填充绳成型生产线的制作方法
:
1.本实用新型属于填充绳生产技术领域,特别涉及一种填充绳成型生产线。
背景技术:
2.现有的填充绳生产工艺中,由于没有去除原料中的水分,导致成品含水率较高,表面凹凸不光滑。填充绳在与铜带收卷时,为了除湿,会加入一定量的除湿母粒,当除湿母粒超过一定量时,铜带会快速氧化发黑,影响铜带功能。
3.公开于该背景技术部分的信息仅仅旨在增加对本实用新型的总体背景的理解,而不应当被视为承认或以任何形式暗示该信息构成已为本领域一般技术人员所公知的现有技术。
技术实现要素:
4.本实用新型的目的在于提供一种填充绳成型生产线,从而克服上述现有技术中的缺陷。
5.为实现上述目的,本实用新型提供了一种填充绳成型生产线,包括:高速混料机、低速冷混搅拌机、多螺杆挤出机、冷却水槽、切割机、热处理烘箱、开网牵引机;所述高速混料机包括混料模块、高速电机、加热模块,高速电机与混料模块连接,混料模块内设置有加热模块,混料模块上设置有进料口,混料模块通过管道与低速冷混搅拌机连接;所述低速冷混搅拌机包括低速电机、搅拌模块,低速电机与搅拌模块连接,搅拌模块与混料模块通过管道连接;所述多螺杆挤出机进料口通过管道与搅拌模块连接,多螺杆挤出机前方设置有冷却水槽,多螺杆挤出机出料口位于冷却水槽液面下方;所述冷却水槽前方设置有切割机,所述切割机包括提升辊、输送辊、刀架、切刀、机座,切割机入口处的机座上设置有提升辊,机座上设置有输送辊,提升辊、输送辊形成输送通道,刀架设置在输送辊间的机座上,刀架上均匀设置有切刀,切刀位于输送通道上方;切割机前方设置有热处理烘箱,热处理烘箱顶部为烘烤面,烘烤面在长度方向上的尺寸大于宽度方向上的尺寸;热处理烘箱前方设置有开网牵引机,所述开网牵引机包括开网辊、牵引辊、底座,开网牵引机进口处的底座上设置有开网辊,开网辊前方的底座上设置有七组牵引辊。
6.与现有技术相比,本实用新型具有如下有益效果:
7.通过高速加热混料,将原料加热除湿,然后通过低速冷混使原料充分混合,进入挤出机的原料含水量大大降低。原料经过挤出、冷却、切割、烘烤、开网最终形成单股成品,成品表面光滑。
附图说明:
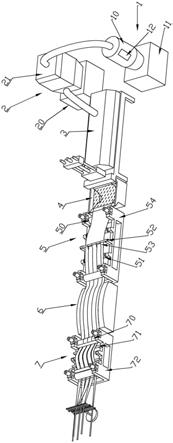
8.图1为本实用填充绳成型生产线结构示意图;
9.附图标记为:1-高速混料机、2-低速冷混搅拌机、3-多螺杆挤出机、4-冷却水槽、5-切割机、6-热处理烘箱、7-开网牵引机、10-混料模块、11-高速电机、12-加热模块、20-低速
电机、21-搅拌模块、50-提升辊、51-输送辊、52-刀架、53-切刀、54-机座、70-开网辊、71-牵引辊、72-底座。
具体实施方式:
10.下面对本实用新型的具体实施方式进行详细描述,但应当理解本实用新型的保护范围并不受具体实施方式的限制。
11.除非另有其它明确表示,否则在整个说明书和权利要求书中,术语“包括”或其变换如“包含”或“包括有”等等将被理解为包括所陈述的元件或组成部分,而并未排除其它元件或其它组成部分。
12.如图1所示,一种填充绳成型生产线,包括:高速混料机1、低速冷混搅拌机2、多螺杆挤出机3、冷却水槽4、切割机5、热处理烘箱6、开网牵引机7;所述高速混料机1包括混料模块10、高速电机11、加热模块12,高速电机11与混料模块10连接,高速电机11选用yd2-345s-8型电机,电机功率90kw,混料模块10内设置有加热模块12,混料模块10上设置有进料口,混料模块10通过管道与低速冷混搅拌机2连接;所述低速冷混搅拌机2包括低速电机20、搅拌模块21,低速电机20选用ye3-132m-4型电机,电机功率7.5kw,低速电机20与搅拌模块21连接,搅拌模块21与混料模块10通过管道连接;所述多螺杆挤出机3进料口通过管道与搅拌模块21连接,多螺杆挤出机3内部从进料口到机头分为1#区、2#区、3#区、4#区、5#区、6#区、7#区、8#区、9#区、10#区,多螺杆挤出机3前方设置有冷却水槽4,多螺杆挤出机3出料口位于冷却水槽4液面下方;所述冷却水槽4前方设置有切割机5,所述切割机5包括提升辊50、输送辊51、刀架52、切刀53、机座54,切割机5入口处的机座54上设置有提升辊50,机座54上设置有输送辊51,提升辊50、输送辊51形成输送通道,刀架52设置在输送辊51间的机座54上,刀架52上均匀设置有切刀53,切刀53位于输送通道上方;切割机5前方设置有热处理烘箱6,热处理烘箱6顶部为烘烤面,烘烤面在长度方向上的尺寸大于宽度方向上的尺寸;热处理烘箱6前方设置有开网牵引机7,所述开网牵引机7包括开网辊70、牵引辊71、底座72,开网牵引机7进口处的底座72上设置有开网辊70,开网辊70前方的底座72上设置有七组牵引辊71。
13.将添加有抗氧化材料的原料加入混料模块10中,高速电机11启动,带动原料在混料模块10中快速混料,在混料过程中,加热模块12同时启动,对原料加热到150℃,进行加热除湿,原料搅拌8min,高速电机11转速为1500r/min。经过加热除湿后的粉状料进入搅拌模块21,低速电机20启动,带动搅拌模块21缓慢转动,低速电机20转速为30r/min,粉状料在搅拌模块21中搅拌15min,充分搅拌均匀,粉状料冷却至45℃。较为干燥的原料进入多螺杆挤出机3,1#区进料口温度200℃、2#区200℃、3#区190℃、4#区180℃、5#区175℃、6#区165℃、7#区175℃、8#区180℃、9#区190℃、10#区机头190℃,挤出机螺杆转速为1200r/min;通过多螺杆挤出机3机头将原料挤出形成膜片,膜片从挤出机出口处进入冷却水槽4中,经过冷却水冷却定型后,膜片经过提升辊50送入切割机5,在输送辊51的带动下,膜片经过切刀53,刀架52上的切刀53将膜片进行切割,切割后的膜片输送至热处理烘箱6顶部的烘烤面,热处理烘箱6顶部拱形烘烤面依次分为1#区、2#区、3#区,1#区、2#区、3#区的加热温度分别为162℃、169℃、166℃,膜片在烘烤面上得到充分的加热拉伸,膜片的延伸率变小,成品强度增加。经过加热拉伸后的膜片进入开网牵引机7,经过开网辊70对膜片进行开网,然后经过七组牵引辊71,在经过牵引辊71过程中,膜片沿着切割线分裂为多个单股成品,经由后道工序
收集。由于生产原料水分较低,成品表面光滑。成品与铜带收卷时,也无需加入很多除湿母粒,不会导致铜带被氧化失去功能。
14.前述对本实用新型的具体示例性实施方案的描述是为了说明和例证的目的。这些描述并非想将本实用新型限定为所公开的精确形式,并且很显然,根据上述教导,可以进行很多改变和变化。对示例性实施例进行选择和描述的目的在于解释本实用新型的特定原理及其实际应用,从而使得本领域的技术人员能够实现并利用本实用新型的各种不同的示例性实施方案以及各种不同的选择和改变。本实用新型的范围意在由权利要求书及其等同形式所限定。
技术特征:
1.一种填充绳成型生产线,其特征在于:包括高速混料机、低速冷混搅拌机、多螺杆挤出机、冷却水槽、切割机、热处理烘箱、开网牵引机;所述高速混料机包括混料模块、高速电机、加热模块,高速电机与混料模块连接,混料模块内设置有加热模块,混料模块上设置有进料口,混料模块通过管道与低速冷混搅拌机连接;所述低速冷混搅拌机包括低速电机、搅拌模块,低速电机与搅拌模块连接,搅拌模块与混料模块通过管道连接;所述多螺杆挤出机进料口通过管道与搅拌模块连接,多螺杆挤出机前方设置有冷却水槽,多螺杆挤出机出料口位于冷却水槽液面下方;所述冷却水槽前方设置有切割机,所述切割机包括提升辊、输送辊、刀架、切刀、机座,切割机入口处的机座上设置有提升辊,机座上设置有输送辊,提升辊、输送辊形成输送通道,刀架设置在输送辊间的机座上,刀架上均匀设置有切刀,切刀位于输送通道上方;切割机前方设置有热处理烘箱,热处理烘箱顶部为烘烤面,烘烤面在长度方向上的尺寸大于宽度方向上的尺寸;热处理烘箱前方设置有开网牵引机,所述开网牵引机包括开网辊、牵引辊、底座,开网牵引机进口处的底座上设置有开网辊,开网辊前方的底座上设置有七组牵引辊。
技术总结
本实用新型公开了一种填充绳成型生产线。高速电机与混料模块连接,混料模块内设置有加热模块;低速电机与搅拌模块连接,搅拌模块与混料模块通过管道连接;多螺杆挤出机前方设置有冷却水槽,多螺杆挤出机出料口位于冷却水槽液面下方;所述冷却水槽前方设置有切割机,切割机入口处的机座上设置有提升辊,机座上设置有输送辊,刀架设置在输送辊间的机座上,刀架上均匀设置有切刀,切刀位于输送通道上方;切割机前方设置有热处理烘箱,烘烤面在长度方向上的尺寸大于宽度方向上的尺寸;热处理烘箱前方设置有开网牵引机,开网牵引机进口处的底座上设置有开网辊,开网辊前方的底座上设置有七组牵引辊。本实用新型将原料加热除湿,原料含水量大大降低。水量大大降低。水量大大降低。
技术研发人员:缪克平 缪武杰 郝瑞方 范汉刚 周金玉
受保护的技术使用者:无锡市恒龙电缆材料有限公司
技术研发日:2021.07.08
技术公布日:2022/2/18
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1