用于转移纤维料幅的装置和方法与流程
用于转移纤维料幅的装置和方法
1.本发明涉及一种在制造和/或精制纸幅、纸板幅、纸巾幅或其他纤维料幅的机器中将纸幅、纸板幅、纸巾幅或其他纤维料幅转移到目标区域中的装置,其具有分离装置以将纤维料幅分离成位于纤维料幅的第一边缘处的转移条和剩余料幅,其中,转移条和剩余料幅在目标区域前通过它们的与纤维料幅的顶侧相对的侧面接触旋转的辊子并部分包覆该辊子和由该辊子从所述机器向下导出,并且其中设置有转移装置以将转移条转移到目标区域的后续机器元件处,并且其中,分离装置设计为能横向于幅面行进方向移动以将转移条增宽。
2.本发明还涉及一种在制造和/或精制纸幅、纸板幅、纸巾幅或其他纤维料幅的机器中将纸幅、纸板幅、纸巾幅或其他纤维料幅转移的方法。
3.例如,在造纸中这种装置用于在造纸机试运行时或在纸幅断裂后将新的料幅头送入目标辊,目标辊例如设计成干燥筒或将纸幅转向的料幅导辊或纸幅应卷绕在目标辊上。这种转移在造纸机中逐段地进行。在此,切割的窄转移条被转移到后续的造纸机部段中。剩余料幅从机器向下导出到打浆机中,被溶解和回收。在转移条由于分离元件横向于幅面行进方向的移动而变宽行进时,剩余料幅变窄并且在其行进中变得更不稳定。这会导致剩余料幅的飘摆,剩余料幅以此不受控制地进入目标区域,由此会发生断裂。此外,碎纸片也会在机器中沉积。
4.已知用于解决该问题的装置。文献ep1903142 b1描述了一种用于纤维料幅变宽行进的系统。在此公开了作用于纤维料幅底侧的稳定设备。稳定设备例如被加载负压或产生负压,以便稳定剩余料幅。
5.一方面,已知的装置在安装和运行上都很复杂。需要能量产生真空以稳定纤维料幅。另一方面,负压导致纤维料幅和固定的稳定装置之间的摩擦。这会导致灰尘聚集。
6.因此,本发明要解决的技术问题是简化和改善在转移时对纤维料幅的稳定。
7.所述技术问题根据本发明通过权利要求1的特征解决。建议一种在制造和/或精制纸幅、纸板幅、纸巾幅或其他纤维料幅的机器中将纸幅、纸板幅、纸巾幅或其他纤维料幅转移到目标区域中的装置,其具有分离装置以将纤维料幅分离成位于纤维料幅的第一边缘处的转移条和剩余料幅,其中,转移条和剩余料幅在目标区域前通过它们的与纤维料幅的顶侧相对的侧面接触旋转的辊子并部分包覆该辊子和由该辊子从所述机器向下导出,并且其中设置有转移装置以将转移条转移到目标区域的后续机器元件处,并且其中,分离装置设计为能横向于幅面行进方向移动以将转移条增宽。
8.根据本发明建议,在旋转的辊子和后续机器元件之间,在转移条加宽之前或期间,为了转移条稳定,在剩余料幅的区域中与顶侧相对置地可以定位稳定元件,其中,所述稳定元件至少部分地覆盖剩余料幅并且剩余料幅在旋转的辊子和稳定元件之间向下导出。
9.旋转的辊子优选可以设计成干燥筒。
10.通过将稳定元件与纤维料幅的顶侧相对置地布置,即布置在纤维料幅和目标区域之间的空间中,稳定元件可以设计为被动的,即无需使用真空。此外,稳定元件设计成其可以定位在造纸机中。这就提供了一种可行性,即它仅为了转移过程而在造纸机内定位并且
为了生产运行再从造纸机取出或者被带到造纸机内部或外部的停放位置中。在这种情况下,通过稳定元件不产生干扰气流,或者说不干扰期望的气流。这尤其适用于该装置设置用于干燥部的情况。
11.纤维料幅通过分离元件分离成转移条和剩余料幅。在分离过程开始时,转移条比剩余料幅窄并布置在纤维料幅的第一边缘处。在有利的实际情况中,纤维料幅的第一边缘与装置的操控员侧对应。在通过本身已知的转移装置,如吹刮器将转移条转移到目标区域中之后,分离装置向装置的驱动侧方向移动。剩余料幅以此变得越来越窄并且由此料幅行进变得越来越不稳定。现在,稳定元件以简单的方式,优选在剩余料幅的驱动侧的边缘的区域中防止剩余料幅向目标区域的方向移动,例如向后续的辊子或后续的网毯的方向移动。
12.造纸机的两侧通常被称为操控员侧和驱动侧。操控员侧在此是用于造纸机操作人员的操作侧。在纤维料幅的操控员侧的边缘处形成转移条,以便能控制和影响转移过程。造纸机的驱动装置和辅助机组布置在驱动侧上,因此对于操作人员只能有限地接触到。
13.在有利的设计方案中,在转移条稳定期间,稳定元件与旋转的辊子和/或运行的剩余料幅的顶侧之间的距离小于150mm。这有利于尤其窄的剩余料幅的稳定效果并避免断裂。
14.在实际的实施方式中,稳定元件设计为与旋转的辊子的轴线平行地能旋转。这辅助将剩余料幅从造纸机向下导出到打浆机中。
15.在可行的实际情况中,稳定元件的旋转方向与旋转的辊子的旋转方向相反。
16.优选的是,稳定元件具有旋转驱动装置。优选的是,转速是能调整的。这也辅助将剩余料幅从造纸机向下导出到打浆机中。
17.此外,稳定元件可以布置在纤维料幅的与第一边缘相对的边缘处,并且优选尺寸设计为,使得剩余料幅的横向于料幅行进方向的最大覆盖量为20mm至800mm,尤其20mm至500mm,优选为150mm至250mm。优选的是,第一边缘对应于纤维料幅的操控员侧边缘,因此在这种情况下与第一边缘相对的边缘对应于纤维料幅的驱动侧边缘。在驱动侧的边缘区域中通过稳定元件仅部分覆盖最初的宽的剩余料幅,一方面减少了结构上的耗费,另一方面使得稳定元件的操作更容易。只有当剩余料幅的宽度在转移条的变宽行进期间达到稳定元件的宽度时,剩余料幅才被完全覆盖。
18.根据剩余料幅的参数可能已经足够的是,稳定元件在转移条加宽前在转移条稳定期间仅部分覆盖剩余料幅。
19.然而,如果稳定元件在转移条加宽前在转移条稳定期间完全覆盖剩余料幅,则产生剩余料幅的全面的强制导引。
20.有利的改进设计是,在转移条稳定期间稳定元件优选用能调整的力将剩余料幅压靠在旋转的辊子上。这尤其在剩余料幅较窄时有利于稳定效果,并且避免了断裂。
21.在可行的设计方案中,稳定元件这样地支承在支架上,使得其位置能横向于料幅行进方向和/或沿料幅行进方向,优选垂直地改变。这有利于覆盖剩余料幅的尽可能全部的料幅宽度、料幅位置和切割位置。
22.稳定元件的定位为此可以手动或自动实现。
23.在可行的实际情况中,纤维料幅部分地围绕旋转的辊子导引,其中,纤维料幅布置在干燥网和旋转的辊子之间。干燥网将纤维料幅压靠在旋转的辊子的表面上。然后,干燥网被导引离开旋转的辊子,由此形成移离线。在制造运行中,纤维料幅与干燥网一起继续行
进。在转移纤维料幅时,纤维料幅和干燥网分离。纤维料幅位于旋转的辊上地继续行进运行直至刮刀处,刮刀将纤维料幅脱离,使其能向下进入打浆机。然后开始将纤维料幅转移到目标区域中的过程。
24.有利的是,稳定元件直接在沿旋转的辊子的旋转方向后续的刮刀之前并且优选在移离线之后定位。
25.在移离线和稳定元件之间形成稳定区域,在稳定区域中剩余料幅的行进是稳定的。
26.稳定元件的位置可以通过与假想的、贯穿旋转的辊子的中心延伸的水平面的垂直距离表示。稳定元件布置在水平面下方。这适用于与接触剩余料幅的稳定元件,也适用于与剩余料幅间隔布置的稳定元件。优选测量从水平面到稳定元件的上边棱的距离。
27.旋转的辊子具有辊子半径。垂直距离可以在小于或等于0.9倍辊子半径的范围内,优选在小于或等于0.83倍辊子半径的范围内,尤其在小于或等于0.6倍辊子半径的范围内。以此可以优化稳定区域的尺寸。
28.有利的是,垂直距离可以在大于或等于0.4倍辊子半径的范围内,优选在大于或等于0.45倍辊子半径的范围内,尤其在大于或等于0.5倍辊子半径的范围内。以此也可以优化稳定区域的尺寸。
29.稳定元件可以设计成辊子、导辊。这实现了非常简单和低成本的解决方案。
30.为了保护剩余料幅,作为稳定元件的导辊可以具有弹性的辊套。
31.用作稳定元件的导辊可以具有在30mm到500mm之间的直径,优选在30mm到300mm之间的直径,尤其30mm到200mm之间的直径。
32.有利的是,用作稳定元件的导辊包括选自铝、v2a钢、v4a钢、铸铁、塑料、钛、黄铜、青铜构成的组的材料。
33.在可行的改进设计中,用作稳定元件的导辊包括由下列材料组构成的涂层或辊套:橡胶、聚氨酯、特氟隆、碳纤维增强塑料。
34.辊套也可以设计成单丝网织物。
35.用作稳定元件的导辊可以多重支承。
36.稳定元件替选地也可以设计成吹气装置。以此将流体在覆盖区域中吹到剩余料幅上以便稳定。
37.在特殊情况下,在剩余料幅的特性方面,稳定元件的简单设计也可能是足够的。因此,使用薄片、刷子、桨、气垫可能就足够了。
38.同样可行的是使用横向于剩余料幅的行进方向布置的吹管,吹管将至少一个流体束,例如空气束吹到剩余料幅上,并且以此稳定该剩余料幅的行进。
39.在可行的改进设计中使用横向于剩余料幅的行进方向布置的吹管,吹管将至少一个流体束,例如空气束吹到剩余料幅上,并且与在剩余料幅的行进方向上延伸的导引面在稳定剩余料幅的行进方面配合作用。
40.此外可行的是,稳定元件设计成围绕两个或三个或更多的辊子导引的带。
41.所述技术问题还通过按照权利要求12的方法解决。一种在制造和/或精制纸幅、纸板幅、纸巾幅或其他纤维料幅(9)的机器中将纸幅、纸板幅、纸巾幅或其他纤维料幅转移到目标区域中的方法。设置有分离装置以将纤维料幅分离成位于纤维料幅的第一边缘处的转
移条和剩余料幅,其中,转移条和剩余料幅在目标区域前通过它们的与纤维料幅的顶侧相对的侧面接触旋转的辊子并部分包覆该辊子和由该辊子从所述机器向下导出,并且其中转移条通过转移装置转移到目标区域的后续机器元件处,并且其中,分离装置设计为能横向于幅面行进方向移动以将转移条增宽。根据本发明建议,在旋转的辊子和后续机器元件之间,在转移条加宽之前或期间,为了转移条稳定,在剩余料幅的区域中与顶侧相对置地定位稳定元件,其中,所述稳定元件至少部分地覆盖剩余料幅并且剩余料幅在旋转的辊子和稳定元件之间向下导出。
42.稳定元件优选设计成辊子并布置在纤维料幅的与第一边缘相对的边缘处。
43.优选稳定元件尺寸设计为,使得剩余料幅的横向于料幅行进方向的覆盖量达到20mm至800mm,尤其20mm至500mm,优选为150mm至250mm。
44.本发明还涉及根据权利要求1至11的用于将制造和/或精制纤维料幅的机器中的纤维料幅转移到目标区域中的装置的应用。根据本发明,目标区域是干燥部或预干燥部或后干燥部的第一干燥机组的第一或第二干燥滚筒。
45.本发明还涉及根据权利要求1至11的用于将制造和/或精制纤维料幅的机器中的纤维料幅转移到目标区域中的装置的应用。根据本发明,目标区域是施胶压榨机(leimpresse)。
46.本发明的其他特征和优点从下文参照附图的优选实施例的说明中得出。
47.附图中
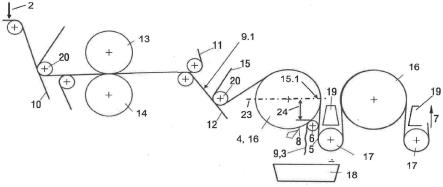
48.图1示出压榨部和干燥部之间的过渡连同根据本发明的装置的示意性侧视图;
49.图2示出迎面于制造方向看旋转的辊子(4)的简化视图;
50.图3a示出图1的局部连同替选的稳定元件,
51.图3b示出图1的局部连同另外的替选的稳定元件。
52.根据图1,纤维料幅9在正常运行期间从用于形成片材的成形器的成形网10转移到后续的压榨部的吸水的、在纤维料幅9上方连续环绕运行的脱水带11,用于对纤维料幅9脱水。压榨部如此处所示包括一个或通常多个压榨间隙,纤维料幅9分别与至少一个脱水带11、12一起被导引通过所述压榨间隙。
53.在图1中,纤维料幅9与上部脱水带11和下部脱水带12一起行进通过由两个压榨辊13、14形成的唯一的压榨间隙。在该压榨间隙之后,上部脱水带11导引离开纤维料幅9并且纤维料幅9从下部脱水带12转移到后续干燥机组的透气的、连续环绕运行的干燥网15,用于干燥纤维料幅9。纤维料幅9的移交在此由导辊20支持,导辊20在移交期间被干燥网15包覆并被抽吸。
54.在干燥机组中,纤维料幅9交替地由干燥网15导引到加热的干燥筒16和抽吸的导辊17上,其中,干燥网15将纤维料幅9压紧到干燥筒16的热的外周面。干燥筒16所有都布置在纤维料幅9下方,而导辊17位于纤维料幅9上方。纤维料幅9以此在断裂时或在转移时可以容易地导引到机器栈并在那里收集到打浆机18中。为此,第一干燥筒16配设有刮刀8,该刮刀8将纤维料幅9、其残余物或其他杂质从外周面去除。在此,干燥筒16的列位于导辊17的列上方。为了确保纤维料幅9在干燥网15上在干燥筒16之间导引,在干燥网圈内两个相邻的干燥筒16之间分别有抽吸箱19。在正常运行中,吸气箱19的负压将纤维料幅9吸到干燥网15上。抽吸的导辊17、20具有穿孔的辊套,其内部空间与负压源相连。
55.在机器启动过程中或断裂时,用分离装置2从纤维料幅9中分离出转移条3,转移条3然后必须被转移到机器的下游的目标区域1中。例如,分离装置2在此布置在成形器中,其中,转移条3在机器的操控员侧22上在纤维料幅9的边缘处被分离出。纤维料幅9的剩余料幅20由成形网10导入机械栈。分离装置9在此由一个或两个水流束喷嘴形成,它们将其水流束对准支撑在成形网10上的纤维料幅9并从纤维料幅9分离出料幅尖部。基本上,分离装置2也可以布置在造纸机中的其他位置处,其中,纤维料幅9也可以在由网支撑的区域中或在无支撑的区域中,例如在自由牵引中被切割。也可以设置激光或机械的分离器件,如旋转的、优选有齿的圆刀、固定的刀或针代替流出液体的喷嘴。然而,通常仅在纤维料幅9无支撑地行进时使用机械的分离器件。
56.转移条3由脱水带11、12导引通过压榨部并转移到后续干燥机组的干燥网15上。从干燥网15开始,转移条3与干燥机组的第一干燥筒16形式的旋转的辊子4的接触。在部分包覆第一干燥筒16后,转移条3向下导引到机械栈中,尤其进入布置在那里的打浆机18中。接着转移条3逐渐加宽,直到纤维料幅9的全部宽度到达旋转的辊子41并且也导出到打浆机18。纤维料幅9的与顶侧9.1相对的下侧与内部加热的旋转的辊子4直接接触,该辊子设计成干燥筒。干燥网15在此紧压到纤维料幅9的顶侧9.1上。在纤维料幅9向下进入打浆机18期间,干燥网15在移离线15.1处导引离开表面9.1并导引至下一个导辊17。接着分离装置又移回其起始位置中。在造纸机的湿部设计适宜时,该第一转移步骤也可以通过转移具有全部宽度的纤维料幅9实现,而不需要切割转移条。
57.本发明可有利地用于以下转移步骤。为了将纤维料幅9转移到目标区域1中,通过分离装置2从包覆旋转的辊子的纤维料幅9形成新的转移条3和剩余料幅20。如已知那样,转移条3通过未示出的吹刮器从包覆的辊子4上转移到后续机器元件5上,其形式为第一干燥机组的从该辊子4上导出的干燥网15。后续机器元件5替选地也可以由旋转的辊子形成。在这个新的转移条3完全转移到新的目标区域1中后也实现了变宽行进。然而在此重要的是,剩余料幅20从旋转的辊子4可靠地向下到达机械栈中,尤其打浆机18中。尤其在转移条3变宽行进时存在的危险时,剩余料幅20不受控制地与后续机器元件5一起行进,因此导致边缘缺陷或断裂。因此为了稳定剩余料幅20的行进,在传送条3变宽行进之前或期间,在旋转的辊子4和后续机器元件5之间的空间中,在驱动侧21上定位有面向纤维材料9的顶侧9.1的稳定元件6。稳定元件6在垂直方向上布置在干燥网15的移离线15.1和刮刀8之间。稳定元件6与水平面23的垂直距离24在本例中在水平面23以下小于或等于0.9倍的辊子半径rw的范围内。垂直距离24也可以在小于或等于0.83倍辊子半径的范围内或者在小于或等于0.6倍辊子半径的范围内。以此可以优化稳定区域的尺寸。对于确定的应用适宜的是,垂直距离24在大于或等于0.4倍辊子半径的范围内,优选在大于或等于0.45倍辊子半径的范围内,尤其在大于或等于0.5倍辊子半径的范围内。在图1和图2所示的例子中,稳定元件6通过与旋转的辊子4轴线平行的导向辊6构成。在此根据图2,导向辊6这样定位:其在变宽行进前仅部分覆盖剩余料幅20并且剩余料幅20的驱动侧的边缘可靠地在旋转的辊子4和导向辊6之间向下导出到打浆机18中。导向辊6的定位可以通过枢转或也可以通过平行于辊轴线或垂直于辊轴线的平移完成。以此方式纤维料幅9分阶段地导引通过机器。因此,根据本发明的转移装置也可以在机器的不同位置实现。在图1所示的设计中,导向辊6直接布置在旋转的辊子4的沿旋转方向后续的刮刀8前。以此确保剩余料幅20在导向辊6和刮刀8之间进入打浆机18。此
外,导向辊6将剩余料幅20稍微压紧在旋转的辊子4,即干燥筒16上。因此,在高速运行的机器中,导向辊6可以具有自己的旋转驱动装置。导向辊6的位置有利地可以横向于料幅行进方向7改变,以此控制分离装置2的所有料幅宽度、覆盖度和切割位置。导向辊6具有在30至300mm之间的直径,在20至500mm之间的宽度。此外,导向辊6具有由橡胶、pu、织物或类似材料制成的弹性套,以保护旋转的辊子4的外周面。
58.图2中示出在转移条3变宽行进期间迎面于制造方向看旋转的辊子4的简化的装置视图。为了清楚起见,没有示出干燥网15。转移条3已经转移到后续机器元件5上。转移条3和剩余料幅20通过切割线2.1分开,该切割线通过分离装置2产生。已经转移的转移条3在移离线15.1处与干燥网15一起离开干燥筒16的表面。设计成导向辊的稳定元件6布置在剩余料幅20的驱动侧区域中。
59.图3a示出图1的局部连同替选的稳定元件6。与图1和图2的区别是,替代导辊作为稳定元件6,使用横向于剩余料幅的料幅行进方向布置的吹管,吹管将至少一个流体束,例如空气束吹到剩余料幅20上,并且以此稳定该剩余料幅20的行进。稳定元件6与水平面23的垂直距离24在本例中处于小于或等于0.9倍的辊子半径rw的范围内。垂直距离24也可以在小于或等于0.83倍辊子半径的范围内或者在小于或等于0.6倍辊子半径的范围内。以此可以优化稳定区域的尺寸。对于确定的应用适宜的是,垂直距离24在大于或等于0.4倍辊子半径的范围内,优选在大于或等于0.45倍辊子半径的范围内,尤其在大于或等于0.5倍辊子半径的范围内。
60.图3b示出在可行的改进设计中使用横向于剩余料幅20的料幅行进方向7布置的吹管,吹管将至少一个流体束,例如空气束吹到剩余料幅上,并且与在剩余料幅20的料幅行进方向7上延伸的导引面,例如导引板在稳定剩余料幅20的行进方面配合作用。因此稳定元件6包括带有导引面的吹管。流体束也可以沿导引板定向,由此使剩余料幅20通过流体束吸住并沿导引板稳定。稳定元件6与水平面23的垂直距离24在本例中在小于或等于0.9倍的辊子半径rw的范围内。垂直距离24也可以在小于或等于0.83倍辊子半径的范围内或者在小于或等于0.6倍辊子半径的范围内。以此可以优化稳定区域的尺寸。对于确定的应用适宜的是,垂直距离24在大于或等于0.4倍辊子半径的范围内,优选在大于或等于0.45倍辊子半径的范围内,尤其在大于或等于0.5倍辊子半径的范围内。
61.实施例的对应元件在附图中配设相同的附图标记。这些元件的功能在单个附图中相互对应,只要未做其他说明并且不导致冲突。因此不再赘述。本发明不局限于所示实施例的所示特征组合。
62.附图标识列表
63.1 目标区域
64.2 分离装置
65.2.1 切割线
66.3 转移条
67.4 旋转的辊子
68.5 后续机器元件
69.6 稳定元件
70.7 料幅行进方向
71.8 刮刀
72.9 纤维料幅
73.9.1 纤维料幅的顶侧
74.10 成形网
75.11 脱水带
76.12 脱水带
77.13 上压榨辊
78.14 下压榨辊
79.15 干燥网
80.15.1 移离线
81.16 干燥筒
82.17 导辊
83.18 打浆机
84.19 抽吸箱
85.20 剩余料幅
86.21 驱动侧
87.22 操控员侧
88.23 水平面
89.24 垂直距离
90.rw 旋转的辊子的辊子半径。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1