抛丸涂装生产线及抛丸涂装方法与流程
1.本发明涉及加工领域,具体而言,涉及一种抛丸涂装生产线及抛丸涂装方法。
背景技术:
2.现有煤矿机械结构件喷涂前的表面处理为抛丸机抛丸处理或人工打磨处理,采用抛丸处理采用竖直吊挂或辊道输送机,竖直吊挂高度太高,而且吊挂过程复杂危险,辊道输送机在后续涂装不便,需要转运,一体化程度低,人工参与工作多,劳动强度高,生产效率低。
技术实现要素:
3.本发明实施例提供了一种自动化程度高的抛丸涂装生产线及抛丸涂装方法,以至少解决相关技术中人工工作多的问题。
4.根据本发明的一个实施例,提供了一种抛丸涂装生产线,包括抛丸系统及喷漆系统,所述抛丸涂装生产线还包括输送系统,所述输送系统包括环形悬挂轨道、行走车及两个起吊葫芦,所述行走车可动地设置于所述环形悬挂轨道,所述行走车连接两个所述起吊葫芦,两个所述起吊葫芦用于平吊工件,所述行走车驱动所述起吊葫芦带动工件沿所述环形悬挂轨道移动。
5.进一步地,所述起吊葫芦包括安装板、转轮、连接链、挂钩及弹簧,所述安装板装设于所述行走车,所述转轮可转动地设于所述安装板,所述连接链分别连接所述转轮及所述挂钩,所述转轮转动后收放所述连接链以带动所述挂钩升降,所述弹簧套设于所述连接链,在所述挂钩上升时,所述弹簧两端分别抵持所述挂钩与所述转轮以进行缓冲。
6.进一步地,所述抛丸系统包括驱动机构、多个抛丸机、人工清理室及清洁机构,所述驱动机构连接多个所述抛丸机以驱动其移动以对准工件,所述驱动机构及多个所述抛丸机装设于抛丸室内,所述人工清理室用于在抛丸机抛丸后,供人工检查及清理打磨涂油,所述清洁机构通过风管连接抛丸室与人工清理室,所述清洁机构包括粉尘收集设备、大旋风沉降设备、滤芯除尘设备及高空排放设备,所述粉尘收集设备用于收集抛丸室与人工清理室内的粉尘,所述大旋风沉降设备用于沉降所述粉尘、所述滤芯除尘设备用于过滤气体中粉尘,所述高空排放设备用于排放空气。
7.进一步地,所述喷漆系统包括喷涂机器人室、人工喷漆室、流平室、烘干室及强冷室,所述喷涂机器人室设有喷涂机器人用于向工件喷漆,所述人工喷漆室用于在喷涂机器人喷漆后,供人工检查喷漆,所述流平室用于放置工件以进行流平,所述烘干室用于放置工件以进行烘干,所述强冷室用于放置工件以进行强冷。
8.进一步地,所述喷漆系统还包括通风机构,所述通风机构包括第一通风组件、第二通风组件、第三通风组件及第四通风组件;所述第一通风组件用于将外部空气通入人工喷漆室,所述第二通风组件用于将人工喷漆室的空气通入喷涂机器人室,所述第三通风组件用于将流平室的空气通入喷涂机器人室,所述第四通风组件用于将喷涂机器人室的废气排
出。
9.进一步地,所述第一通风组件包括抽风件、过滤件及加热件,所述抽风件用于抽取外部空气,所述过滤件用于过滤空气,所述加热件用于加热空气,所述过滤件包括初效过滤件、中效过滤件及高效过滤件,所述初效过滤件位于所述加热件前端,所述中效过滤件及高效过滤件分别位于加热件后端。
10.进一步地,所述第二通风组件包括废气收集件、干式漆雾捕集件、漆雾过滤件、送风加热件及过滤件,所述废气收集件用于收集人工喷漆室的废气,所述干式漆雾捕集件用于捕集废气中的漆雾,所述漆雾过滤件用于过滤漆雾,所述送风加热件用于对气体加热并送至喷涂机器人室,所述过滤件用于过滤空气,所述过滤件包括初效过滤件、中效过滤件及高效过滤件,所述初效过滤件位于所述送风加热件前端,所述中效过滤件及高效过滤件分别位于加热件后端。
11.进一步地,所述第四通风组件包括废气收集件、干式漆雾捕集件、漆雾过滤件、颗粒物捕集件、活性炭吸附、脱附、催化燃烧组件及排放组件,所述废气收集件用于收集废气,所述干式漆雾捕集件用于捕集废气中的漆雾,所述漆雾过滤件用于过滤漆雾,所述颗粒物捕集件用于捕集颗粒物中的颗粒物。
12.本技术实施例还提供一种抛丸涂装方法,包括:s1:将工件装入起吊葫芦,通过两个起吊葫芦共同吊起一个工件,从而使工件可以保持水平状态,通过行走车驱动工件沿环形悬挂轨道移动;s2:通过抛丸机对工件进行抛丸处理;s3:对工件人工检查及清理打磨涂油;s4:对工件进行预热;s5:通过喷涂机器人对工件喷漆;s6:人工检查工件并喷漆;s7:将工件置于流平室内流平;s8:将工件置于烘干室烘干;s9:将工件置于强冷室强冷降温并在取出强冷室后进行自然冷却;s10:重复s5
‑
s9以对工件面漆喷漆处理。
13.进一步地,在s5
‑
s7中,利用第一通风组件将外部空气通入人工喷漆室,通过第二通风组件将人工喷漆室的空气通入喷涂机器人室,通过第三通风组件将流平室的空气通入喷涂机器人室,通过第四通风组件将喷涂机器人室废气排出。
14.有益效果通过本发明实施例,通过设置两个起吊葫芦将工件横挂的方式,不需要将工件有横放的方式进行竖直,减少悬挂难度和危险,而且可以实现抛丸和涂装一体化,不需要中间转运,减少人工参与,降低人工劳动强度,提高效率。
15.进一步地,空气先进入人工喷漆室,再由人工喷漆室至机器人加热段补加热后送至机器人喷漆室,在机器人喷漆室进行工件加热后由机器人喷漆室排至漆雾过滤装置和废气处理装置,处理达标后排至大气,充分利用热量,实现节能环保降低成本。
附图说明
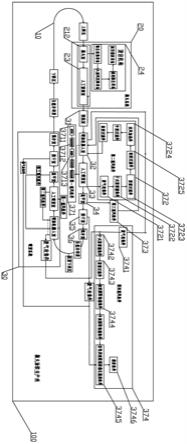
16.此处所说明的附图用来提供对本发明的进一步理解,构成本发明的一部分,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:图1是根据本发明实施例的抛丸涂装生产线的连接框图;图2是根据本发明实施例的抛丸涂装生产线的俯视图;图3是图1所示抛丸涂装生产线的输送系统的侧视图;图4是图1所示抛丸涂装生产线的预热室的侧视图;图5是图1所示抛丸涂装生产线的抛丸室的侧视图;图6是图1所示抛丸涂装生产线的喷涂机器人室的侧视图;图7是图1所示抛丸涂装生产线的人工喷漆室的侧视图;图8是图1所示抛丸涂装生产线的流平室的侧视图;图9是图1所示抛丸涂装生产线的烘干室的框图;图10是图1所示抛丸涂装生产线的强冷室的侧视图。
17.图中数字或字母所代表的零部件名称为:100、抛丸涂装生产线;200、工件;10、输送系统;11、环形悬挂轨道;12、行走车;13、起吊葫芦;131、安装板;132、转轮;133、连接链;134、挂钩;135、弹簧;20、抛丸系统;21、驱动机构;22、抛丸机;212、抛丸室;23、人工清理室;24、清理机构;30、喷漆系统;31、预热室;32、喷涂机器人室;321、喷涂机器人;3211、机械臂;3212、喷涂件;33、人工喷漆室;34、流平室;35、烘干室;36、强冷室;371、第一通风组件;3711、抽风件;3712、过滤件;3713、加热件;372、第二通风组件;3721、废气收集件;3722、干式漆雾捕集件;3723、漆雾过滤件;3724、送风加热件;3725、过滤件;373、第三通风组件;374、第四通风组件;3741、废气收集件;3742、干式漆雾捕集件;3743、漆雾过滤件;3744、颗粒物捕集件;3745、活性炭吸附、脱附、催化燃烧组件;3746、排放组件。
具体实施方式
18.下文中将参考附图并结合实施例来详细说明本发明。需要说明的是,在不冲突的情况下,本发明中的实施例及实施例中的特征可以相互组合。
19.需要说明的是,本发明的说明书和权利要求书及上述附图中的术语“第一”、“第二”等是用于区别类似的对象,而不必用于描述特定的顺序或先后次序。
20.请参见图1至图10,本发明实施例提供了一种抛丸涂装生产线100用于对工件200进行抛丸涂装。
21.请参见图1及图2,抛丸涂装生产线100包括输送系统10、抛丸系统20及喷漆系统30。输送系统10用于输送工件200至抛丸系统20及喷漆系统30。抛丸系统20用于对工件200抛丸。喷漆系统30用于对工件200喷漆。
22.请参见图1至图3,输送系统10包括环形悬挂轨道11、行走车12及起吊葫芦13。行走车12可动地设置于环形悬挂轨道11。行走车12连接起吊葫芦13。起吊葫芦13用于连接吊起工件200。行走车12驱动起吊葫芦13带动工件200沿环形悬挂轨道11移动。
23.环形悬挂轨道11设有相邻的上料区及下料区。工件200由上料区装入起吊葫芦13后,在行走车12驱动下依次通过抛丸系统20及喷漆系统30并移动至下料区进行下料。
24.两个起吊葫芦13共同吊起一个工件200,从而使工件200可以保持水平状态。不需要将工件200由横放的方式进行竖直,减少悬挂难度和危险。
25.起吊葫芦13包括安装板131、转轮132、连接链133及挂钩134。安装板131装设于行走车12。转轮132可转动地设于安装板131。连接链133分别连接转轮132及挂钩134。转轮132转动后收放连接链133以带动挂钩134升降。
26.在图示实施例中,起吊葫芦13 还包括弹簧135。弹簧135套设于连接链133。在挂钩134上升时,弹簧135两端分别抵持挂钩134与转轮132以进行缓冲。
27.在图示实施例中,环形悬挂轨道11还包括检修道岔。检修道岔用于停放故障葫芦以及时检修,并且不占用主运输轨道。
28.请参见图4,抛丸系统20包括驱动机构21及多个抛丸机22。驱动机构21连接多个抛丸机22以驱动其移动以对准工件200。驱动机构21及多个抛丸机22装设于抛丸室212内。
29.请参见图1及图2,在图示实施例中,抛丸系统20还包括人工清理室23以供在抛丸机22抛丸后,人工检查及清理打磨涂油。
30.请参见图1及图2,在图示实施例中,抛丸系统20还包清洁机构24。清洁机构24通过风管连接抛丸室212与人工清理室23。清洁机构24包括粉尘收集设备、大旋风沉降设备、滤芯除尘设备及高空排放设备。所述粉尘收集设备用于收集抛丸室与人工清理室内的粉尘,所述大旋风沉降设备用于沉降所述粉尘、所述滤芯除尘设备用于过滤气体中粉尘,所述高空排放设备用于排放空气。
31.抛丸室212与人工清理室23内的粉尘通过粉尘收集设备收集后,利用大旋风沉降设备、滤芯除尘设备处理后,通过高空排放设备排放。
32.请参见图1、图2及图5,在图示实施例中,喷漆系统30包括预热室31。预热室32用于预热工件200以便于后续喷漆。可以理解,在其他实施例中,预热室31还可以省略。
33.请参见图1、图2及图6,喷漆系统30包括喷涂机器人室32。喷涂机器人室32设有喷涂机器人321。喷涂机器人321包括机械臂3211及喷涂件3212。机械臂3211连接喷涂件3212以驱动其移动。喷涂件3212用于向工件200喷漆。
34.在图示实施例中,喷涂机器人321的数量为两个,以从相对两侧向工件200喷漆。
35.请参见图1、图2及图7,在图示实施例中,喷漆系统30还包括人工喷漆室33。在喷涂机器人32喷漆后,供人工检查喷漆。
36.请参见图1、图2及图8,在图示实施例中,喷漆系统30还包括流平室34。流平室34内空气流动加快以使工件200的漆膜挥发流平。
37.请参见图1、图2及图9,在图示实施例中,喷漆系统30还包括烘干室35。烘干室35用于烘干工件200的漆层。
38.烘干室35包括进风段、初效段、中间段、加热段、风机段、均流段、消声段、中间段、中效段及出风段。
39.请参见图1、图2及图10,在图示实施例中,喷漆系统30还包括强冷室36。强冷室36通过冷风将从烘干室35出来的工件200降温。
40.请参见图1及图2,在图示实施例中,喷漆系统30还包括通风机构。通风机构包括第一通风组件371、第二通风组件372、第三通风组件373及第四通风组件374。第一通风组件371用于将外部空气通入人工喷漆室33。第二通风组件372用于将人工喷漆室33的空气通入
喷涂机器人室32。第三通风组件373用于将流平室34的空气通入喷涂机器人室32。第四通风组件374将喷涂机器人室32废气排出。
41.第一通风组件371包括抽风件3711、过滤件3712及加热件3713。抽风件3711用于抽取外部空气。过滤件3712用于过滤空气。加热件3713用于加热空气。其中,过滤件3712包括初效过滤件、中效过滤件及高效过滤件。初效过滤件位于加热件3713前端。中效过滤件及高效过滤件分别位于加热件3713后端。
42.第二通风组件372包括废气收集件3721、干式漆雾捕集件3722、漆雾过滤件3723、送风加热件3724及过滤件3725。废气收集件3721用于收集人工喷漆室33的废气。干式漆雾捕集件3722用于捕集废气中的漆雾。漆雾过滤件3723用于过滤漆雾。送风加热件3724用于对气体加热并送至喷涂机器人室32。过滤件3725用于过滤空气。过滤件3725包括初效过滤件、中效过滤件及高效过滤件。初效过滤件位于送风加热件3724前端。中效过滤件及高效过滤件分别位于加热件3713后端。
43.第四通风组件374包括废气收集件3741、干式漆雾捕集件3742、漆雾过滤件3743、颗粒物捕集件3744、活性炭吸附、脱附、催化燃烧组件3745及排放组件3746。废气收集件3741用于收集废气。干式漆雾捕集件3742用于捕集废气中的漆雾。漆雾过滤件3743用于过滤漆雾。颗粒物捕集件3744用于捕集颗粒物中的颗粒物。活性炭吸附、脱附、催化燃烧组件3745利用活性碳进行吸附浓缩,当活性碳吸附达到饱和时,启动催化燃烧设备,并利用热空气加热活性碳吸附床,当催化燃烧反应床加热后,从吸附床解吸出来的高浓度废气就可以在催化反应床中进行氧化反应。反应后的高温气体经换热器的换热,换热后的气体一部分回用送入活性碳吸附床进行脱附,另一部分排入大气。
44.在图示实施例中,喷漆系统30的数量为两个以分别对工件200喷涂底漆及面漆。
45.可以理解,上述各个室体可单独启闭。例如预热室31只在冬季低温下使用。在不需要底漆或面漆喷涂时,关闭相应的一组喷漆系统30。
46.在烘干室、下件区等可以实现工件积放,缩短主运输轨道距离,节约场地,节约室体体积,节约能源。
47.请参见图1至图10,一种抛丸涂装方法,包括如下步骤:s1:将工件200装入起吊葫芦13,通过行走车12驱动工件200沿环形悬挂轨道11移动。
48.在本步骤中,通过两个起吊葫芦13共同吊起一个工件200,从而使工件200可以保持水平状态。不需要将工件200由横放的方式进行竖直,减少悬挂难度和危险。
49.s2:通过抛丸机22对工件200进行抛丸处理。
50.抛丸时,通过驱动机构21驱动抛丸机22以对准工件200。
51.s3:对工件200人工检查及清理打磨涂油。
52.在s2及s3中,通过粉尘收集设备收集抛丸室212及人工清理室23中额的粉尘,并利用大旋风沉降设备、滤芯除尘设备处理粉尘后,通过高空排放设备排放。
53.s4:对工件200进行预热。
54.可以理解,在温度较高或工件200本身不需要较高温度时,可以省略本步骤。
55.s5:通过喷涂机器人321对工件200喷漆。
56.具体地,通过机械臂3211驱动喷涂件3212移动。喷涂件3212用于向工件200喷漆。
57.s6:人工检查工件200并喷漆。
58.s7:将工件200置于流平室34内流平。
59.在s5
‑
s7中,利用第一通风组件371将外部空气通入人工喷漆室33。通过第二通风组件372将人工喷漆室33的空气通入喷涂机器人室32。通过第三通风组件373将流平室34的空气通入喷涂机器人室32。通过第四通风组件374将喷涂机器人室32废气排出。
60.s8:将工件200置于烘干室35烘干。
61.s9:将工件200置于强冷室36强冷降温并在取出强冷室36后进行自然冷却。
62.s10:重复s2
‑
s9以对工件200另一面进行抛丸及喷漆处理。
63.以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1