生活用纸造纸机的制作方法
1.本发明涉及一种生活用纸造纸机。
背景技术:
2.用于生活用纸造纸机的一种标准设计包括成形部,所述成形部具有流浆箱、成形辊和两种成形织物,其中一种成形织物是多孔网(foraminous wire),而另一种成形织物是吸水毛毡。纤维幅材在成形部中形成并由吸水毛毡从成形部携带到杨克式烘缸,纤维幅材在该杨克式烘缸上由热量烘干(dried,干燥)并且随后借助起皱刮刀从杨克式烘缸起皱并被送到卷纸机。这样的机器生产标准生活用纸,该生活用纸被认为对于许多应用是可接受的。然而,还存在对能够生产具有比标准设计所能实现的更高松厚度、更好吸收性和更高柔软度的生活用纸的机器的日益增加的需求。实际上,这可能是指装备有穿透式热风干燥缸(tad缸)的机器,但是tad机的替代方案也是已知的,并且通常包括使用纹理化或结构化织物,所述纹理化或结构化织物用于在制造过程期间将三维图案压印到纤维幅材中。尽管被设计成生产具有更高松厚度和更好吸收性的生活用纸的机器生产出优良的产品,但它们也代表更大的投资并包括需要额外空间的额外部件。由于生活用纸造纸机通常会使用几十年,因此正确选择机器设计是重要的。如果在机器被安装以后再发现该机器不能制造所需类型的生活用纸,则重建将是耗时的项目,这导致较长时间的机器完全不运行。另一方面,如果初始安装的机器被设计成用于制造不需要的质量,则已经浪费了资源。这提出了何时将新机器纳入计划的问题,本发明的目的是减轻该问题。
技术实现要素:
3.本发明涉及一种生活用纸造纸机,其包括成形部和安装为能够围绕第一旋转轴线旋转的杨克式烘缸。成形部具有安装为能够围绕第二旋转轴线旋转的成形辊,该第二旋转轴线平行于第一旋转轴线。成形部还具有流浆箱、第一成形织物和第二成形织物。流浆箱被布置为将浆料(stock,原料)注入到第一成形织物与第二成形织物之间的间隙中,并且第一成形织物是吸水毛毡,其形成环路并且被布置为能够将新形成的纤维幅材从成形部携带到杨克式烘缸(即,同一个成形织物围绕成形辊延伸并将新形成的纤维幅材一直(all the way,一路)携带到杨克式烘缸)。该机器还包括压榨辊,该压榨辊被布置在第一成形织物的环路内部,并抵靠杨克式烘缸形成压区。根据本发明,第一旋转轴线与第二旋转轴线之间在水平方向上的距离在18m-40m的范围。例如,第一旋转轴线与第二旋转轴线之间在水平方向上的距离可以在22m-25m的范围、22m-28m的范围、23m-37m的范围或18m-21m的范围。
4.在本发明的实施例中,第一旋转轴线与第二旋转轴线之间在竖直方向上的距离小于等于杨克式烘缸的直径的一半。
5.在本发明的一些实施例中,生活用纸造纸机由搁置于机器地板(machine floor)上的框架支撑,该机器地板被设计成使得成形辊下方的机器地板处于比杨克式烘缸下方的机器地板更高的竖直高度处。
附图说明
6.图1为给出用于制造生活用纸的常见机器构思的实施例的示意性表示的侧视图。
7.图2为用于制造具有三维结构的生活用纸的生活用纸造纸机的侧视图。
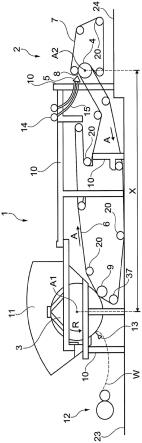
8.图3为根据与图1所示相同的构思所构建的生活用纸造纸机的侧视图,但该生活用纸造纸机准备被重建成图2所示的构思。
9.图4为用于生活用纸造纸机的又一机器构思的侧视图,并且其适于制造具有三维结构的生活用纸。
10.图5为适于制造具有三维结构的生活用纸的另一机器构思的侧视图。
11.图6为具有穿透式热风干燥缸的生活用纸造纸机的侧视图。
12.图7为与图1的侧视图非常相似的侧视图,但是其中一些机器部件未示出。图7的唯一目的是解释在一些实施例中可能合适的特征。
具体实施方式
13.参照图1,示出了用于生活用纸造纸机的常见构思的实施例。图1的机器1包括成形部2,该成形部包括流浆箱5,该流浆箱通过导管/管15从浆料总管(stock header,原料总管)14接收浆料。在图1中,示出了两个浆料总管14,但是应该理解,这仅仅是一个示例,并且可以有多于两个浆料总管或仅有一个浆料总管。流浆箱5被布置为将浆料注入到第一成形织物6与第二成形织物7之间的间隙8中。第二成形织物7适当地为以环路运行的多孔网,所述环路由导辊20支撑。第一成形织物6通常为能够吸水的毛毡,但可以想到其也可以是网。第一成形织物6以环路运行,所述环路由导辊20支撑。成形部还包括成形辊4,并且纤维幅材由注入到成形织物6、7之间的间隙8中的浆料形成。第一成形织物6被布置为将新形成的纤维幅材携带到压榨辊9与杨克式烘缸3之间形成的压区中,即,第一成形织物6不仅形成供成形辊4定位于其中的环路,而且还将新形成的纤维幅材一直携带到杨克式烘缸3,使得纤维幅材w从第一成形织物6直接被输送到杨克式烘缸3的外表面。图1的成形部2被设计成月牙状成形器。压榨辊9可以设想为靴辊,该靴辊被布置为与杨克式烘缸3协作,使得压榨辊9与杨克式烘缸3之间的压区为脱水压区,在该脱水压区中水从纤维幅材中被挤压出。应该注意,压榨辊9不必是靴辊。压榨辊9还可以是例如抽吸辊或具有软弹性体覆盖物的辊。在压榨辊9是靴辊的情况下,前面的辊(preceding roll)37可以是抽吸脱水辊。压榨辊9与杨克式烘缸3之间的压区还可以是轻负载的转移压区,在该转移压区中不发生实质的脱水。在压榨辊9与杨克式烘缸3之间的压区中,纤维幅材被转移到杨克式烘缸3的外表面。杨克式烘缸3的外表面比第一成形织物6的幅材接触表面更加平滑,因此纤维幅材将遵循杨克式烘缸3的外表面,并且在杨克式烘缸3与压榨辊9之间形成的压区中,纤维幅材从第一成形织物6被转移到杨克式烘缸3。杨克式烘缸沿箭头r所指示的方向旋转。在杨克式烘缸3上,当杨克式烘缸3从内部由热蒸汽加热时,纤维幅材通过烘干而被脱水。杨克式烘缸3可以是例如由铸铁制成的杨克式烘缸,但也可以是焊接钢杨克式烘缸,例如由ep2126203b1或ep2920360b1所公开的。任选地,杨克式烘干罩11可被布置为通过对着杨克式烘缸上的纤维幅材吹送热空气而与杨克式烘缸3协作。如果使用杨克式烘干罩11,则杨克式烘干罩可被设计成例如ep2963176b1所公开的那样,但也可考虑杨克式烘干罩的其它设计。起皱刮刀13被布置为使烘干的纤维幅材w从杨克式烘缸起皱,此后烘干且起皱的纤维幅材w可以被送到如图1中示
意性示出的卷纸机12。卷纸机12可以采取许多不同的形式,例如美国专利第5901918号中所公开的或美国专利第6805317号中所公开的。
14.如图1所示,生活用纸造纸机1具有框架10,该框架可被布置为搁置于机器地板23上。框架10可以支撑生活用纸造纸机1的各种部件,诸如例如杨克式烘缸3、压榨辊9和成形部2或其部件。
15.图1所示的一般构思是通常用于制造生活用纸的常见且测试良好的构思。它可以被看作是一种常规的和可靠的技术,并且生产被认为对于许多应用来说具有足够质量的生活用纸。
16.图1所示的这种构思的已知替代方案是穿透式热风烘干构思,通常称为tad。使用tad构思的机器的实施例在图6中示出。参照图6,成形部2可被设计成c形的成形器/c形的包绕成形器(c-wrap former)。如图1所示的机器中,成形部具有流浆箱5和成形辊4,并且浆料从流浆箱5注入到成形织物7、27之间的间隙8中。第一和第二成形织物27、7均适当地为多孔网,并且第一成形织物被布置为将新形成的纤维幅材携带到转移点tp,纤维幅材在该转移点处被转移到结构化织物26(诸如以环路运行的tad网),该转移由结构化织物26的环路内的抽吸装置适当地辅助。在转移点tp处可以使用特定速度差,使得结构化织物26以比第一成形织物27更低的速度运行,例如以比第一成形织物27的速度低2%-8%的速度运行。速度差引起所谓的急速转移(rush transfer)或湿起皱(wet creping,湿法起皱),以便提高纤维幅材的松厚度。在图6中,结构化织物26的行进方向由箭头a指示。仍然潮湿的纤维幅材由结构化织物26沿着两个穿透式热风干燥缸25(即,两个tad缸25)上方的路径携带。tad缸25被布置为可旋转的,并且在操作期间,它们将沿箭头r的方向旋转,就像杨克式烘缸3沿箭头r的方向旋转一样。tad缸25设置有罩34,并且空气能够从tad缸25的内部径向向外吹送,或者从罩34径向向内吹送到tad缸中。当热空气在纤维幅材和结构化织物26通过tad缸时被吹送通过所述纤维幅材和结构化织物之时,纤维幅材被烘干至相当程度,并且结构化织物26的图案被压印到纤维幅材中,使得纤维幅材获得三维结构。随后,结构化织物26将纤维幅材携带到杨克式烘缸3,在那里以与参照图1所说明的相同方式进行最终烘干,随后可以利用起皱刮刀13使烘干好的(ready-dried)纤维幅材w起皱并将其送到卷纸机(未示出)。尽管图6中未示出,但杨克式烘缸3可如图1的机器中那样设置有杨克式烘干罩。
17.根据如图6所示的这种构思的机器生产出通常比以类似于图1的方式构建的机器上制造的生活用纸松厚得多的生活用纸。在tad机上制造的生活用纸将具有比类似于图1的机器上制造的生活用纸更高的吸收性,并且通常也会更柔软/更平滑。然而,这种机器的操作消耗更多的能量,因此变得更加昂贵。此外,tad单元需要额外的空间。
18.为了制造出具有比得上在tad机上制造的生活用纸的松厚度、吸收性和其它期望品质的生活用纸,已经提出了若干不同的构思,通常为涉及使用结构化或纹理化织物但不使用tad缸的构思,该结构化或纹理化织物用于将三维图案压印到纤维幅材中。这样的技术有时被称为“混合技术”。
19.在图2中公开了“混合”构思的一个示例。参照图2,成形部2被设计成月牙状成形器,就像图1的构思一样,并且其包括流浆箱5、成形辊4、作为毛毡的第一成形织物6和作为多孔网的第二成形织物7。与图1的构思不同,第一成形织物没有被布置为将新形成的纤维幅材携带到杨克式烘缸3。替代地,第一成形织物6被布置为将新形成的纤维幅材携带到压
榨辊16与19之间形成的脱水压榨压区pn,所述第一成形织物以由导辊20引导的环路运行。压榨辊16定位于第一成形织物6的环路内,并且其可以适当地(但非必须地)为靴辊,而前面的辊37可以是抽吸脱水辊。随后,辊19可以用作靴辊16的配对辊。在脱水压榨压区pn中,纤维幅材通过压榨被脱水并且被转移到传送带17,该传送带具有由聚氨酯或由包括聚氨酯的材料或由具有类似于聚氨酯特性的材料形成的平滑幅材接触表面。由于传送带17的幅材接触表面比通常为吸水毛毡的第一成形织物6的幅材接触表面平滑得多,因此纤维幅材将容易地被转移到传送带17,该传送带以由导辊20支撑/引导的环路运行。传送带17将纤维幅材携带到辊21与22之间形成的压区n,在该压区处幅材被转移到结构化织物18。在压区n中,当纤维幅材和结构化织物18在压区n中被挤压在一起时,结构化织物18将三维图案压印到纤维幅材中。适当地,使用速度差(即,急速转移),使得结构化织物18移动得比传送带17略慢。因此,能够实现额外的松厚度。结构化织物18优选是透气的。随后,沿箭头a方向移动的结构化织物18将纤维幅材携带到杨克式烘缸3,在那里,在压榨辊9与杨克式烘缸3之间形成的压区中,该纤维幅材被转移到杨克式烘缸3的外表面。随后,纤维幅材被烘干并从杨克式烘缸起皱,如参照图1所说明的。
20.图2所示的机器构思能够生产出具有高松厚度和良好吸收性的生活用纸(这得益于通过结构化织物18将三维图案压印到该生活用纸中),并且不使用消耗大量能量的tad缸。然而,额外的设备需要比图1所示的构思更多的空间。
21.在图4中示出了第二混合构思,参照图4,成形部2(具有月牙状成形器)具有流浆箱5、成形辊4、第一成形织物6和第二成形织物7。附图标记20用于指示导辊。如根据图1的构思一样,第一成形织物6适当地为吸水毛毡,而第二成形织物7为多孔网。与根据图1的构思不同,第一成形织物不将新形成的纤维幅材携带到杨克式烘缸3,而是携带到压榨辊32与配对辊31之间的压区。压榨辊32适当地为靴辊,其具有环绕靴的柔性带,该靴可以具有面向配对辊31的凹入表面。前面的辊37可以有利地(但非必须地)为抽吸脱水辊。配对辊31可以是加热的缸,即,烘缸。为了允许加热,一个或若干感应加热元件可以布置在配对辊31外部或内部。可替代地,配对辊能够以其它方式被加热,例如通过供应到配对辊31内部的蒸汽被加热。在压榨辊32与配对辊之间的压区中,纤维幅材被转移到具有平滑外表面的配对辊31。随后,纤维幅材从配对辊31的外表面被转移到空气和水可穿透的结构化织物33。在图4中,附图标记30指示起皱辊,该起皱辊与配对辊31形成湿起皱压区。结构化织物33以低于配对辊31的外表面的圆周速度的速度移动,从而实现急速转移,以增加纤维幅材的松厚度。结构化织物33具有面向纤维幅材的三维图案并且该三维图案被压印到纤维幅材中,使得纤维幅材被赋予三维图案。随后,在杨克式烘缸3与转移压榨辊9之间形成的转移压区中,纤维幅材被转移到杨克式烘缸3的平滑表面。在杨克式烘缸3上被烘干之后,纤维幅材能够通过起皱刮刀13从杨克式烘缸皱起。任选地,杨克式烘缸可以设置有杨克式烘干罩。在图4中,箭头r和a指示旋转/运动的方向。
22.图4所示的机器构思能够生产具有高松厚度和良好吸收性的生活用纸(这得益于通过结构化织物33将三维图案压印到该生活用纸中),且不使用消耗大量能量的tad缸。然而,由于额外的织物33和由辊31、32形成的压榨必须装配在成形辊4与杨克式烘缸3之间的区域中,因此额外的设备仍然需要比图1所示的构思更多的空间。
23.参照图5,现将说明第三种混合构思。与图6所示的tad构思类似,该机器具有c形的
成形器成形部2,并且该成形部包括流浆箱5、成形辊4、第一成形织物6和第二成形织物7。第一成形织物6是吸水毛毡,而第二成形织物是多孔网。成形织物6、7由导辊20支撑/引导。在图5中,旋转/移动的方向由箭头r和a指示。新形成的纤维幅材由第一成形织物6携带到压榨辊35与配对辊36之间形成的脱水压区,在该脱水压区处纤维幅材通过挤压被脱水。压榨辊35定位于第一成形织物6的环路内,并且其可以适当地(但非必须地)为靴辊。在它之前可以具有辊37,其可以(但非必须地)为抽吸脱水辊。具有由诸如聚氨酯的材料形成的幅材接触表面的带28在辊35与36之间形成的脱水压榨压区中拾取幅材,并将纤维幅材携带到杨克式烘缸3,在该杨克式烘缸处幅材由来自供应到杨克式烘缸内部的热蒸汽的热量烘干,随后可用起皱刮刀13将纤维幅材从杨克式烘缸3起皱。优选地,带28的幅材接触表面被纹理化,使得三维图案能够被压印到纤维幅材中,以赋予纤维幅材增加的松厚度和吸收性。然而,带28的幅材接触表面也可以是平滑的。任选地,杨克式烘干罩可布置在杨克式烘缸3上方,以通过吹送到纤维幅材上的热空气来提高烘干效果。在起皱之后,纤维幅材能够被送到卷纸机(未示出)。
24.图5所示的机器构思能够生产出具有高松厚度和良好吸收性的生活用纸。然而,由于额外的部件必须装配在成形辊4与杨克式烘缸3之间的区域中,因此额外的设备仍然需要比图1所示的构思更多的空间。
25.在以上参照图2和图4至图6所述的机器构思中,在成形部2与杨克式烘缸3之间必须存在足够的空间,以使得各种额外的辊和织物能够装配到机器中。实际上,这意味着成形辊4与杨克式烘缸之间的距离必须具有特定的最小值。对于诸如图1所示的现有技术的构思而言,沿着水平轴线从杨克式烘缸的旋转轴线a1到成形辊4的旋转轴线a2的距离(即,与图3中指示为x的距离相对应的距离)可为不超过8m-12m的量级,该量级实际上不足以装配图2和图4至图6的构思所需的额外设备。对于如图2所示的机器构思而言,杨克式烘缸的旋转轴线与成形辊的旋转轴线之间的水平距离通常可以在22m-25m的范围,例如24m或24.2m。对于如图6所示的构思而言,在许多实际实施例中,该距离可以在23m-37m的范围,例如24m或36m,而对于图4的构思而言,相应的距离可以在22m-28m的范围。对于图5的构思而言,该距离可以在18m-21m的范围,例如20m。
26.发明人已经认识到,通过提供根据图1示出了示例的标准构思的机器并延伸(extend,延长)杨克式烘缸与成形辊之间的距离,如果需要的话,可以在稍后的阶段更容易地重建机器。因此,这种机器将能够根据标准构思操作,但也能够容易地修改为不同的构思。
27.参照图3,生活用纸造纸机1包括成形部2和杨克式烘缸3,该杨克式烘缸被安装成可围绕第一旋转轴线a1旋转。成形部2具有被安装成可围绕第二旋转轴线a2旋转的成形辊4,该第二旋转轴线平行于第一旋转轴线a1。成形部2还包括流浆箱5、第一成形织物6和第二成形织物7。第二成形织物7通常是允许水通过但不吸水的多孔网。流浆箱5被布置为将浆料注入到第一成形织物6与第二成形织物7之间的间隙8中。第一成形织物6是形成环路的吸水毛毡,并且其被布置为能够将新形成的纤维幅材w从成形部2携带到杨克式烘缸3。关于术语,可以注意,术语“成形织物”有时被理解为仅指多孔网。在本专利申请和基于其可被授权的任何专利的背景下,织物6、7两者均被称为“成形织物”,因为它们两者均用在造纸机的成形部中。生活用纸造纸机1还包括布置在第一成形织物6的环路内部的压榨辊9,该压榨辊抵
靠杨克式烘缸3形成压区n。压区n可以是脱水压榨压区或者仅是轻负载的转移压区。压榨辊9可以是例如具有可旋转的柔性带的靴辊,该柔性带围绕靴形成环路。有利地(但非必须地),压榨辊9之前可以具有抽吸脱水辊37。根据本发明,第一旋转轴线a1与第二旋转轴线a2之间沿水平方向的距离x优选在大于等于18.0m且小于等于40.0m的范围,更优选地在大于等于22.0m且小于等于37.0m的范围,甚至更优选地在大于等于23.0m且小于等于30.0m的范围,最优选地在大于等于24.0m且小于等于30.0m的范围。
28.为了适应重建为如图2所示的构思,优选距离x能够适当地在大于等于22.0m且小于等于25.0m的范围。为了适应重建为如图6所示的构思,优选距离x可以在大于等于23.0m且小于等于37.0m的范围,例如25.0m或30.0m。
29.为了使机器准备好重建为诸如根据图4的构思,距离x可以适当地在大于等于22.0m且小于等于28.0m的范围(例如24.0m),而准备好重建为如图5所示的构思的机器可被设计成使得距离x在大于等于18.0m且小于等于21.0m的范围。
30.为了使机器1准备好重建成如图2所示的构思,第一旋转轴线a1与第二旋转轴线a2之间沿竖直方向的距离应该优选地小于等于杨克式烘缸3的直径的一半。
31.现在将简要地参照图7。在图7中,附图标记y表示第一旋转轴线a1(杨克式烘缸3的旋转轴线)与第二旋转轴线a2(成形辊4的旋转轴线)之间的竖直距离。在其它附图中,没有这样标记出距离y,但是应该理解,在图1-图6中所示的所有机器/实施例中通常也存在特定的竖直距离y,尽管本发明的实施例也可以设想为其中不存在竖直距离(即,其中y=0.0m)。
32.在所有实施例中,生活用纸造纸机可适当地由搁置于机器地板23上的机器框架10支撑。现在将参照图3。为了使本发明的机器准备好重建成诸如根据图2的构思,可以通过将机器地板23形成得使成形辊4下方的机器地板处于比杨克式烘缸3下方的机器地板更高的竖直高度处,而将第一旋转轴线a1与第二旋转轴线a2之间沿竖直方向的距离y保持得较小。参照图3,机器地板在成形辊4下方的区域中具有高起/升高的部件24。这样,在图2的构思中存在供第一成形织物6向下运行的空间,这是期望的,以便确保围绕图2中的辊16的正确包绕量。
33.应该理解,在本发明的实施例中,竖直距离y可以设想为大于杨克式烘缸3的直径的一半。
34.在一个可能的实施例中,其中本发明的机器准备重建成图6所示的机器,杨克式烘缸3的直径可以是5.5m,第一旋转轴线a1与第二旋转轴线a2之间的水平距离x可以是大约26.2m,第一旋转轴线a1与第二旋转轴线a2之间的竖直距离y可以是1.6m。
35.在本发明机器的另一个可能的实施例中,其中机器准备重建成图2所示的机器,杨克式烘缸3的直径可以是5.5m,第一旋转轴线a1与第二旋转轴线a2之间的水平距离x可以是23.4m,第一旋转轴线a1与第二旋转轴线a2之间的竖直距离y可以是1.3m。
36.本发明还可以理解为将生活用纸造纸机从权利要求1-8中任一项限定的机器重建成如图2或图4-图6中任一所示的机器的方法。这种方法包括将如图3所示的成形辊4与杨克式烘缸3之间的毛毡和辊的布置替换为如图2或图4-图6中任一所示的辊和织物的布置的步骤。
37.杨克式烘缸3可以具有许多不同的尺寸,但是在典型的实施例中,杨克式烘缸的直径通常在3.5m至7.0m的范围,例如在3.5m至6.7m的范围或从3.5m至6.5m的范围,并且杨克
式烘缸的宽度可以在2.5m至8.0m的范围,例如4.0m、4.7m、5.0m或6.0m。
38.得益于本发明,可以针对标准构思来构建生活用纸造纸机,并且还可以容易地将其重建为用于制造具有高吸收性的更松厚的生活用纸的构思。旋转轴线a1、a2之间的长距离使得可以无需移动这些旋转轴线而装配图2、图4、图5或图6所示构思或其它构思所需的额外设备,以用于制造具有高吸收性的更松厚的生活用纸。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1