向其内部延伸的滑槽,所述滑槽内滑移设有抵接块和用于驱动抵接块滑移的第一驱动机构,所述第二块上设有用于与抵接块对接配合的承接台。
9.通过采用上述技术方案,当切丝器得到感丝器的信号传输进行切丝操作时,第一驱动机构带动抵接块滑移,使丝条被夹紧在抵接块和承接台之间,从而夹紧丝条,减少切丝后丝条从穿丝瓷眼中脱离,从而无需工作人员在后续接线时,进行穿丝瓷眼的穿线操作,简化操作,提高后续的接线效率。
10.优选的,所述第一驱动机构包括设在滑槽内的第一电磁铁、设在抵接块上的第一金属片、设在抵接块与滑槽内底壁之间用于提供抵接块滑移作用力的第一弹性件和用于控制第一电磁铁通断的第一开关。
11.通过采用上述技术方案,闭合第一开关使第一电磁铁带电,第一电磁铁对第一金属片进行吸附,使抵接块缩回在滑槽中;关断第一开关,使第一电磁铁失电,使抵接块在第一弹性件的作用下,伸出滑槽且抵紧在承接台上,故实现抵接块在滑槽内的滑移控制。
12.优选的,所述第一块上开设有容纳槽,所述切丝装置包括滑移设置在容纳槽内的滑块、设于滑块上的切刀、设于第二块上与切刀配合的刀槽、设在容纳槽内用于驱动滑块滑移的第二驱动机构。
13.通过采用上述技术方案,第二驱动机构带动滑块在容纳槽中滑移,滑块带动切刀同步移动,使切刀与刀槽配合,在需要对丝条进行切割时,实现对丝条的切割。
14.优选的,所述第二驱动机构包括设在容纳槽内的第二电磁铁、设在滑块上的第二金属片、设在滑块与容纳槽底壁之间用于提供滑块滑移作用力的第二弹性件和用于控制第二电磁铁通断的第二开关。
15.通过采用上述技术方案,闭合第二开关使第二电磁铁带电,第二电磁铁吸附第二金属片,第二金属片带动滑块缩回容纳槽中;当断开第二开关,第二电磁铁失电,滑块在第二弹性件的作用下,弹出容纳槽,同步带动切刀移动,实现切刀的滑移控制。
16.优选的,包括第一执行电路和第二执行电路;所述第一执行电路包括第一开关、第一电磁铁和延时器,所述第一开关、第一电磁铁和延时器串联设置;所述第二执行电路包括第二开关和第二电磁铁,所述第二开关和第二电磁铁串联设置,所述延时器用于控制第二开关的导通。
17.通过采用上述技术方案,切丝器接收信号后,第一开关导通,第一电磁铁和延时器带电,从而首先夹紧丝条;延时器迟些时间导通第二开关,使切刀在丝条夹紧的状态下进行切割,使抵接块和承接台将丝条完全夹紧后再进行切割,从而避免夹持和切割同时进行造成的未夹持到丝条的情况发生。
18.优选的,所述壳体上设有第一导丝件和第二导丝件,所述第一导丝件在穿丝瓷眼和夹持装置之间设置,所述第二导丝件在切丝装置的出丝处设置。
19.通过采用上述技术方案,第一导丝件对穿丝瓷眼和夹持装置之间的过程进行导向,使丝条精准穿过夹持装置,提高对丝条的夹持准确度;第二导丝件对穿出切丝装置的丝条进行导向,对丝条后续的移动方向进行导向。
20.优选的,所述壳体顶端开设有第一横槽和第二横槽,所述第一横槽上滑动有第一滑移块,所述第二横槽中滑移有第二滑移块,所述壳体上设有用于驱动第一滑移块滑移的第一丝杆,所述壳体上设有用于驱动第二滑移块滑移的第二丝杆,所述第一导丝件在第一滑移块上设置,所述第二导丝件在第二滑移块上设置。
21.通过采用上述技术方案,第一丝杆带动第一滑移块移动,第一滑移块同步带动第一导丝件移动,从而对第一导丝件的位置进行调整,做到对夹持装置的精准导向,第二导丝件通过第二丝杆进行位置调整,同样起到对后续丝条导向的调整。
22.优选的,所述壳体上设有用于调整第一块和第二块之间距离的调节机构,所述调节机构包括设在壳体上的用于第二块滑移的滑轨和用于锁定第二板位置的锁定组件。
23.通过采用上述技术方案,第一块和第二块之间的距离可调,使承接台和抵接块之间的距离可调,使切刀和刀槽之间的距离可调,当第一弹性件和第二弹性件在长期的使用过程中,弹性强度有所下降时,可以通过缩短承接台和抵接块之间的距离、切刀和刀槽之间的距离来延长使用寿命。
24.综上所述,本技术包括以下至少一种有益技术效果:
25.1.第一驱动机构带动抵接块滑移,使丝条被夹紧在抵接块和承接台之间,故避免
切丝后丝条从穿丝瓷眼中脱离,从而无需工作人员在后续接线时进行穿丝瓷眼的穿线操作,简化操作,提高后续的接线效率;
26.2.延时器使抵接块和承接台将丝条完全夹紧后再进行切割,从而避免夹持和切割同时进行造成的未夹持到丝条的情况发生;
27.3.第一导丝件对穿丝瓷眼和夹持装置之间的过程进行导向,使丝条精准穿过夹持装置,提高对丝条的夹持准确度。
附图说明
28.图1是本技术实施例中感丝器的整体结构示意图;
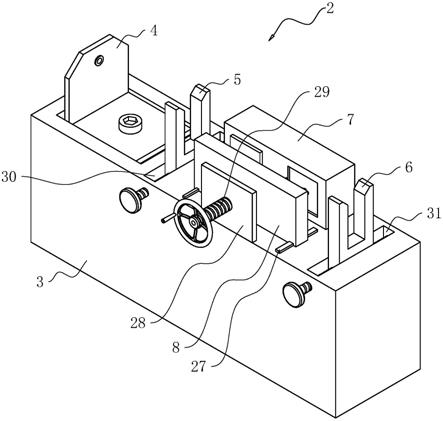
29.图2是本技术实施例中切丝器的整体结构示意图;
30.图3是本技术实施例中切丝器的正视图;
31.图4是图3中a
‑
a向的剖面结构示意图;
32.图5是图4中a部分的局部放大示意图;
33.图6是本技术实施例中第一执行电路和第二执行电路的示意图。
34.附图标记说明:1、感丝器;2、切丝器;3、壳体;4、穿丝瓷眼;5、第一导丝件;6、第二导丝件;7、第一块;8、第二块;9、滑槽;10、抵接块;11、承接台;12、第一电磁铁;13、第一金属片;14、第一弹性件;15、第一开关;16、容纳槽;17、滑块;18、切刀;19、刀槽;20、第二电磁铁;21、第二金属片;22、第二弹性件;23、第二开关;24、第一执行电路;25、第二执行电路;26、延时器;27、滑轨;28、固定板;29、螺杆;30、第一横槽;31、第二横槽。
具体实施方式
35.以下结合附图1
‑
6对本技术作进一步详细说明。
36.本技术实施例公开一种断线检测切线系统。
37.如图1和图2所示,一种断线检测切线系统,包括感丝器1和切丝器2。感丝器1用于感应丝条的连接完整性,一旦丝条断开,感丝器1发送感应信号至切丝器2进行丝条的切丝操作。其中,切丝器2包括壳体3,壳体3的顶端沿丝条的走线方向依次设有穿丝瓷眼4、第一导丝件5、夹持装置、切丝装置和第二导丝件6。穿丝瓷眼4用于限制丝条的走向,第一导丝件5用于对穿丝瓷眼4和夹持装置之间的丝条走线进行导向,夹持装置用于对丝条进行夹紧,避免切丝后丝条从穿丝瓷眼4脱出,切丝装置用于对丝条进行切割,第二导丝件6也是对后续丝条的走向进行限制和导向。
38.如图2和图3所示,夹持装置包括第一块7和第二块8,第一块7和第二块8相对设置。第一块7朝向第二块8的端壁上开设有滑槽9,滑槽9向第一块7的内部开设。滑槽9内间隙滑动有抵接块10,第二块8朝向第一块7的端壁上固定有承接台11,承接台11用于与抵接块10对接配合将丝条夹紧。滑槽9内还设有用于控制抵接块10滑动的第一驱动机构。
39.如图4和图5所示,第一驱动机构包括第一电磁铁12、第一金属片13、第一弹性件14和第一开关15。第一电磁铁12固定在滑槽9的底壁上,第一金属片13固定在抵接块10朝向滑槽9的端壁上。第一弹性件14为压缩弹簧,材质为塑料或非磁性金属,例如铜等。第一开关15用于控制第一电磁铁12的导通和关断。第一电磁铁12带电对第一金属片13进行吸附,使抵接块10缩回在滑槽9中,保持切丝器2的正常通丝状态。当需要进行丝条的夹持时,第一电磁
铁12失电,抵接块10在第一弹性件14的作用下伸出滑槽9且抵紧在承接台11上,实现对丝条的夹紧作用。
40.第一块7朝向第二块8的端壁上还开设有容纳槽16。
41.如图2和图5所示,切丝装置包括滑块17、切刀18、刀槽19和第二驱动机构。其中,滑块17间隙滑动在容纳槽16中。切刀18固定在滑块17上。刀槽19固定在第二块8上,且与切刀18对应配合。第二驱动机构设在容纳槽16内,用于对滑块17进行滑移控制。
42.第二驱动机构包括第二电磁铁20、第二金属片21、第二弹性件22和第二开关23。第二电磁铁20固定在容纳槽16的底壁上,第二金属片21固定在滑块17朝向容纳槽16的端壁上。第二弹性件22为压缩弹簧,材质为塑料或非磁性金属,例如铜等。第二开关23用于控制第二电磁铁20的导通和关断。第二电磁铁20带电对第二金属片21进行吸附,使滑块17缩回在容纳槽16中,保持切丝器2的正常通丝状态。当需要进行切丝时,第二电磁铁20失电,切刀18在第二弹性件22的作用下伸出容纳槽16且通过与刀槽19的配合实现对丝条的切丝作用。
43.如图5和图6所示,断线检测切线系统还包括第一执行电路24和第二执行电路25。
44.第一执行电路24包括第一开关15、第一电磁铁12和延时器26。第一开关15、第一电磁铁12和延时器26串联设置;
45.第二执行电路25包括第二开关23和第二电磁铁20,第二开关23和第二电磁铁20串联设置。延时器26用于控制第二开关23的导通。
46.预先给延时器26进行预设时间设定,例如1秒或0.5秒,切丝器2接收信号后,第一开关15导通,第一电磁铁12和延时器26带电,从而首先夹紧丝条;延时器26在1秒后导通第二开关23,使切刀18在丝条夹紧的状态下进行切割,从而防止切割瞬间未夹持到丝条的情况发生。
47.如图2和图4所示,其中,第一块7固定在壳体3的顶端,而壳体3上设有调节机构,调节机构使第一块7和第二块8之间的距离可调,故使承接台11和抵接块10之间的距离可调,使切刀18和刀槽19之间的距离可调。当第一弹性件14和第二弹性件22在长期的使用过程中,弹性强度有所下降时,通过缩短承接台11和抵接块10之间的距离、切刀18和刀槽19之间的距离来延长使用寿命。
48.调节机构包括两条滑轨27和锁定组件。两条滑轨27固定在壳体3的顶端,第二块8在滑轨27上滑移设置。滑轨27长度方向朝向第一块7,故实现第一块7和第二块8之间距离的调整。
49.如图2和图4所示,锁定组件包括固定板28和螺杆29,其中,固定板28固定在壳体3的顶端。螺杆29的一端与第二块8转动连接,螺杆29的另一端贯穿固定板28且与固定板28之间螺纹配合。螺杆29的端部固定有手轮,故操作手轮转动,即可实现第二块8在滑轨27上的滑移,且使第二块8因螺纹自锁,实现第二块8的位置锁定。
50.如图2和图4所示,第一导丝件5和第二导丝件6的结构相同,包括导向块和开设在导向块上的u型槽。丝条从u型槽中穿过,实现对丝条走线的导向。
51.且第一导丝件5和第二导丝件6在壳体3上的位置可调。
52.壳体3顶端开设有第一横槽30和第二横槽31,第一横槽30内滑动有第一滑移块,且第一导丝件5固定在第一滑移块的顶端。壳体3的侧壁上转动有第一丝杆,第一丝杆与第一滑移块之间螺纹配合,故实现第一导丝件5的位置调整,做到对夹持装置的精准导向。
53.第二横槽31中滑移有第二滑移块,且第二导丝件6固定在第二滑移块的顶端。壳体3的侧壁上转动连接有第二丝杆,第二丝杆与第二滑移块之间螺纹配合,故实现第二导丝件6的位置调整,起到对后续丝条导向的调整。
54.实施原理为:
55.正常工作时,丝条穿过感丝器1,再穿过切丝器2;
56.当发生断线时,感丝器1发送信号,抵接块10和承接台11对丝条进行夹紧后,切刀18对丝条进行切割,故可减少切丝后,丝条从穿丝瓷眼4中脱离的情况发生,从而无需工作人员在后续接线时,进行穿丝瓷眼4的穿线操作,简化操作,提高后续的接线效率。
57.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1