一种六边封立体袋一次成型装置的制作方法
1.本实用新型涉及纸袋的设计制造技术领域,尤其涉及一种六边封立体袋一次成型装置。
背景技术:
2.现有技术中,纸袋的设计一般是先裁剪后热封边,形成纸袋,但是对于底部独特设计的六边封立体袋而言,其增加了容积空间,但是由于热封边较多,需要对称设置,一般的人工手工裁纸后热封的操作,受限于工人的操作数量程度,产品的质量不稳定,批次之间可能存在瑕疵,影响客户体验。
3.为此,我们提出一种六边封立体袋一次成型装置解决上述问题。
技术实现要素:
4.本实用新型的目的是为了解决现有技术中存在的问题,而提出的一种六边封立体袋一次成型装置,通过改进生产设备,通过对折、热封和切割工序相结合,实现六边封立体袋的一次成型制造,降低人工和减少生产成本,提高了生产效率。
5.为了实现上述目的,本实用新型采用了如下技术方案:一种六边封立体袋一次成型装置,包括进料卷,所述的进料卷通过牵引机构输送复合纸带;
6.三角架,复合纸带经过三角架折叠后输送,复合纸带经过三角架输送前与输送后呈直角;
7.夹板,经过三角架对折后的复合纸带在夹板和圆板之间形成三折边;
8.热封刀,包括用于直线压合的第一热封刀和用于三角压合的第二热封刀,直线压合形成的直线压合条与三角压合形成的三角压合条的一个顶点重合,该重合顶点还位于三折边的中间边上;
9.切刀,包括沿着三角压合条切割的第一切刀和沿着直线部切割的第二切刀。
10.所述的三角架上部为边角圆滑过渡的四面体,该四面体底部通过支撑架撑起。
11.所述的三折边为w字形折叠样式。
12.所述的牵引机构包括第一压辊组、第二压辊组和第三压辊组,第一压辊组位于进料卷与三角架之间,第二压辊组位于三角架与热封刀之间,第三压辊组位于热封刀与切刀之间。
13.所述的牵引机构的压辊组包括位于复合纸带上下的压辊,压辊组通过电机和皮带减速机构驱动。
14.所述的第一热封刀悬设于对折后的复合纸带上并通过升降机构控制高度,第二热封刀悬设于复合纸带的对折处并通过升降机构控制高度。
15.所述的第一切刀悬设于复合纸带的三角压合条并通过升降机构控制高度,第二切刀悬设于对折后的复合纸带上的直线压合条并通过升降机构控制高度。
16.所述的升降机构为气缸或丝杆机构。
17.所述的第二切刀将直线压合条切割为两半,第一切刀将三角压合条切割成两半。
18.所述的复合纸带对折后经过两次热封和两次切割得到立体袋。
19.与现有技术相比,本实用新型的有益效果是:本装置通过改进生产设备,通过对折、热封和切割工序相结合,实现六边封立体袋的一次成型制造,降低人工和减少生产成本,提高了生产效率。
附图说明
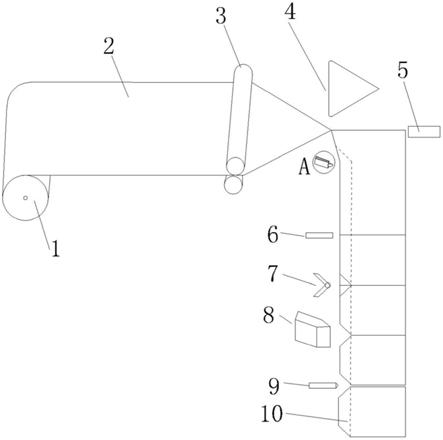
20.图1为本实用新型的示意图;
21.图2为本实用新型的四面体示意图;
22.图3中图1中a处放大示意图。
23.图中:1.进料卷;2.复合纸带;3.第一压辊组;4.三角架;5.第二压辊组;6.第一热封刀;7.第二热封刀;8.第一切刀;9.第二切刀;10.立体袋;12.圆板;13.夹板;14.三折边。
具体实施方式
24.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。
25.在本实用新型的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
26.参照图1-3所示,本实用新型的一种六边封立体袋一次成型装置,包括进料卷1,所述的进料卷通过牵引机构输送复合纸带2;三角架,复合纸带经过三角架4折叠后输送,复合纸带经过三角架输送前与输送后呈直角;夹板13,经过三角架对折后的复合纸带在夹板和圆板12之间形成三折边14;热封刀,包括用于直线压合的第一热封刀6和用于三角压合的第二热封刀7,直线压合形成的直线压合条与三角压合形成的三角压合条的一个顶点重合,该重合顶点还位于三折边的中间边上,其中从图1的视图可以看出,经过三角架对折后折叠形成的对折边位于左侧,直线压合条与对折边垂直,而三角压合条同样与对折边相连并构成三角形,该三角形的垂线与直线压合条互相重合或重叠,三折边的中间边与直线压合条垂直;切刀,包括沿着三角压合条切割的第一切刀8和沿着直线部切割的第二切刀9。所述的复合纸带对折后经过两次热封和两次切割得到立体袋10。对复合纸带的材质而言,外层为锡皮纸,内层为发泡塑料膜,内外层经过压合后形成复合纸带并用进料卷缠绕使用。
27.进一步的,所述的三角架上部为边角圆滑过渡的四面体,该四面体底部通过支撑架撑起,通过四面体的一个面与棱边,使牵引出的复合纸带完成对折。所述的牵引机构包括第一压辊组3、第二压辊组5和第三压辊组,第一压辊组位于进料卷与三角架之间,第二压辊组位于三角架与热封刀之间,第三压辊组位于热封刀与切刀之间。所述的牵引机构的压辊组包括位于复合纸带上下的压辊,压辊组通过电机和皮带减速机构驱动。如图3所示,所述的三折边为w字形折叠样式,即复合纸带折叠了三次,在夹板和圆板的共同作用下,立体袋的底部变为三次折叠,相对于普通纸袋的一次折叠,三次折叠后可以使得高强度材质的复
合纸带也能很好的热封边,避免普通的一次折叠后封边造成袋底部翘曲或者封边不严实。
28.进一步的,所述的第一热封刀悬设于对折后的复合纸带上并通过升降机构控制高度,第二热封刀悬设于复合纸带的对折处并通过升降机构控制高度。所述的第一切刀悬设于复合纸带的三角压合条并通过升降机构控制高度,第二切刀悬设于对折后的复合纸带上的直线压合条并通过升降机构控制高度。所述的升降机构为气缸或丝杆机构。所述的第二切刀将直线压合条切割为两半,第一切刀将三角压合条切割成两半。此处的热封均有一定的宽度,即直线压合条与三角压合条,保证被切刀切割后留有一定的封边,即立体袋的边。六边封具体为立体袋的两个侧边封以及位于侧边封下方的两个三角压合条的边封。
29.工作原理:本装置通过将缠绕复合纸带的进料卷通过第一压辊组牵引而出,经过三角架对折后再通过第二压辊组牵引,接着依次通过夹板与圆板之间相互配合形成三折边,通过第一热封刀形成直线压合条,通过第二热封刀形成三角压合条,然后通过第三年压辊组继续牵引,再通过第一切刀完成三角压合条的切割,最后通过第二切刀完成直线压合条的切割,得到六边封的立体袋。
30.本实用新型装置中,涉及到的电器和传动机构及其同步的控制软件或传感器等均为现有技术或材料,所属的技术人员根据所需的产品型号和规格,可以直接从市面购买或者订做。
31.文中出现的电器元件均与外界的主控器及220v市电或工业用电电连接,并且主控器可为计算机等起到控制作用的常规已知设备。
32.需要说明的是,当元件被称为“固定于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当元件被认为“安装在”另一个元件上,它可以直接安装在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。
33.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1