一种自动过胶贴卡纸机的制作方法
1.本发明涉及过胶贴卡纸技术领域,尤其是指一种自动过胶贴卡纸机。
背景技术:
2.产品包装中礼盒类包装盒产品主要靠包装盒特异性来更突出体现产品跟一般产品的区别,一些较贵重的商品为突出其特点,常使用非常规包装方案来增加美观和独特性。这类非常规且高品质要求包装盒一般无法使用包装行业常用设备来实现生产,大部分时候只能靠纯手工作业+手动设备来完成,生产效率低下,品质也较难保障。
技术实现要素:
3.本发明的目的在于克服现有技术的不足,提供一种自动过胶贴卡纸机。
4.为了解决上述技术问题,本发明采用如下技术方案:
5.一种自动过胶贴卡纸机,包括机架,设于所述机架上的卡纸上料机构、卡纸定位机构、过胶贴卡纸机构、物料移送机构、及除泡机构;所述卡纸上料机构、卡纸定位机构、过胶贴卡纸机构、物料移送机构、及除泡机构的位置相对应;所述卡纸上料机构用于卡纸上料;所述卡纸定位机构用于对卡纸定位;所述过胶贴卡纸机构用于对定位后的卡纸过胶,并将过胶后的卡纸与物料贴合;所述物料移送机构用于将物料移送至贴卡纸工位,并将贴卡纸后的物料移送至除泡机构;所述除泡机构用于对贴卡纸后的物料除泡。
6.其进一步技术方案为:所述卡纸上料机构包括卡纸升降上料组件和卡纸上料机械手组件;所述卡纸升降上料组件包括与所述机架连接的卡纸升降支撑座,卡纸升降驱动电机,卡纸升降同步轮,丝杆轴承座,滚珠丝杠,丝杆螺母,升降连接板,及卡纸托板;所述卡纸升降驱动电机与所述卡纸升降支撑座连接,所述丝杆轴承座与所述卡纸升降支撑座连接,所述滚珠丝杠与所述丝杆轴承座连接、且滚珠丝杠通过所述卡纸升降同步轮与所述卡纸升降驱动电机传动连接,所述丝杆螺母套设于所述滚珠丝杠上,所述升降连接板的一端与所述丝杆螺母连接、另一端与所述卡纸托板连接;所述卡纸上料机械手组件包括与所述机架连接的上料移栽机械手,升降气缸安装板,升降气缸,吸盘安装板,及上料吸盘;所述升降气缸安装板与所述上料移栽机械手滑动连接,所述升降气缸与所述升降气缸安装板连接,所述吸盘安装板与所述升降气缸的伸缩端连接,所述上料吸盘与所述吸盘安装板连接,所述上料吸盘与所述卡纸托板的位置相对应。
7.其进一步技术方案为:所述卡纸升降支撑座上对应于所述卡纸托板的位置还设有纵向导轨、横向导轨、及限位导杆安装板;所述限位导杆安装板上设有限位导杆,所述限位导杆安装板与所述横向导轨滑动连接;所述卡纸托板与所述纵向导轨滑动连接,所述卡纸托板对应于所述限位导杆的位置设有开口槽;所述限位导杆的上端与所述限位导杆安装板连接、下端与所述开口槽滑动连接。
8.其进一步技术方案为:所述升降气缸的两侧还设有升降导轨安装板;所述升降导轨安装板外侧连接有升降导轨,所述吸盘安装板与所述升降导轨滑动连接。
9.其进一步技术方案为:所述卡纸定位机构包括与所述机架连接的定位底板,x轴定位板,y轴定位板,x轴滑台气缸,y轴滑台气缸,及定位托板;所述定位托板通过定位支撑柱与所述定位底板连接,所述x轴定位板,y轴定位板,x轴滑台气缸,及y轴滑台气缸位于所述定位托板的四周、且x轴定位板与x轴滑台气缸的位置相对应、y轴定位板与y轴滑台气缸的位置相对应;所述x轴定位板和y轴定位板与所述定位底板活动连接,所述x轴滑台气缸的伸缩端还连接有x轴定位推板,所述y轴滑台气缸的伸缩端还连接有y轴定位推板;所述定位托板与所述上料吸盘的位置相对应;所述x轴滑台气缸与所述定位底板之间还设有x轴调节板,所述y轴滑台气缸与所述定位底板之间还设有y轴调节板。
10.其进一步技术方案为:所述过胶贴卡纸机构包括过胶辊筒组件和过胶贴卡纸机械手组件;所述过胶辊筒组件包括与所述机架连接的辊筒支撑板,过胶驱动部,上辊筒,下辊筒,及刮胶部;所述过胶驱动部与所述辊筒支撑板连接,所述上辊筒和下辊筒与所述过胶驱动部传动连接、且所述上辊筒和下辊筒的位置相对应;所述上辊筒通过上辊筒轴承座与所述辊筒支撑板连接,所述下辊筒通过下辊筒轴承座与所述辊筒支撑板连接;所述刮胶部与所述辊筒支撑板连接、且刮胶部与所述上辊筒的位置相对应,所述下辊筒的下方还设有胶盘。
11.其进一步技术方案为:所述过胶驱动部包括过胶伺服电机安装板,过胶伺服电机,第一过胶同步轮,第一直齿轮,第二过胶同步轮,及第二直齿轮;所述过胶伺服电机安装板与所述辊筒支撑板连接,所述过胶伺服电机与所述过胶伺服电机安装板连接,所述第一过胶同步轮与所述过胶伺服电机的输出端连接,所述第二过胶同步轮与所述第一过胶同步轮传动连接,所述第一直齿轮与所述第二过胶同步轮固定连接,所述第二直齿轮与所述第一直齿轮啮合连接;所述上辊筒与所述第二过胶同步轮传动连接,所述下辊筒与所述第二直齿轮传动连接;所述刮胶部包括刮胶连接板,刮胶导杆及至少一个刮胶片;所述刮胶连接板与所述辊筒支撑板连接,所述刮胶导杆与所述刮胶连接板连接,所述刮胶片与所述刮胶导杆滑动连接,所述刮胶片与所述上辊筒的位置相对应;所述辊筒支撑板的一侧还设有调节支撑板,所述调节支撑板上设有调节螺杆,所述调节螺杆与所述下辊筒轴承座活动连接。
12.其进一步技术方案为:所述过胶贴卡纸机械手组件包括与所述机架连接的横向过胶贴卡纸机械手固定架,横向过胶贴卡纸机械手,纵向过胶贴卡纸机械手安装板,纵向过胶贴卡纸机械手,过胶贴卡纸连接板,及真空吸板;所述横向过胶贴卡纸机械手与所述横向过胶贴卡纸机械手固定架连接,所述纵向过胶贴卡纸机械手安装板与所述横向过胶贴卡纸机械手滑动连接,所述纵向过胶贴卡纸机械手与所述纵向过胶贴卡纸机械手安装板连接,所述过胶贴卡纸连接板与所述纵向过胶贴卡纸机械手滑动连接,所述真空吸板与所述过胶贴卡纸连接板连接,所述真空吸板与所述定位托板及上辊筒的位置相对应。
13.其进一步技术方案为:所述物料移送机构包括与所述机架连接的物料机械手安装板,物料机械手,取料安装板,取料组件,及移送组件;所述物料机械手与所述物料机械手安装板连接,所述取料安装板与所述物料机械手滑动连接,所述取料组件及移送组件与所述取料安装板连接;所述取料组件包括取料升降气缸,取料平行夹爪气缸,取料连接板,及取料夹爪;所述取料升降气缸与所述取料安装板连接,所述取料平行夹爪气缸与所述取料升降气缸的伸缩端连接,所述取料连接板与所述取料平行夹爪气缸的伸缩端连接,所述取料夹爪与所述取料连接板连接;所述移送组件包括第一移送组件和与所述第一移送组件结构
相同的第二移送组件;所述第一移送组件包括移送气缸,移送夹爪气缸安装板,移送夹爪气缸,移送夹爪连接板,及移送夹爪;所述移送气缸与所述取料安装板连接,所述移送夹爪气缸安装板与所述移送气缸的伸缩端连接,所述移送夹爪气缸与所述移送夹爪气缸安装板连接,所述移送夹爪连接板与所述移送夹爪气缸的伸缩端连接,所述移送夹爪与所述移送夹爪连接板连接。
14.其进一步技术方案为:所述除泡机构包括第一除泡组件和与所述第一除泡组件结构相同的第二除泡组件;所述第一除泡组件包括与所述机架连接的除泡支撑架,除泡气缸安装板,除泡气缸,除泡气缸连接板,除泡模具安装板,除泡下压板,除泡导柱,弹簧,及角压块;所述除泡气缸安装板与所述除泡支撑架连接,所述除泡气缸与所述除泡气缸连接板连接,所述除泡气缸连接板与所述除泡气缸的伸缩端连接,所述除泡模具安装板与所述除泡气缸连接板连接,所述除泡下压板通过所述除泡导柱与所述除泡模具安装板连接,所述弹簧套设于所述除泡导柱上,所述角压块的上端与所述除泡模具安装板连接、下端与所述除泡下压板滑动连接。
15.本发明与现有技术相比的有益效果是:实现了卡纸上料、定位、过胶,再与物料贴合,然后除泡的全自动化生产,节约了人力物力,同时提升了产品良率,减少了原材料浪费,节约了成本。
16.下面结合附图和具体实施例对本发明作进一步描述。
附图说明
17.为了更清楚地说明本发明实施例中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍。
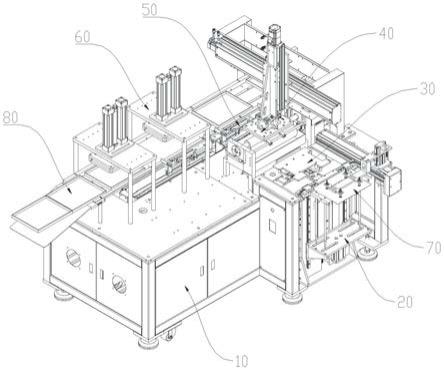
18.图1为本发明一种自动过胶贴卡纸机的示意图;
19.图2为本发明卡纸上料机构和卡纸定位机构的示意图;
20.图3为本发明卡纸上料机构的示意图一;
21.图4为本发明卡纸上料机构的示意图二;
22.图5为本发明卡纸上料机构的示意图三;
23.图6为本发明卡纸定位机构的示意图;
24.图7为本发明卡纸定位机构,过胶贴卡纸机构及物料移送机构的示意图;
25.图8为本发明过胶贴卡纸机构的示意图一;
26.图9为本发明过胶贴卡纸机构的示意图二;
27.图10为本发明过胶贴卡纸机构的示意图三;
28.图11为本发明过胶贴卡纸机构的示意图四;
29.图12为本发明物料移送机构和除泡机构的示意图;
30.图13为本发明物料移送机构的示意图一;
31.图14为本发明物料移送机构的示意图二;
32.图15为本发明物料托板的示意图;
33.图16为本发明除泡机构的示意图一;
34.图17为本发明除泡机构的示意图二。
具体实施方式
35.为了使本发明的目的、技术方案及优点更加清楚明白,下面结合附图和具体实施方式对本发明作进一步详细说明。
36.如图1至图17所示的具体实施例,本发明公开了一种自动过胶贴卡纸机,包括机架10,设于所述机架10上的卡纸上料机构20、卡纸定位机构30、过胶贴卡纸机构40、物料移送机构50、及除泡机构60;所述卡纸上料机构20、卡纸定位机构30、过胶贴卡纸机构40、物料移送机构50、及除泡机构60的位置相对应;所述卡纸上料机构20用于卡纸70上料;所述卡纸定位机构30用于对卡纸70定位;所述过胶贴卡纸机构40用于对定位后的卡纸70过胶,并将过胶后的卡纸70与物料80贴合;所述物料移送机构50用于将物料80移送至贴卡纸70工位,并将贴卡纸70后的物料80移送至除泡机构60;所述除泡机构60用于对贴卡纸70后的物料80除泡;实现了卡纸70上料、定位、过胶,再与物料80贴合,然后除泡的全自动化生产,节约了人力物力,同时提升了产品良率,减少了原材料浪费,节约了成本。
37.其中,如图1至图5所示,所述卡纸上料机构20包括卡纸升降上料组件21和卡纸上料机械手组件22;所述卡纸升降上料组件21包括与所述机架10连接的卡纸升降支撑座211,卡纸升降驱动电机212,卡纸升降同步轮213,丝杆轴承座214,滚珠丝杠215,丝杆螺母216,升降连接板217,及卡纸托板218;所述卡纸升降驱动电机212与所述卡纸升降支撑座211连接,所述丝杆轴承座214与所述卡纸升降支撑座211连接,所述滚珠丝杠215与所述丝杆轴承座214连接、且滚珠丝杠215通过所述卡纸升降同步轮213与所述卡纸升降驱动电机212传动连接,所述丝杆螺母216套设于所述滚珠丝杠215上,所述升降连接板217的一端与所述丝杆螺母216连接、另一端与所述卡纸托板218连接;所述卡纸上料机械手组件22包括与所述机架10连接的上料移栽机械手221,升降气缸安装板222,升降气缸223,吸盘安装板224,及上料吸盘225;所述升降气缸安装板222与所述上料移栽机械手221滑动连接,所述升降气缸223与所述升降气缸安装板222连接,所述吸盘安装板224与所述升降气缸223的伸缩端连接,所述上料吸盘225与所述吸盘安装板224连接,所述上料吸盘225与所述卡纸托板218的位置相对应。
38.其中,卡纸70在卡纸托板218上堆叠上料,卡纸升降驱动电机212通过卡纸升降同步轮213驱动丝杆螺母216带动卡纸托板218上下运动,然后上料移栽机械手221带动升降气缸223滑动至卡纸托板218的位置,升降气缸223带动吸盘安装板224下行,使得上料吸盘225吸取卡纸70,然后升降气缸223带动吸盘安装板224上行,上料移栽机械手221带动升降气缸223将卡纸70移送至卡纸定位机构30进行精确定位,实现卡纸70的自动上料(取走一张卡纸70,卡纸托板218往上走0.3毫米)。
39.其中,如图4所示,所述卡纸升降支撑座211上对应于所述卡纸托板218的位置还设有纵向导轨2111、横向导轨2112、及限位导杆安装板2113;所述限位导杆安装板2113上设有限位导杆2114,所述限位导杆安装板2113与所述横向导轨2112滑动连接;所述卡纸托板218与所述纵向导轨2111滑动连接,所述卡纸托板218对应于所述限位导杆2114的位置设有开口槽2181;所述限位导杆2114的上端与所述限位导杆安装板2113连接、下端与所述开口槽2181滑动连接。纵向导轨2111起到导向和省力的作用,使得卡纸托板218上下运动更平稳。卡纸70在卡纸托板218上堆叠上料,左右限位导杆2114,可根据卡纸70尺寸大小通过调整限位导杆安装板2113的位置以实现位置调节,起到左右限位的作用。
40.其中,如图5所示,所述升降气缸223的两侧还设有升降导轨安装板226;所述升降导轨安装板226外侧连接有升降导轨227,所述吸盘安装板224与所述升降导轨227滑动连接,使得吸盘安装板224上下运动更加平稳,同时更省力。
41.其中,如图6至图7所示,所述卡纸定位机构30包括与所述机架10连接的定位底板31,x轴定位板32,y轴定位板33,x轴滑台气缸34,y轴滑台气缸35,及定位托板36;所述定位托板36通过定位支撑柱37与所述定位底板31连接,所述x轴定位板32,y轴定位板33,x轴滑台气缸34,及y轴滑台气缸35位于所述定位托板36的四周、且x轴定位板32与x轴滑台气缸34的位置相对应、y轴定位板33与y轴滑台气缸35的位置相对应;所述x轴定位板32和y轴定位板33与所述定位底板31活动连接,可以根据卡纸70的尺寸大小,调节x轴定位板32和y轴定位板33的位置;所述x轴滑台气缸34的伸缩端还连接有x轴定位推板341,所述y轴滑台气缸35的伸缩端还连接有y轴定位推板351;所述定位托板36与所述上料吸盘225的位置相对应;所述x轴滑台气缸34与所述定位底板31之间还设有x轴调节板342,所述y轴滑台气缸35与所述定位底板31之间还设有y轴调节板352,可以根据卡纸70的尺寸大小,通过x轴调节板342和y轴调节板352来调节x轴滑台气缸34和y轴滑台气缸35的位置。
42.其中,当卡纸70被移送至定位托板36后,x轴滑台气缸34和y轴滑台气缸35带动x轴定位推板341和y轴定位推板351推动卡纸70靠紧x轴定位板32和y轴定位板33,实现精确定位。
43.其中,如图7至图11所示,所述过胶贴卡纸机构40包括过胶辊筒组件41和过胶贴卡纸机械手组件42;所述过胶辊筒组件41包括与所述机架10连接的辊筒支撑板411,过胶驱动部412,上辊筒413,下辊筒414,及刮胶部415;所述过胶驱动部412与所述辊筒支撑板411连接,所述上辊筒413和下辊筒414与所述过胶驱动部412传动连接、且所述上辊筒413和下辊筒414的位置相对应;所述上辊筒413通过上辊筒轴承座416与所述辊筒支撑板411连接,所述下辊筒414通过下辊筒轴承座417与所述辊筒支撑板411连接;所述刮胶部415与所述辊筒支撑板411连接、且刮胶部415与所述上辊筒413的位置相对应,所述下辊筒414的下方还设有胶盘418。
44.其中,所述过胶驱动部412包括过胶伺服电机安装板4121,过胶伺服电机4122,第一过胶同步轮4123,第一直齿轮4124,第二过胶同步轮4125,及第二直齿轮4126;所述过胶伺服电机安装板4121与所述辊筒支撑板411连接,所述过胶伺服电机4122与所述过胶伺服电机安装板4121连接,所述第一过胶同步轮4123与所述过胶伺服电机4122的输出端连接,所述第二过胶同步轮4125与所述第一过胶同步轮4123传动连接,所述第一直齿轮4124与所述第二过胶同步轮4125固定连接,所述第二直齿轮4126与所述第一直齿轮4124啮合连接;所述上辊筒413与所述第二过胶同步轮4125传动连接,所述下辊筒414与所述第二直齿轮4126传动连接;所述刮胶部415包括刮胶连接板4151,刮胶导杆4152及至少一个刮胶片4153;所述刮胶连接板4151与所述辊筒支撑板411连接,所述刮胶导杆4152与所述刮胶连接板4151连接,所述刮胶片4153与所述刮胶导杆4152滑动连接,所述刮胶片4153与所述上辊筒413的位置相对应;所述辊筒支撑板411的一侧还设有调节支撑板4111,所述调节支撑板4111上设有调节螺杆4112,所述调节螺杆4112与所述下辊筒轴承座417活动连接。
45.其中,过胶伺服电机4122通过第一过胶同步轮4123驱动第二过胶同步轮4125及第一直齿轮4124,第一直齿轮4124带动第二直齿轮4126,带动下辊筒414及上辊筒413旋转,下
辊筒414旋转时和胶盘418里面的胶水接触,表面沾上一层胶,在旋转过程中通过下辊筒414和上辊筒413接触位置(圆切线),把胶移送至上辊筒413上,通过调节螺杆4112带动下辊筒414移动,实现调节下辊筒414和上辊筒413之间的间隙,从来调节胶水的厚度(间隙越大胶水越厚);刮胶片4153进行左右限位,控制胶水的宽度,然后等待过胶贴卡纸机械手组件42吸卡纸70过胶。
46.其中,如图10至图11所示,所述过胶贴卡纸机械手组件42包括与所述机架10连接的横向过胶贴卡纸机械手固定架421,横向过胶贴卡纸机械手422,纵向过胶贴卡纸机械手安装板423,纵向过胶贴卡纸机械手424,过胶贴卡纸连接板425,及真空吸板426;所述横向过胶贴卡纸机械手422与所述横向过胶贴卡纸机械手固定架421连接,所述纵向过胶贴卡纸机械手安装板423与所述横向过胶贴卡纸机械手422滑动连接,所述纵向过胶贴卡纸机械手424与所述纵向过胶贴卡纸机械手安装板423连接,所述过胶贴卡纸连接板425与所述纵向过胶贴卡纸机械手424滑动连接,所述真空吸板426与所述过胶贴卡纸连接板425连接,所述真空吸板426与所述定位托板36及上辊筒413的位置相对应。
47.其中,横向过胶贴卡纸机械手422带动纵向过胶贴卡纸机械手424移动至定位托板36上方,纵向过胶贴卡纸机械手424带动过胶贴卡纸连接板425下行,真空吸板426吸附卡纸70上行(采用高刚性材料做真空吸板426,来保证平面度;确保卡纸70吸附平整,进而保证过胶均匀,厚薄一致);将卡纸70移送至上辊筒413上方,卡纸70与上辊筒413表面轻接触,上辊筒413表面的胶水转移至卡纸70表面,完成过胶过程(上辊筒413转动线速度与横向过胶贴卡纸机械手422的线速度一致,如此才能保证过胶匀称,达到品质要求),然后将过胶后的卡纸70移送至贴卡纸工位,纵向过胶贴卡纸机械手424带动真空吸板426下行,将卡纸70贴卡至物料中,完成贴卡工艺。
48.其中,如图12至图14所示,所述物料移送机构50包括与所述机架10连接的物料机械手安装板51,物料机械手52,取料安装板53,取料组件54,及移送组件55;所述物料机械手52与所述物料机械手安装板51连接,所述取料安装板53与所述物料机械手52滑动连接,所述取料组件54及移送组件55与所述取料安装板53连接;所述取料组件54包括取料升降气缸541,取料平行夹爪气缸542,取料连接板543,及取料夹爪544;所述取料升降气缸541与所述取料安装板53连接,所述取料平行夹爪气缸542与所述取料升降气缸541的伸缩端连接,所述取料连接板543与所述取料平行夹爪气缸542的伸缩端连接,所述取料夹爪544与所述取料连接板543连接;所述移送组件55包括第一移送组件551和与所述第一移送组件结构551相同的第二移送组件552;所述第一移送组件551包括移送气缸5511,移送夹爪气缸安装板5512,移送夹爪气缸5513,移送夹爪连接板5514,及移送夹爪5515;所述移送气缸5511与所述取料安装板53连接,所述移送夹爪气缸安装板5512与所述移送气缸5511的伸缩端连接,所述移送夹爪气缸5513与所述移送夹爪气缸安装板5512连接,所述移送夹爪连接板5514与所述移送夹爪气缸5513的伸缩端连接,所述移送夹爪5515与所述移送夹爪连接板5514连接。
49.其中,如图15所示,机架11对应于物料移送机构50和除泡机构60的位置设有物料托板11,物料托板11上设有对应于取料夹爪544的物料托板开口槽12,取料夹爪544沿物料托板开口槽12来回运动,物料托板11的一侧设有物料导向板13,起到导向的作用,物料托板11的另一侧设有物料挡条14,起到阻挡的作用,防止物料80从侧边掉落;物料托板11远离于
托板开口槽12的一端还设有物料下料滑板15,便于除泡后的物料进行下料;物料托板11通过若干个托板支撑柱16与机架11连接,节约空间。
50.其中,当物料80由上一工序移送至物料托板11后,取料升降气缸541上行,取料平行夹爪气缸542带动取料夹爪544夹取物料80(定位),然后物料机械手52带动取料夹爪544移送物料80至贴卡纸工位,同时第一移送组件551把贴卡纸工位已贴好卡纸70的物料80移送至除泡工位,同时第二移送组件552把第一除泡工位的物料80夹取移送至第二除泡工位(且把第二除泡工位除泡好的物料80顶出至下料位置,循环上述过程。
51.其中,如图16至图17所示,所述除泡机构60包括第一除泡组件61和与所述第一除泡组件61结构相同的第二除泡组件62;所述第一除泡组件61包括与所述机架10连接的除泡支撑架611,除泡气缸安装板612,除泡气缸613,除泡气缸连接板614,除泡模具安装板615,除泡下压板616,除泡导柱617,弹簧618,及角压块619;所述除泡气缸安装板612与所述除泡支撑架611连接,所述除泡气缸613与所述除泡气缸连接板612连接,所述除泡气缸连接板614与所述除泡气缸613的伸缩端连接,所述除泡模具安装板615与所述除泡气缸连接板614连接,所述除泡下压板616通过所述除泡导柱617与所述除泡模具安装板615连接,所述弹簧618套设于所述除泡导柱617上,所述角压块619的上端与所述除泡模具安装板615连接、下端与所述除泡下压板616滑动连接。
52.其中,当第一移送组件551移送物料80至第一除泡工位后,除泡气缸613下行,带动除泡治具挤压物料80除泡;(核心关键:除泡气缸613下行时施加较大压力给除泡模具安装板615,由于高刚性弹簧618的缓冲作用,除泡下压板616先接触物料80内部,将气泡向四周边缘排除,然后高刚性弹簧618继续被压缩,使得角压块619接触物料80四周,排除最后的残余气泡,并进一步压实卡纸70,实现分段压合,达到最佳除泡效果;除泡完成后除泡气缸613上行,弹簧618预先回弹,顶起除泡下压板616和角压块619,防止将物料80带走,有利于物料80顺利脱模,然后第二移送组件552移送第一次除泡后的物料80至第二除泡工位,进行再次除泡。
53.其中,在本实施例中,物料80为包装盒。
54.本发明的自动过胶贴卡纸机应用场景如下:根据物料80规格,调整设备相关参数及定位位置,物料80由上一工位完成后,由上一工序送至本机上料位(联机作业),取料组件54夹持物料80移送至贴卡纸工位(同时第一移送组件551把贴好卡纸70的物料80移送至第一除泡工位,第二移送组件552将第一除泡工位的物料80移送至第二除泡工位);卡纸70堆叠在卡纸托板218上,卡纸上料机械手组件22吸取卡纸70至卡纸定位机构30上定位,然后过胶贴卡机械手组件42吸取卡纸70至过胶辊筒组件41,使得卡纸70与上辊筒413接触,胶水转移至卡纸70上,完成卡纸70过胶,然后过胶贴卡机械手组件42继续前行移送至贴卡纸工位,下行带动卡纸70贴合在定位好的物料80上,完成贴卡纸工艺;然后取料组件54继续夹持物料80移送至贴卡纸工位,同时把贴好卡纸70的物料80移送至第一除泡工位及第二除泡工位进行连续自动压合除泡,确保除泡效果,并推前一个已两次除泡后的物料80自动下料,完成整个作业流程。
55.上述实施例为本发明较佳的实现方案,除此之外,本发明还可以其它方式实现,在不脱离本技术方案构思的前提下任何显而易见的替换均在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1