一种裁剪、模切及清废一体化的包装盒模切成型装置的制作方法
1.本实用新型涉及纸制品的机械加工技术领域,具体涉及一种裁剪、模切及清废一体化的包装盒模切成型装置。
背景技术:
2.纸品包装装潢工业中的商标、纸盒、贺卡等产品通常采用模切加工。而所述模切加工是指利用钢刀、钢线或模切版,通过压印版施加一定的压力,将印品或纸板轧切成一定形状,是印后包装加工成型的重要设备。但是,传统的模切机自动化程度较低,生产效率低下,不利于高效生产,特别是传统的模切机在运行时,对纸张要求较高,必须首先将卷盘纸分切成大张纸,然后将大张纸按要求再次分切成包装盒展开后所需尺寸的小张纸,之后才进入模切机进行模切加工,导致生产过程不连续,需要单独配制分切设备以及相互之间的转运装备、生产效率低、设备成本大。
3.另外,传统的模切设备在模切完成后,对于纸张边缘的废弃物只能进行半自动清废或者进行手动清废,速度较慢,操作时所需空间巨大、工作环境恶劣,还存在粉尘和气体污染,劳动强度大,人力成本高;并且随着包装产品发展的要求,相应的模切排版也越来越复杂,半自动清废和手动清废的难度越来越高,清废效果也越来越难以保证,因此,需要一种将裁剪、模切及清废集中在一条线上的高效率包装盒模切成型装置。
技术实现要素:
4.为解决上述问题,本实用新型提供一种裁剪、模切及清废一体化的包装盒模切成型装置,以解决背景技术中存在的现有模切设备工作时生产过程不连续,需要单独配制分切设备以及相互之间的转运装备、生产效率低、设备成本大,以及清废时工作环境恶劣、劳动强度大,并且清废的难度大,清废效果难以保证等问题。
5.为达到上述目的,本实用新型采用如下技术方案:一种裁剪、模切及清废一体化的包装盒模切成型装置,用于将分切成单张且已经完成印刷纸制品加工成包装盒的模板,前端设置有纸张输送机构,用于将堆叠成垛的纸张输送至裁切和模切工位,后端设置清废机构以及成品收集机构,其特征在于:
6.所述裁切和模切工位包括上平台和下平台,其中上平台固定不动,其下表面上设置承压胶层;下平台为活动平台,能够垂直上下运动,对上平台进行施压,下平台表面设置安装板,安装板上方通过螺栓固定裁切和模切二合一的刀版。
7.所述清废机构设置在裁切和模切工位的出口端,包括半成品两侧模切废料清理区域;
8.所述半成品两侧模切废料清理区域包括进口平面正对压纸胶轮、且与其下切面相平行的除废对辊,以及位于除废对辊下方的废料仓以及输送带,还包括设置在除废对辊后方的带式输送轮组。
9.所述除废对辊包括设置在上方的母辊以及设置在下方的公辊,二者的转向相反,
将加载中间的半成品向后传递;公辊和母辊的轴心在同一竖直面上且圆周面相切;其中,在母辊圆周的相同径向切面上设有盲孔,而在公辊的相应位置设置针状凸起,针状凸起和盲孔相互配合,二者的数量、分布方式均一致,均位于所述半成品两侧的模切废料对应位置,每一块模切废料处均设置有至少一个盲孔和一个针状凸起的组合;除废对辊的侧下方设置底部开口的废料仓,将盲孔和针状凸起除下的废料汇拢并落到输送带。
10.所述带式输送轮组正对除废对辊,由横跨在所述废料仓上方的横梁固定,包括上下两组对称设置的轮组和各自套装的防滑皮带,二者的交接面与除废对辊的交接面相对,保证半成品的中间部位能够稳定准确的从除废对辊传递到带式输送轮,最终传递到成品收集机构。
11.优选的,所述纸张输送机构包括旋转凸轮,旋转凸轮由电机带动旋转,还包括下端部与旋转凸轮外表面相接触的伸缩杆,以及包裹在外侧的空心管;所述伸缩杆的上端部与托杆相连,所述托杆内部中空,承托着纸垛的前进端,并且托杆的表面设置吸气孔,同时托杆的任意一端与负压气缸相连通;输纸机构设置在送纸机构的出口端,包括设置在上方的水平支架和并列安装的输纸胶轮,以及安装在下方、与输纸胶轮相对的驱动轮。
12.优选的,在所述半成品两侧模切废料清理区域前端还设置有半成品缓冲区域,具体设置有两组平整支架,每组平整支架下方分别设置两个以上相互平行的压纸胶轮和对应的清灰毛刷,其中压纸胶轮设置在半成品中间部位的上方,用以压稳并推动半成品移动,而清灰毛刷分布在半成品两侧,清扫模切部位产生的碎屑,同时对模切后粘连在半成品本体上的废料做初步松动,以便后续清废的完整。
13.优选的,所述公辊表面的针状凸起周围设置吹气孔,并在公辊内部设置脉冲气管与之相连通,用于辅助将被针状凸起从半成品上脱下的废料吹落到废料仓中。
14.优选的,所述输送带后端连接有负压收集器,将废料收集后打包。
15.有益效果:
16.本实用新型自动化程度和生产效率高,分切、模切以及清废在一条线即可全部完成,生产过程连续性好,无需单独配制分切设备以及相互之间的转运装备,设备成本低;本实用新型中所有工序全自动完成,对工作环境影响小,对操作人员要求较低,废品率降低,大大提高了工作效率,同时还解决了半清废模切需要人工撕边的问题,减少了劳动力的使用,使得生产成本降低。
附图说明
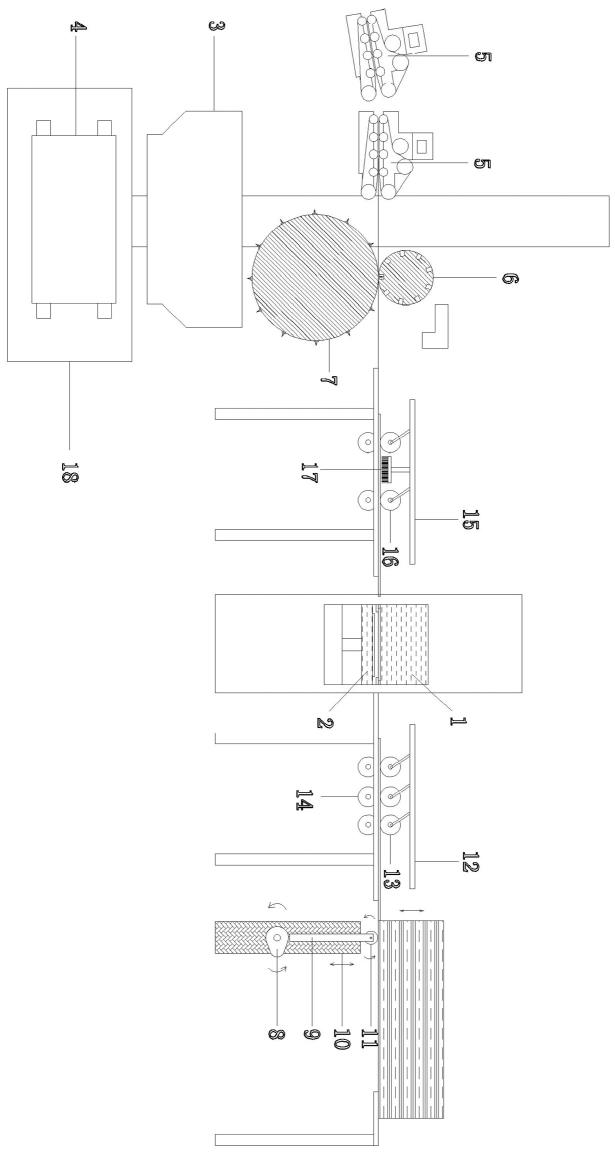
17.图1是本实用新型的结构示意图。
18.图2是所述纸张输送机构的结构示意图。
19.图3是所述除废对辊的结构示意图。
20.图中:上平台1、下平台2、废料仓3、输送带4、带式输送轮组5、母辊6、公辊7、盲孔601、针状凸起701、旋转凸轮8、伸缩杆9、空心管10、托杆11、水平支架12、输纸胶轮13、驱动轮14、平整支架15、压纸胶轮16、清灰毛刷17、负压收集器18。
具体实施方式
21.下面结合附图和实施例对本实用新型进一步说明。
22.如图1-3所示,一种裁剪、模切及清废一体化的包装盒模切成型装置,其前端设置有纸张输送机构,用于将堆叠成垛的纸张输送至裁切和模切工位,后端设置清废机构以及成品收集机构。
23.纸张输送机构包括旋转凸轮,旋转凸轮由电机带动旋转,还包括下端部与凸轮外表面相接触的伸缩杆,以及包裹在外侧的空心管;所述伸缩杆的上端部与托架相连,托架内卡装托杆,所述托杆内部中空,承托着纸垛的前进端,并且托杆的表面设置吸气孔,同时托杆的任意一端与负压气缸相连通;输纸机构设置在送纸机构的出口端,包括设置在平板上方的水平支架和支架上并列安装的输纸胶轮,以及安装在平板下方、与输纸胶轮相对的驱动轮。
24.印刷完成的纸张的后端置于固定档杆上,前端则堆叠在托杆上,电机带动旋转凸轮转动,进而驱动伸缩杆上下动作,进而通过托杆带动纸垛整体上下小幅度动作,纸垛弹起的同时负压气缸抽气,通过托杆表面的吸气孔产生吸附力,带着纸垛最下层的纸张向前移动,由于纸垛弹起时对最下层纸张的压力消失,所以该纸张能够很轻松地被转动的托杆上吸气孔的吸附力吸住并向前送走;纸张往前送出后,其端部即被输纸机构的输纸胶轮和驱动轮捕获,并带动纸张沿纵向排列的树脂胶轮依次向后传递。
25.所述裁切和模切工位包括上平台和下平台,其中上平台固定不动,其下表面上设置承压胶层;下平台为活动平台,能够垂直上下运动,对上平台进行施压,下平台表面设置安装板,安装板上方通过螺栓固定裁切和模切二合一的刀版,将纸张分切成若干大小一致的单个包装盒展开品,同时将折叠成包装盒所需去除的两侧废料切成只是转角处还在粘接的半成品。
26.所述清废机构设置在裁切和模切工位的出口端,包括半成品两侧模切废料清理区域;所述半成品两侧模切废料清理区域包括进口平面正对压纸胶轮、且与其下切面相平行的除废对辊,以及位于除废对辊下方的废料仓以及输送带,还包括设置在除废对辊后方的带式输送轮组。
27.所述除废对辊包括设置在上方的母辊以及设置在下方的公辊,二者的转向相反,将加载中间的半成品向后传递;公辊和母辊的轴心在同一竖直面上且圆周面相切;其中,在母辊圆周的相同径向切面上设有盲孔,而在公辊的相应位置设置针状凸起,针状凸起和盲孔相互配合,二者的数量、分布方式均一致,均位于所述半成品两侧的模切废料对应位置,每一块模切废料处均设置有至少一个盲孔和一个针状凸起的组合;半成品送至除废对辊之间,由于所述毛孔和针状凸起均是实现按照半成品两侧需清除的废料的间距和数量进行布局的,因此,针状凸起便按部就班的刺穿废料,并套进毛孔中将废料夹紧,在除废对辊转动力的作用下将废料从半成品上撕下,并且在公辊转动到下方时,在废料自身重力和吹气孔产生的脉冲气流的作用下,从针状凸起上脱落,掉入除废对辊的侧下方设置底部开口的废料仓中,汇拢并落到输送带,输送带后端连接有负压收集器,将废料收集后打包;而带式输送轮组正对除废对辊,由横跨在所述废料仓上方的横梁固定,包括上下两组对称设置的轮组和各自套装的防滑皮带,二者的交接面与除废对辊的交接面相对,将去除两侧废料的半成品稳定准确的从除废对辊传递到带式输送轮,最终传递到成品收集机构。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1