防伪纸及其制造方法及所用的防伪液施放器与流程
1.本发明涉及一种诸如钞票纸、证券纸、护照纸、票据纸、证件纸等防伪纸张的制造方法,具体说是涉及一种含有“纵向连续、横向相邻的多防伪特征”的防伪纸,以及该防伪纸的制造方法及其所使用的防伪液施放器。
背景技术:
2.防伪材料,例如防伪纤维、防伪颜料、防伪圆片、防伪点等,作为钞票、证券的防伪特征,是公知的技术,它们是在纸张抄造时引入到纸张中。
3.防伪材料在防伪纸中的分布,按照施加技术的不同,主要可以分为满版分布、定位分布。将防伪纤维混和到造纸浆料中用于抄造,防伪纤维随机分布在纸张中,即满版分布,另外一种,防伪纤维在设定的纸张区域内分布,即定位分布,相对于前者,定位分布更易于进行真伪检测分析,有着更好的艺术效果。cn201210235995揭示了一种定向施加环形防伪材料的方法,在抄造步骤中,将以水为主体的防伪材料分散体通过流送管道经施放口流送到运动着的长网表面,形成含有防伪材料的带状第一湿纸页,然后与在长网揭起圆网上形成的第二湿纸页复合形成第三湿纸页。第三湿纸页经压榨、干燥、施胶、整饰加工等步骤,最终生产出的纸张表面含有呈一定宽度的带状分布的防伪材料。cn1349020a揭示了一种局部区域分层染色防伪纸板的制造方法,该纸板至少由两层纸浆层叠而成,其中有至少一层纸浆层中有至少一条带状区域,该区域内纸浆颜色特征明显区别于该纸浆层其它面积部分,该防伪纸板必须通过专门设计制造的纸板机才能生产。
4.上述定向施加方法增强了防伪纸张的防伪性和艺术性,但在防伪纸局部区域仅设置单一防伪特征,已经容易被伪造者利用高分辨率扫描仪、打印机和印刷机进行高质量的复制,虽然也可以通过同时施加多种防伪材料的方式增加防伪纸的防伪性,但在较小区域内堆叠多种防伪材料,不仅降低了防伪纸张的艺术性,同时也对防伪特征的读取造成互相干扰。
技术实现要素:
5.为了克服上述缺陷,本发明提供一种防伪纸及其制造方法及所用的防伪液施放器,采用该制造方法制造的防伪纸上相邻防伪带的防伪材料不会出现混杂现象,防伪性强,不易伪造,同时具有一定的艺术性。
6.本发明为了解决其技术问题所采用的技术方案是:一种防伪纸,防伪纸表面上平行间隔的形成有至少一组防伪带组,每组防伪带组包括至少三条平行排列的防伪带,每组防伪带组中相邻防伪带上具有不同的防伪特征,所述防伪特征在圆网纸机湿部成型。
7.该防伪纸上形成纵向连续、横向相邻的多防伪特征,在施加过程中可以根据需要控制任意一条防伪带的定位宽度,且相邻防伪带的防伪材料不会出现混杂现象,生产的防伪纸防伪性强,不易伪造,同时具有一定的艺术性。
8.与传统的纸张防伪技术相结合,所生产的防伪纸张,将进一步提高采用该纸张所
加工制作的钞票、证券等安全物件的防伪造能力,阻止伪造者进行复制和仿制的企图。所述的传统的纸张防伪技术,包括纸张水印技术、防伪纤维纸张技术、安全线纸张技术等等。
9.采用上述方法制造的纸张经卷取后成为纸轴,纸轴的后续加工包括切纸、印刷、分切等传统加工步骤,生产出钞票、证券等安全物件。
10.作为本发明的进一步改进,每条防伪带的宽度不小于1mm,各条防伪带的宽度可以相同或不同,有利于提高防伪效果,所述防伪带组还包括无防伪特征带,至少一条无防伪特征带与防伪带平行设置,无防伪特征带和防伪带按任意顺序排列。
11.一种防伪纸的制造方法,包括抄造步骤,所述抄造步骤为在圆网造纸机的圆网表面抄造第一湿纸页,在圆网造纸机的长网两侧相对应的位置分别安装有防伪液施放器和真空抽吸装置,防伪液施放器通过沿长网宽度方向间隔排列出液口向长网表面输送含防伪材料的悬浮液,且防伪施放器中至少三个相邻的出液口形成一组,各组出液口中相邻出液口输送的悬浮液含有的防伪材料不同,真空抽吸装置在长网对面对防伪液施放器输送的含防伪材料的悬浮液进行负压抽吸,含防伪材料的悬浮液随长网运行在长网表面形成沿长网宽度方向平行间隔排列的至少一张第二湿纸页,每张第二湿纸页包括至少三个平行设置的防伪带,各张第二湿纸页随长网运动运转到揭纸辊下方与第一湿纸页复合形成第三湿纸页。
12.一般防伪纸生产要经过打浆、配浆、抄造、压榨、干燥、卷取等步骤,其中抄造步骤中,在圆网造纸机的圆网表面抄造第一湿纸页,在圆网造纸机的长网表面抄造具有多防伪特征的第二湿纸页,第二湿纸页抄造时,含有防伪材料的悬浮液,在外力作用下进入防伪液施放器内,然后流动至防伪液施放器靠长网侧的出液口处,随后在真空抽吸装置作用下,悬浮液在长网表面形成防伪带,悬浮液在长网表面形成至少三个防伪带,上述至少三个防伪带紧密相邻形成一张第二湿纸页,第二湿纸页在纸张运行方向连续、在纸机宽度方向相连。
13.附着有至少一张第二湿纸页的长网揭取圆网表面的第一湿纸页时,各张第二湿纸页与第一湿纸页复合形成第三湿纸页,然后进入压榨等后续步骤。
14.对于强度要求高的纸张,需要在干燥步骤之后进行表面施胶或者涂布,再经过干燥后进入下一步骤。
15.作为本发明的进一步改进,至少一个防伪施放器沿长网宽度方向间隔设置,所述防伪液施放器为多腔体结构,防伪施放器各个腔体沿长网宽度方向间隔排列,防伪施放器的出液口位于各个腔体朝向长网一侧表面,含防伪材料的悬浮液经各个腔体内并朝向长网表面输送,防伪液施放器相邻的腔体内输送的悬浮液含有的防伪材料不同。在纸机横向方向上具有间隔的多个第二湿纸页,需要采用相应数量的多腔体结构的防伪液施放器,并且把多腔体结构的防伪液施放器安装在造纸机横向不同位置上,然后连续的供给含有防伪材料的悬浮液即可。
16.作为本发明的进一步改进,所述防伪液施放器还经腔体向长网表面输送不含防伪材料的悬浮液,不含防伪材料的悬浮液在长网表面形成无防伪特征带,防伪液施放器在长网表面形成的防伪带和无防伪特征带在长网宽度方向随意排列。作为一种特殊的方案,至少其中一个腔体中的悬浮液不含任何防伪材料,仅由水组成,该腔体中的悬浮液在长网上并不形成防伪带,但采用该方案的抄造的防伪纸将具有以下特征,当流送不含防伪材料悬浮液的腔体位于多腔体施放器中间位置时,在合适光源下观察生产的防伪纸,该防伪纸中有一条宽度恒定的无防伪特征带,该无特征防伪带两侧均有定位施加的带状防伪带。当流
送不含防伪材料悬浮液的腔体位于多腔体施放器的边缘,在合适光源下观察生产的防伪纸,该防伪纸有定位施加的带状防伪材料带,带状防伪材料带边缘整齐。
17.作为本发明的进一步改进,所述防伪液施放器各个腔体出液口与长网表面平行设置,或各个出液口与长网表面距离沿长网输送方向距离逐渐增大设置,防伪液施放器各个腔体出液口与长网表面之间的间距为0.1mm~5mm。在多腔体结构的防伪液施放器安装及应用过程中,为了防止多腔体施放器出现堵塞等问题,多腔体施放器与长网相邻的一侧,腔体出口平面与长网可以是互相平行的,也可以是不互相平行的,即靠近圆网一侧的距离大于远离圆网一侧的距离。
18.作为本发明的进一步改进,所述防伪材料为防伪纤维、防伪颜料和片状防伪材料的一种或它们的组合,所述防伪材料的表面和/或内部含有蓄能发光材料、荧光材料、紫外发光材料、红外发光材料、电信号材料和磁信号材料中的一种或它们的组合。也可以含有其他含防伪信息的防伪材料。
19.一种防伪液施放器,包括施放器本体、流送管、悬浮液分散槽和外力施加装置,所述施放器本体上形成有至少三个腔体,且所述腔体的出液口与长网表面正对,各个流送管一端与施放器本体的各个腔体一一对应的连通,各个流送管另一端分别与各个悬浮液分散槽连通,各个悬浮液分散槽内分别盛放有不同的悬浮液,外力施加装置将各个悬浮液分散槽内的悬浮液经流送管压入各个箱体内。悬浮液通过流送管流送到施放器本体的腔体中,然后悬浮液在长网表面形成相邻的防伪带。所述任意腔体的出液口可以相同或不同,本发明针对产品设计要求的宽度采用不同宽度的腔体出液口,形成不同宽度的防伪带。
20.为了保证任意一个腔体中的悬浮液在长网上形成的防伪带的防伪特征都不同于相邻腔体形成的防伪带的防伪特征,每一个腔体都必须连接一个流送管,且相邻腔体所连接的流送管中的悬浮液具有不同的防伪特征。
21.为了防止含有防伪材料的悬浮液在流送管中出现堵塞现象,流送管直径大于防伪材料的三维尺寸,且悬浮液浓度应不大于百分之一。
22.为了防止流送管出现因缠绕而出现断流的现象,流送管的材质应选择高硬度材料,可以由树脂和螺旋状金属丝通过挤出复合工艺制作而成。
23.作为本发明的进一步改进,所述施放器本体采用金属材质、非金属材质或二者的复合物制作而成,施放器本体内腔体形成朝向长网一侧沿长网输送方向的长度大于远离长网一侧沿长网输送方向的长度的梯形结构,流送管一端位于施放器本体的腔体远离长网一侧上。作为一种优选方案,施放器本体金属材质可以选用不锈钢、合金铜等金属材料,非金属材质可选用pa、pu、pp、pe、pvc、橡胶等韧性材料。所选用的材料需要易于加工成型,且腔体内部光滑,不影响悬浮液的流送。
24.作为本发明的进一步改进,所述施放器本体的各个腔体与长网相邻一侧,在垂直于长网运行方向上的侧壁均平行设置,所述防伪液施放器的腔体位于出液口处侧壁厚度为0.1mm~10mm。按照现有加工技术,腔体可以被加工成任意形状,但不合适的形状会造出相邻腔体中的悬浮液在长网上形成复合带,该复合带同时含有两个相邻腔体中的的防伪材料。为了保证本发明技术实施,作为一种优选方案,多腔体施放器与长网相邻一侧,在平行于长网运行方向上,任意腔体呈现的边都是平行的,使得相邻腔体中的悬浮液在长网上成型的防伪湿纸带,使防伪带相邻但不重叠,腔体位于出液口处侧壁厚度按照技术方案所需,
根据真空抽吸装置的负压值和施放器本体与长网的间距进行确定。
25.本发明的有益效果是:本发明生产的防伪纸不同防伪特征的防伪材料在纸张上分别形成具有一定宽度的防伪带,相邻防伪带具有不同的防伪特征,且防伪纸上相邻防伪带的防伪材料不会出现混杂现象,防伪性强,不易伪造,同时具有一定的艺术性,该防伪纸与传统的纸张防伪技术相结合,能够有效提高采用该纸张所加工制作的钞票、证券等安全物件的防伪造能力,阻止伪造者进行复制和仿制的企图,所述的传统的纸张防伪技术,包括纸张水印技术、防伪纤维纸张技术、安全线纸张技术等等。
附图说明
26.图1为本发明的防伪纸制造原理示意图;
27.图2为含有三个腔体的防伪液施放器立体图;
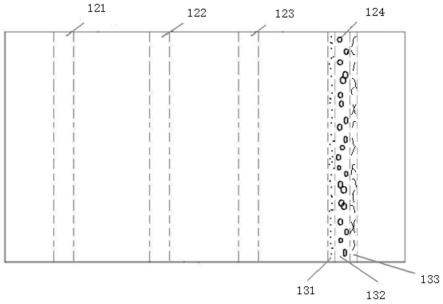
28.图3为本发明生产的一种防伪纸的结构示意图;
29.图4为含有五个腔体的防伪液施放器立体图;
30.图5为采用本发明生产的防伪纸所制造的安全物件的结构示意图。
具体实施方式
31.实施例:请参见图3,本发明的防伪纸表面上平行间隔的形成有至少一组防伪带组,每组防伪带组包括至少三条平行排列的防伪带,每组防伪带组中相邻防伪带上具有不同的防伪特征。
32.所述每条防伪带的宽度不小于1mm。
33.所述防伪带组还包括无防伪特征带,至少一条无防伪特征带与防伪带平行设置,无防伪特征带和防伪带按任意顺序排列。
34.请参见图1,本发明所述的防伪纸的制造方法包括以下步骤:
35.1.打浆步骤:将造纸纤维采用打浆机打浆制成纸浆,所述的造纸纤维,可以是植物纤维、合成纤维中的一种以及它们的混合,优化设计是选择棉纤维、木纤维、亚麻纤维、马尼拉麻纤维中的一种或几种的混合;
36.2.配浆步骤:对打浆后的浆料进行添加各种助剂以及防伪材料,用于抄造第二湿纸页的悬浮液为含有防伪材料的悬浮液和没有防伪材料的悬浮液,所述的悬浮液是以水为主体的悬浮液,悬浮液中添加防伪材料形成含有防伪材料的悬浮液,在悬浮液中还含有其它物质,例如造纸纤维、造纸助剂等,在悬浮液中添加上述物质,可以提高防伪材料在悬浮液中的分散性,提高防伪材料与纸页的结合性能;
37.采用含有防伪材料和造纸纤维的悬浮液,抄造出的湿纸页,其中的防伪材料与造纸纤维相互交织在一起,减少了防伪材料完全暴露在纸张表面的机率,使得湿纸页在压榨、干燥步骤中脱落的可能性大幅减小,也很大程度上避免了纸张在印刷过程、以及印刷后制成的安全物件在使用、检测过程中脱落;
38.为了提高防伪材料和造纸纤维在悬浮液中的分散性,在用于抄造防伪带的悬浮液的制备中,一般需要加入分散剂,还加入了阳离子高分子物质,如聚酰胺多胺环氧氯丙烷等用于提高纸张强度的物质,可以提高抄造形成防伪带中纤维之间及纤维与防伪材料的结合强度,进一步降低防伪材料从纸面脱落的可能性;
39.3.抄造步骤:在圆网造纸机的圆网1表面抄造第一湿纸页2,在圆网造纸机的长网3两侧相对应的位置分别安装多个具有多腔体结构的防伪液施放器5和真空抽吸装置6,防伪液施放器5的各个腔体沿长网宽度方向间隔排列,防伪施放器的出液口位于各个腔体朝向长网一侧表面,含防伪材料的悬浮液10以及不含防伪材料的的悬浮液经各个腔体内并朝向长网表面输送,防伪液施放器相邻的腔体内输送的悬浮液10含有的防伪材料不同,真空抽吸装置在长网对面对防伪液施放器输送的含防伪材料的悬浮液进行负压抽吸,含防伪材料的悬浮液随长网运行在长网表面形成沿长网宽度方向平行间隔排列的至少一组防伪带组,每组防伪带组包括三个平行设置的防伪带,也可以包括无防伪特征带,各组防伪带以及无防伪特征带共同形成第二湿纸页4,第二湿纸页4随长网运动运转到揭纸辊8下方与第一湿纸页复合形成第三湿纸页9。
40.4.干燥步骤:第三湿纸页经过干燥形成防伪纸。
41.请参考图2和图4所示,防伪纸的制造方法中所用的防伪液施放器,包括采用金属材质、非金属材质或二者的复合物制作而成的施放器本体、采用高硬度材料制作而成的流送管、悬浮液分散槽和外力施加装置,所述施放器本体上形成有至少三个腔体,且所述腔体的出液口与长网表面正对,施放器本体的各个腔体与长网相邻一侧,在垂直于长网运行方向上的侧壁均平行设置,腔体位于出液口处侧壁厚度为0.1mm~10mm,各个流送管一端与施放器本体的各个腔体一一对应的连通,各个流送管另一端分别与各个悬浮液分散槽连通,各个悬浮液分散槽内分别盛放有不同的悬浮液,外力施加装置将各个悬浮液分散槽内的悬浮液经流送管压入各个箱体内。
42.实施例1:一种防伪纸,如图3所示,在防伪纸表面上含有四个带状区域,分别是第一带状区域121、第二带状区域122、第三带状区域123和第四带状区域124,各带状区域中含有由连续的第二湿纸页4干燥后形成的连续防伪材料纸层,其中该防伪材料纸层由三个相邻防伪带,第一防伪带131、第二防伪带132和第三防伪带133组成,相邻防伪带之间无重叠的部分,每个防伪带内都含有防伪材料。本实施例中防伪纸中第一防伪带131含有平均直径为0.5mm的点状无色荧光材料,第二防伪带132含有平均直径为3mm的圆环状无色荧光防伪材料,第三防伪带133含有平均长度2mm的纤维状无色红外激发材料,采用的造纸纤维为经过打浆的棉纤维;
43.上述一种防伪纸的制造方法为:
44.a、抄造不连续的第二湿纸页4:
45.(1)将防伪材料点状无色荧光材料、圆环状无色荧光防伪材料、纤维状无色红外激发材料分别加入到三个分散槽中,然后加入水和棉纤维,通过搅拌分散,混合成为含有防伪材料的悬浮液;
46.(2)设计加工制作含有三个腔体结构的三腔体施放器本体11,将三腔体施放器本体11非连接流送管一侧与长网贴合,在造纸机长网3的另外一侧相应的位置安装真空抽吸装置6,三腔体施放器本体11在该侧表面呈现的形状为宽度不同的矩形,其中第一腔体111的宽度为5mm,第二腔体112的宽度为10mm,第三腔体113的宽度为5mm;
47.(3)根据三腔体施放器本体11,采用三根出口宽度适宜的流送管,分别为第一流送管111’、第二流送管112’和第三流送管113’,第一流送管111’、第二流送管112’和第三流送管113’的一端连接三腔体施放器本体11的各个腔体,另一端连接悬浮液分散槽;
48.(4)将三种含有防伪材料的悬浮液连续地分别通过第一流送管111’、第二流送管112’和第三流送管113’流送到三腔体施放器本体11的三个腔体中,其中点状无色荧光材料悬浮液通过第一流送管111’流送到第一腔体111中,圆环状无色荧光防伪材料悬浮液通过第二流送管112’流送到第二腔体112中,维状无色红外激发材料悬浮液通过第三流送管113’流送到第三腔体113中;
49.(5)在真空抽吸装置6作用下,含有防伪材料的悬浮液从三腔体施放器本体11一侧流送到三腔体施放器本体11与长网贴合的一侧出液口内,并在长网3表面形成三个防伪带,三个防伪带紧密相邻形成一张第二湿纸页4;
50.(6)含有防伪材料的悬浮液连续的供给,随着长网3的运转,第二湿纸页4不断的形成并随长网3运动。连续的第二湿纸页4在造纸机方向上延续,不连续的第二湿纸片4的定量为8克/平方米;
51.(7)垂直于长网运行方向上,根据产品设计需求,在纸机上安装四个三腔体施放器本体11;
52.b、采用传统的圆网抄造技术,抄造第一湿纸页2,第一湿纸页2的定量为80克/平方米;
53.c、连续的第二湿纸页4随造纸长网3运转到揭纸辊8下方,并与圆网1表面的第一湿纸页2接触,结合成第三湿纸页9,完成所述一种防伪纸的成型,第三湿纸页9随造纸长网继续运转至下一步骤;
54.d、压榨、干燥、压光、卷取、切纸等传统加工步骤。
55.实施例2
56.本实施例与实施例1的不同之处在于:
57.采用传统的圆网抄造技术,抄造的第一湿纸页2含有固定水印16和安全线17。
58.设计加工制作如图3所示的含有五个腔体的五腔体施放器本体14,将五腔体施放器本体14非连接流送管一侧与长网贴合,在造纸长网3的另外一侧相应的位置安装真空抽吸装置6。
59.五腔体施放器本体14在该侧表面呈现的形状为宽度不同的矩形,第四腔体141的宽度为5mm,第五腔体142的宽度为5mm,第六腔体143的宽度为8mm,第七腔体144的宽度为5mm,第八腔体145的宽度为5mm。第四腔体141连接第四流送管141’、第五腔体142连接第五流送管142’、第六腔体143连接第六流送管143’,第七腔体144连接第七流送管144’、第八腔体145连接第八流送管145’,其中第四流送管141’和第八流送管145’中为无色荧光防伪纤维悬浮液,第五流送管142’流送管和第七流送管144’中为圆环状无色荧光防伪材料悬浮液,第六流送管143’中为水。
60.五腔体施放器本体14的腔体中的悬浮液在长网上形成五个防伪带,五个防伪带紧密相邻形成第二湿纸页4,第二湿纸页4与第一湿纸页2结合后,其相对位置与水印及安全线位置控制在预先设定的不同区域。
61.所制造的一种防伪纸,经印刷、分切后形成如附图4所示的防伪文件(此处为钞票),其中防伪文件18含有带状区域15,带状防伪区域15由不连续的第二湿纸页4干燥后形成,带状防伪区域15含有五个宽度固定的第一防伪区151、第二防伪区152、第三防伪区153、第四防伪区154和第五防伪区155,相邻防伪区具有不同的防伪特征。图中所示一个区域中
含有固定水印16,另一个区域中施放安全线17,安全物件的正反面印刷有文字和图案。本实施例中,由第二湿纸页4干燥后形成的带状防伪区域15在安全物件宽度方向上延伸。
62.实施例3
63.本实施例与实施例2的不同之处在于:
64.五腔体施放器本体14中,第四腔体141的宽度为2mm,第五腔体142的宽度为5mm,第六腔体143的宽度为10mm,第七腔体144的宽度为5mm,第八腔体145的宽度为2mm。
65.第四流送管141’和第八流送管145’中为水,第五流送管142’中为点状无色荧光材料悬浮液,第七流送管144’中为圆环状无色荧光防伪材料悬浮液,第六流送管143’中为纤维状无色红外激发材料悬浮液。
66.所制造的防伪纸,其外观和实施例1所制造纸张外观相似,不同点在于,实施例1的防伪纸,点状无色荧光材料和纤维状无色红外激发材料存在漂移出第一带状区域121、第二带状区域122、第三带状区域123和第四带状区域124的可能,而实施3的防伪纸,由于第四流送管141’和第八流送管145’中为水,可以限制第五流送管142’流送管和第六流送管143’中悬浮液的湍动,使得点状无色荧光材料和纤维状无色红外激发材料不存在漂移出带状区域的可能。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1