一种防火硅酸钙板表面贴纸及其制备方法与应用与流程
1.本发明属于硅酸钙板技术领域,特别涉及一种防火硅酸钙板表面贴纸及其制备方法与应用。
背景技术:
2.硅酸钙板是以钙质和硅质材料为连续相,以植物纤维、化学纤维或者玻璃纤维等作为增强相新型建筑、装饰板材。其制备流程主要包括流浆/挂网成型、板坯压实、预养、蒸压养护、砂光裁边等工艺。硅酸钙板具有强度高、湿涨率小、导热系数低、防火性能好、无毒无害等优点,是一种极具发展潜力的无机装饰板材。由于经砂光后的硅酸钙板表面颜色暗沉,不利于整体美观度,严重限制了硅酸钙板在装饰中的应用,且在硅酸钙板砂光过程中会产生大量主要成分为托贝莫来石的固体废料,而这种托贝莫来石正是硅酸钙板防火性能的主要来源。
3.目前,为了提高硅酸钙板的装饰性,改善美观度,生产厂商往往需要在板材表面涂布大量胶乳、uv胶或者贴覆普通装饰纸,而这种表面处理方式会破坏硅酸钙板的防火性能,存在一定的安全隐患。
4.基于目前硅酸钙板生产过程中存在的问题,有必要寻求一种低成本,美观防火的硅酸钙板表面贴纸。
技术实现要素:
5.本发明的首要目的在于克服现有技术的缺点与不足,提供一种防火硅酸钙板表面贴纸的制备方法。
6.本发明的另一目的在于提供所述方法制备得到的防火硅酸钙板表面贴纸。
7.本发明的再一目的在于提供防火硅酸钙板表面贴纸的应用。
8.本发明的目的通过下述技术方案实现:
9.一种防火硅酸钙板表面贴纸的制备方法,利用硅酸钙板砂光过程中产生的固体废料作为纸张的防火填料,通过与植物纤维混合后抄造制备成防火的硅酸钙板表面贴纸;具体包括如下步骤:
10.(1)制备防火填料
11.将洗净后的硅酸钙板砂光固体废料研磨至粒径大小为200~600nm,得到防火填料;
12.(2)制备混合浆料
13.将步骤(1)中得到的防火填料与打浆度为35~45
°
sr的植物纤维原料混合,配制成固含量0.8~1.6wt%的混合浆料,再加入絮凝剂和增强剂,搅拌混合均匀,得到上网浆料;
14.(3)纸页抄造
15.将步骤(2)中得到的上网浆料经上网成型得到湿纸幅,然后将湿纸幅压榨、烘干,得到所述防火硅酸钙板表面贴纸。
16.步骤(1)中所述的硅酸钙板砂光固体废料的主要成分为托贝莫来石;优选为托贝莫来石含量不低于50%的硅酸钙板砂光固体废料。
17.步骤(1)中所述的研磨为采用研磨机进行研磨。
18.步骤(2)中所述的防火填料占混合浆料总固含量的30~50wt%。
19.步骤(2)中所述的植物纤维原料优选为针叶木浆、阔叶木浆和棉浆中的一种或多种。
20.步骤(2)中所述的絮凝剂优选为聚丙烯酰胺、聚合氯化铝和聚氧化乙烯中的一种或多种;优选为分子量800~1200万的聚丙烯酰胺、聚合氯化铝和分子量500万的聚氧化乙烯中的一种或多种。
21.步骤(2)中所述的絮凝剂占混合浆料总固含量的0.5~1.5wt%。
22.步骤(2)中所述的增强剂优选为阳离子淀粉、壳聚糖(阳离子壳聚糖)和聚酰胺多胺环氧氯丙烷中的一种或多种。
23.所述的阳离子淀粉优选为季铵盐醚化型阳离子淀粉。
24.所述的聚酰胺多胺环氧氯丙烷在25℃条件下的粘度≤100mpa.s。
25.步骤(2)中所述的增强剂占混合浆料总固含量的0.3~1wt%;优选为占混合浆料总固含量的0.6~1wt%。
26.步骤(3)中所述的防火硅酸钙板表面贴纸的定量为120~180g/m2。
27.一种防火硅酸钙板表面贴纸,通过上述任一项所述的方法制备得到。
28.所述的防火硅酸钙板表面贴纸在建筑材料中的应用。
29.所述的建筑材料为无机装饰板材,如硅酸钙板等。
30.一种防火硅酸钙板表面贴纸的使用方法,为将所述的防火硅酸钙板表面贴纸经印刷所需颜色或图案后,使用无机胶黏剂贴覆于砂光后的硅酸钙板表面。
31.所述的无机胶黏剂为硅酸盐无机胶黏剂和硫酸盐无机胶黏剂中的一种或两种混合物;优选为硅酸盐无机胶黏剂、硫酸盐无机胶黏剂,或硅酸盐无机胶黏剂和硫酸盐无机胶黏剂按质量比1:1混合得到的无机胶黏剂。
32.所述的无机胶黏剂的涂覆量为10g/m2。
33.本发明相对于现有技术具有如下的优点及效果:
34.1、本发明针对现有硅酸钙板表面需涂布大量胶乳、uv胶或者贴覆普通装饰纸,导致板材防火性能下降的问题,提供了一种具有成本低、防火性能优良的,适用于硅酸钙板的防火表面贴纸。
35.2、本发明提供的防火硅酸钙板表面贴纸是利用主要成分为具有针状(纤维状)结构的托贝莫来石的硅酸钙板砂光废料作为防火填料,该防火填料具有优良的防火性能,通过附着、交织有效防止植物纤维受热后的燃烧,进而使本发明贴纸具有更好的防火性能,耐受温度可达650℃;另外,托贝莫来石可以与纸张纤维很好得到交织,防止填料含量较高时纸页强度的明显下降。
36.3、本发明可充分利用硅酸钙板生产过程中产生的固体废料,降低生产成本,该制备方法可适用于多种用途硅酸钙板的防火贴纸制备领域。
具体实施方式
37.下面结合实施例对本发明作进一步详细的描述,但本发明的实施方式不限于此。下列实施例中未注明具体条件的实验方法,通常按照常规条件。下列实施例中所使用的各原料以及试剂,除特别指出的以外,均可由市售获得。
38.在本发明中,除非另有说明,所有百分数(%)均为质量百分数(wt%)。
39.本发明实施例中涉及的植物纤维原料为针叶木浆、阔叶木浆、棉浆中的一种或多种,打浆度优选为35~45
°
sr,购自青岛久诺国际贸易有限公司。
40.本发明实施例中涉及的硅酸钙板砂光固体废料为硅酸钙板砂光过程中产生的固体废料,主要成分为具有针状(纤维状)结构的托贝莫来石(托贝莫来石含量不低于50%),是从制作硅酸钙板的工厂(肇庆三乐集成房屋制造有限公司)获得的砂光废料。制作硅酸钙板时使用的原料为石英砂,石灰,波特兰水泥425#,以及植物纤维;其中,总钙硅比为0.6~0.8,植物纤维占原料总重的5~10%,植物纤维为未漂针叶木浆(虹鱼牌)。
41.本发明实施例中涉及的增强剂为阳离子淀粉、壳聚糖(又称阳离子壳聚糖)、聚酰胺多胺环氧氯丙烷中的一种或多种;其中,阳离子淀粉为季铵盐醚化型阳离子淀粉,购自广东汇美淀粉科技有限公司,壳聚糖购自广州市升彤贸易有限公司,聚酰胺多胺环氧氯丙烷购于日本宇部兴产株式会社。
42.本发明实施例中涉及的硅酸盐无机胶黏剂以及硫酸盐无机胶黏剂购自广州均实复合材料科技有限公司。
43.实施例1
44.(1)防火填料的制备:收集并净化(使用自来水清洗)硅酸钙板砂光固体废料,采用研磨机将净化后的砂光固体废料研磨至粒径200nm,得到防火填料。
45.(2)原料混合:将步骤(1)得到的防火填料与打浆度为35
°
sr的针叶木浆纤维混合,配制成固含量0.8wt%的混合浆料;其中防火填料占总固含量的30wt%。向上述混合浆料加入占总固含量(即防火填料+针叶木浆纤维的固含量,下同)0.5wt%的聚丙烯酰胺(分子量800~1200万)絮凝剂以及占总固含量1wt%的阳离子淀粉增强剂,并进行充分搅拌,得到上网浆料。
46.(3)纸页抄造:将步骤(2)中得到的上网浆料经长网纸机成型,形成湿纸幅,然后将湿纸幅经压榨、烘干后得到定量为120g/m2防火的硅酸钙板表面贴纸。
47.(4)板材覆纸:将步骤(3)制备的防火硅酸钙板表面贴纸经印刷所需颜色或者图案后,使用硅酸盐无机胶黏剂(涂覆量为10g/m2)贴覆于砂光后的硅酸钙板(由肇庆三乐集成房屋制造有限公司提供,涂装基板,型号:na c r4 db 2440
×
1220
×
6;密度d=1.1~1.2g/cm3)表面。
48.实施例2
49.(1)防火填料的制备:收集并净化(使用自来水清洗)硅酸钙板砂光固体废料,采用研磨机将净化后的砂光固体废料研磨至粒径400nm,得到防火填料。
50.(2)原料混合:将步骤(1)得到的防火填料与打浆度为40
°
sr的阔叶木浆纤维混合,配制成固含量1.2wt%的混合浆料;其中防火填料占总固含量的40wt%。向上述混合浆料加入占总固含量1.0wt%的聚合氯化铝(购买于天宇环保有限公司,型号lason-906)絮凝剂以及占总固含量0.6wt%的阳离子壳聚糖增强剂,并进行充分搅拌,得到上网浆料。
51.(3)纸页抄造:将步骤(2)中得到的上网浆料经长网纸机成型,形成湿纸幅,然后将湿纸幅经压榨,烘干后得到定量为150g/m2防火的硅酸钙板表面贴纸。
52.(4)板材覆纸:将步骤(3)制备的防火硅酸钙板表面贴纸经印刷所需颜色或者图案后,使用硫酸盐无机胶黏剂贴覆于砂光后的硅酸钙板(由肇庆三乐集成房屋制造有限公司提供,涂装基板,型号:na c r4 db 2440
×
1220
×
6;密度d=1.1~1.2g/cm3)表面。
53.实施例3
54.(1)防火填料的制备:收集并净化(使用自来水清洗)硅酸钙板砂光固体废料,采用研磨机将净化后的砂光固体废料研磨至粒径600nm,得到防火填料。
55.(2)原料混合:将步骤(1)得到的防火填料与打浆度为45
°
sr的棉浆纤维混合,配制成固含量1.6wt%的混合浆料;其中防火填料占总固含量的50wt%。向上述混合浆料加入占总固含量1.5wt%的聚氧化乙烯(分子量500万,美国陶氏)絮凝剂以及占总固含量1.0wt%的聚酰胺多胺环氧氯丙烷(买于铭祥化工科技,型号为mx-1201,粘度≤100mpa.s(25℃))增强剂,并进行充分搅拌,得到上网浆料。
56.(3)纸页抄造:将步骤(2)中得到的上网浆料经长网纸机成型,形成湿纸幅,然后将湿纸幅经压榨,烘干后得到定量为180g/m2防火的硅酸钙板表面贴纸。
57.(4)板材覆纸:将步骤(3)制备的防火硅酸钙板表面贴纸经印刷所需颜色或者图案后,使用硅酸盐和硫酸盐混合无机胶黏剂(质量比为1:1)(涂覆量为10g/m2)贴覆于砂光后的硅酸钙板(由肇庆三乐集成房屋制造有限公司提供,涂装基板,型号:na c r4 db 2440
×
1220
×
6;密度d=1.1~1.2g/cm3)表面。
58.对比例1
59.本对比例中未添加防火填料,具体步骤如下:
60.(1)原料混合:将打浆度为35
°
sr的针叶木浆纤维配制成固含量0.8wt%的浆料,并向上述浆料加入占总固含量0.5wt%的聚丙烯酰胺(分子量800~1200万)絮凝剂以及占总固含量1wt%的阳离子淀粉增强剂,并进行充分搅拌,得到上网浆料。
61.(2)纸页抄造:将步骤(1)中得到的上网浆料经长网纸机成型,形成湿纸幅,然后将湿纸幅经压榨,烘干后得到定量为120g/m2硅酸钙板表面贴纸。
62.(3)板材覆纸:将步骤(2)制备的硅酸钙板表面贴纸印刷所需颜色或者图案后,使用硅酸盐无机胶黏剂(涂覆量为10g/m2)贴覆于砂光后的硅酸钙板(由肇庆三乐集成房屋制造有限公司提供,涂装基板,型号:na c r4 db 2440
×
1220
×
6;密度d=1.1~1.2g/cm3)表面。
63.对比例2
64.本对比例中选取粒径为10μm的常规填料碳酸钙替换硅酸钙板砂光固体废料,具体步骤如下:
65.(1)原料混合:将粒径为10μm的碳酸钙填料(所用物质为纯碳酸钙)与打浆度为40
°
sr的阔叶木浆纤维混合,配制成固含量1.2wt%的混合浆料,其中碳酸钙填料占总固含量的40wt%。向上述混合浆料加入占总固含量1.0wt%的聚合氯化铝(购买于天宇环保有限公司,型号lason-906)絮凝剂以及占总固含量0.6wt%的阳离子淀粉增强剂,并进行充分搅拌,得到上网浆料。
66.(2)纸页抄造:将步骤(1)中得到的上网浆料经长网纸机成型,形成湿纸幅,然后将
湿纸幅经压榨,烘干后得到定量为150g/m2硅酸钙板表面贴纸。
67.(3)板材覆纸:将步骤(2)制备的硅酸钙板表面贴纸经印刷所需颜色或者图案后,使用硫酸盐无机胶黏剂(涂覆量为10g/m2)贴覆于砂光后的硅酸钙板(由肇庆三乐集成房屋制造有限公司提供,涂装基板,型号:na c r4 db 2440
×
1220
×
6;密度d=1.1~1.2g/cm3)表面。
68.效果实施例
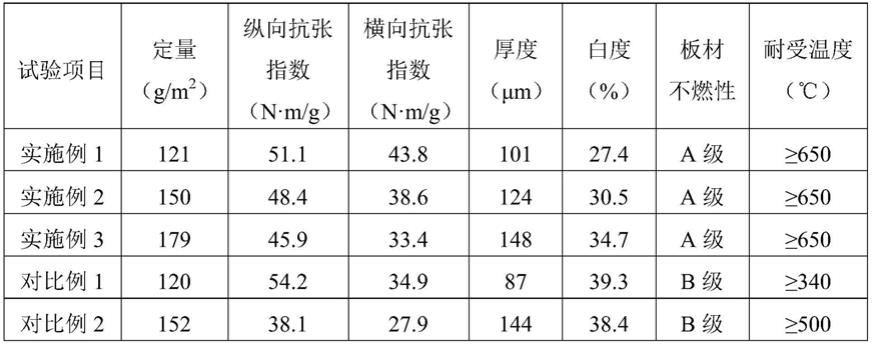
69.将实施例1~3以及对比例1~2中制得的硅酸钙板表面贴纸进行拉伸强度(gb/t 12914-2018)、厚度(gb/t 451.3-2002)、白度(gb/t22880-2008)和挺度(gb/t22364-2008)的测试,并对板材覆纸后的硅酸钙板进行板材不燃性(gb/t 5465-2010)、耐受温度(gb/t 5465-2010)的测试,结果如下表1所示。
70.表1实施例与对比例板材性能检测
[0071][0072]
通过试验对比证明利用主要成分为托贝莫来石的硅酸钙板砂光废料作为防火填料,可制备适用于硅酸钙板的表面贴纸,其成本低、防火性能优良,耐受温度可达650℃,板材不燃性为a级。而未添加这种防火填料或者添加常规碳酸钙制备的表面贴纸其不燃性为b级,且耐受温度大幅度降低。值得注意的是,采用本专利申请所述防火填料还可有效解决硅酸钙板制备过程中产生的固体废料,提高生产流程闭环程度。通过以上数据可以证明,采用本发明的技术可制备一种具有成本低、防火性能优良的,适用于硅酸钙板的防火表面贴纸。
[0073]
上述实施例为本发明较佳的实施方式,但本发明的实施方式并不受上述实施例的限制,其他的任何未背离本发明的精神实质与原理下所作的改变、修饰、替代、组合、简化,均应为等效的置换方式,都包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1