可生产立体花纹纸的成型网、造纸用抄纸滤筛及造纸机的制作方法
1.本实用新型涉及造纸设备领域,具体涉及一种可生产立体花纹纸的成型网、造纸用抄纸滤筛及造纸机。
背景技术:
2.现有造纸技术中,纸品上压花多采用对辊挤压成型,先制造生产出平面状纸品,再通过压辊或对辊对纸品挤压、拉伸,由于平面型纸品在生产时已经厚度已经定型,强行挤压、拉伸只能对纸品进行撕扯,造成纸品纤维断裂,品质降低。另外,现有技术生产的纸张的松厚度(纸张的松厚度是表示纸张的疏密程度的另一个指标,它是指一定重量的纸的体积,在数值上是紧度的倒数。)较低,造成纸品成本居高不下,使用体验较差。
3.因而,如何解决纸品立体花纹、提高纸张松厚度,是本领域技术人员目前需要解决的技术问题。
技术实现要素:
4.为解决以上技术问题,本实用新型的主要目的是提供一种可生产立体花纹纸的成型网,可直接生产带有立体花纹的纸品,本实用新型还提供一种造纸用的抄纸滤筛及造纸机,该抄纸滤筛及造纸机可以直接生产带有立体花纹的纸张。
5.为了达到上述目的,本实用新型采用以下技术方案予以解决。
6.(一)、一种可生产立体花纹纸的成型网,包括:多根纬线,每根纬线为平直的,多根纬线从后向前依次布置形成纬线平面,相邻纬线之间设置有前后方向的纬线间隙,纬线间隙的距离相等;多根径线,多根经线从左至右依次布置,每根径线从纬线平面的第一侧穿至第二侧,再穿回第一侧,每根经线至少有一处同时跨越至少两根连续的纬线;相邻经线之间设置有左右方向的经线间隙,经线间隙的距离相等;处于纬线平面上方的经线形成凸起状的目标图案。
7.进一步的,目标图案为太阳图案、月亮图案、花朵图案、树木图案或小草图案。
8.进一步的,目标图案为文字图案、数字图案或几何图案。
9.进一步的,七根纬线形成七线纬线组,七线纬线组包含从后向前排列的第一纬线、第二纬线、第三纬线、第四纬线、第五纬线、第六纬线和第七纬线;三根经线形成三线经线组,三线经线组包含从左至右排列的第一经线、第二经线和第三经线;第一经线从第三纬线和第四纬线之间的纬线间隙向上穿出,跨越第四纬线,从第五纬线和第六纬线之间的纬线间隙向下穿出;第二经线从第二纬线和第三纬线之间的纬线间隙向上穿出,跨越第三纬线、第四纬线、第五纬线,从第四纬线和第五纬线之间的纬线间隙向下穿出;第三经线从第一纬线和第二纬线之间的纬线间隙向上穿出,跨越第二纬线、第三纬线、第四纬线、第五纬线、第六纬线,从第六纬线和第七纬线之间的纬线间隙向下穿出;三线经线组和七线纬线组构成三角形状的目标图案。
10.进一步的,经线的线径为0.1
‑
0.3mm,纬线的线径为0.1
‑
0.3mm;经线间隙为0.1
‑
0.3mm,纬线间隙为0.1
‑
0.3mm。
11.优选的,经线的线径为0.15mm;纬线的线径为0.15mm;经线间隙2为0.18mm,纬线间隙1为0.23mm。
12.进一步的,经线、纬线的材质为316不锈钢。
13.(二)、一种造纸用抄纸滤筛,包括筛架,筛架为无顶、无底的长方体状,筛架的底部设置有如上任一项的成型网。
14.(三)、一种造纸机,包括网笼,网笼包含圆柱状的笼架,笼架13的外周面设置有如上任一项的成型网。
15.本实用新型技术方案利用此成型网生产的生活用纸原纸和现阶段平织不锈钢网生产的生活纸原纸相比,具有以下优点:1、纸张的松厚度提高30%以上;2、纸张的柔软度也得到同等程度的提高,纸张更柔软;3、带有网部特有的图案,市场识辨率高。4、松厚度高、更柔软、市场识辨率高、产品销售更容易,附加值更高。
附图说明
16.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图示出的结构获得其他的附图。
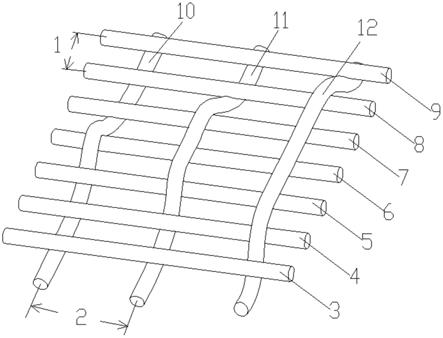
17.图1为本实用新型可生产立体花纹纸的成型网一种实施例的立体示意图;
18.图2为外周面安装了成型网的网笼的示意图;
19.在以上图中:
20.1纬线间隙;2经线间隙;3第一纬线;4第二纬线;5第三纬线;6第四纬线;7第五纬线;8第六纬线;9第七纬线;10第一经线;11第二经线;12第三经线;13笼架。
具体实施方式
21.为了使本实用新型的上述目的、特征和优点能够更为明显易懂,下面结合附图对本实用新型的具体实施方式做详细的说明。
22.在以下描述中阐述了具体细节以便于充分理解本实用新型。但是本实用新型能够以多种不同于在此描述的其它方式来实施,本领域技术人员可以在不违背本实用新型内涵的情况下做类似推广。因此本实用新型不受下面公开的具体实施方式的限制。
23.现有造纸技术中,纸品上压花多采用对辊挤压成型,先制造生产出平面状纸品,再通过压辊或对辊对纸品挤压、拉伸,由于平面型纸品在生产时已经厚度已经定型,强行挤压、拉伸只能对纸品进行撕扯,造成纸品纤维断裂,品质降低。本实用新型提供一种可生产立体花纹纸的成型网,可以直接生产立体花纹纸,无需二次辊压、拉伸,对纸品造成损伤。
24.第一方面,本实用新型提供一种可生产立体花纹纸的成型网,参考图1,该成型网包括:多根纬线,每根纬线为平直的,多根纬线从后向前依次布置形成纬线平面,相邻纬线之间设置有前后方向的纬线间隙1,所述纬线间隙1的距离相等;多根径线,多根经线从左至右依次布置,每根径线从纬线平面的第一侧穿至第二侧,再穿回第一侧,每根经线至少有一处同时跨越至少两根连续的纬线;相邻经线之间设置有左右方向的经线间隙2,所述经线间
隙2的距离相等;处于纬线平面上方的经线形成凸起状的目标图案。
25.其中,目标图案为太阳图案、月亮图案、花朵图案、树木图案或小草图案。目标图案还可以为文字图案、数字图案或几何图案。
26.以下为本实用新型的一种实施例,七根纬线形成七线纬线组,七线纬线组包含从后向前排列的第一纬线3、第二纬线4、第三纬线5、第四纬线6、第五纬线7、第六纬线8和第七纬线9;三根经线形成三线经线组,三线经线组包含从左至右排列的第一经线10、第二经线11和第三经线12;第一经线10从第三纬线5和第四纬线6之间的纬线间隙1向上穿出,跨越第四纬线6,从第五纬线7和第六纬线8之间的纬线间隙1向下穿出;第二经线11从第二纬线4和第三纬线5之间的纬线间隙1向上穿出,跨越第三纬线5、第四纬线6、第五纬线7,从第五纬线7和第六纬线8之间的纬线间隙1向下穿出;第三经线12从第一纬线3和第二纬线4之间的纬线间隙1向上穿出,跨越第二纬线4、第三纬线5、第四纬线6、第五纬线7、第六纬线8,从第六纬线8和第七纬线9之间的纬线间隙1向下穿出;本实施例中,三线经线组和七线纬线组构成三角形状的目标图案。实际中,可以根据需要的图案进行设计,在编制经线和纬线时形成需要的花纹。
27.进一步的,所述经线的线径为0.1
‑
0.3mm,所述纬线的线径为0.1
‑
0.3mm;所述经线间隙2为0.1
‑
0.3mm,纬线间隙1为0.1
‑
0.3mm。优选的,所述经线的线径为0.15mm;纬线的线径为0.15mm;所述经线间隙2为0.18mm,纬线间隙1为0.23mm。
28.进一步的,所述经线、纬线的材质为不锈钢。
29.第二方面,本实用新型提供一种造纸用抄纸滤筛,包括筛架,所述筛架为无顶、无底的长方体状,筛架的底部设置有以上可生产立体花纹纸的成型网。
30.第三方面,本实用新型提供还一种造纸机,参考图2,包括网笼,所述网笼包含圆柱状的笼架13,所述笼架13的外周面设置有如上可生产立体花纹纸的成型网。
31.造纸过程:将可生产立体花纹纸的成型网安装到造纸机成型部的网笼上,当一定浓度浆料通过上述造纸机,浆料就会均布在高速旋转的网笼面上,在脱水的过程中,滤液进入到网笼内部,纤维就会被拦截在成型网上形成湿纸页。由于此成型网具有三维立体结构和带有特殊图案,就会使成型网各部分具有不同的脱水性,当浆料在脱水时,形成的湿纸页就会具有三维立体结构,成型网的图案就会拓印到湿纸页上。湿纸页再通过干燥、起皱等工序生产成立体感更强,带有网部图案的生活纸原纸。
32.本实用新型利用此成型网生产的生活用纸原纸和现阶段平织不锈钢网生产的生活纸原纸相比,具有以下优点:1、纸张的松厚度提高30%以上;2、纸张的柔软度也得到同等程度的提高,纸张更柔软;3、带有网部特有的图案,市场识辨率高。4、松厚度高、更柔软、市场识辨率高、产品销售更容易,附加值更高。
33.虽然,本说明书中已经用一般性说明及具体实施方案对本实用新型作了详尽的描述,但在本实用新型基础上,可以对之作一些修改或改进,这对本领域技术人员是显而易见的。因此,在不偏离本实用新型的基础上所做的这些修改或改进,均属于本实用新型要求保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1