一种吸湿排汗POY制备工艺的制作方法
一种吸湿排汗poy制备工艺
技术领域
1.本申请涉及丝线生产的技术领域,尤其是涉及一种吸湿排汗poy制备工艺。
背景技术:
2.poy是预取向丝,指经高速纺丝获得的取向度在未取向丝和拉伸丝之间的未完全拉伸的化纤长丝。
3.申请公布号为cn103526307a的中国专利公开了一种poy纺丝方法,包含以下步骤:熔融聚对苯二甲酸乙二酯经输送分配管道输送到纺丝箱,经计量泵精确计量及滤网过滤,由喷丝板上的喷丝孔喷出形成多股单丝细流,单丝细流经冷却形成固态单丝,固态单丝经油嘴集束上油,最后卷绕成型。
4.由上述生产步骤生产形成的poy丝性能单一,无法满足市场需求,但提供一种新型poy制备工艺,能够使得poy丝具备吸湿排汗的功能。
技术实现要素:
5.为了增加poy丝所具备的性能,本申请提供一种吸湿排汗poy制备工艺。
6.本申请提供一种吸湿排汗poy制备工艺,采用如下的技术方案:
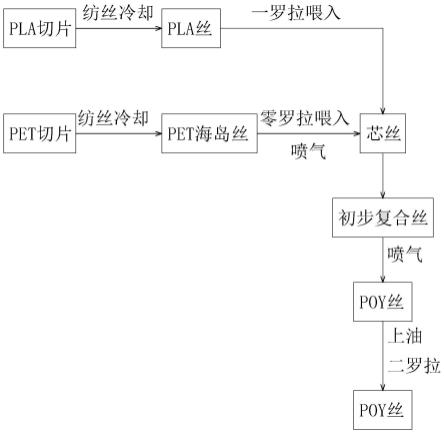
7.一种吸湿排汗poy制备工艺,包括如下步骤:
8.s1,pla切片纺丝并通冷却后输出pla丝;pet切片纺丝并冷却后输出pet丝;
9.s2,pet丝零罗拉喂入,对pet丝喷气,使得pet丝表面形成间隔排布的网络点,输出芯丝;
10.s3,pla丝一罗拉喂入,使其缠绕于芯丝外部,输出初步复合丝;
11.s4,对初步复合丝喷气,使得初步复合丝表面形成间隔排布的网络点,输出poy丝;
12.s5,对poy丝进行上油,并进行二罗拉,输出成品。
13.通过采用上述技术方案,pla丝具备良好的抗菌性、吸湿性和透气性,但是pla的保水性能不及pet丝。将pet丝作为芯丝,并将pla丝缠绕于pet丝外部,使得外层具备良好的吸湿性能、内层具备良好的保水性能,再配合外层的透气性,实现更好的吸湿排汗的效果。并且,pla丝的回弹模量大于pet丝,外层的pla丝能够将其更优的回弹性能和pet丝进行协同,从而增强poy丝的形变性能和吸湿性能。由于pla丝弹性模量更大,因此对其一罗拉喂入使其具备预压力,当其缠绕于零罗拉喂入的pet丝外部时,能够对pet丝进行轴向的微量压缩,从而提高pet丝的蓬松度,进而增强poy丝的整体吸湿排汗性能和弹力。
14.除此之外,pet丝的强度较pla丝更大,将其作为芯丝能够降低生产过程中断丝的概率。
15.可选的,在s1中,pet切片纺丝并冷却后输出pet海岛丝。
16.通过采用上述技术方案,pet海岛丝具备更好的蓬松度、吸湿性和透气性,其与pla丝结合后,pet海岛丝中的“海”和pla丝进行挤压,使得pla丝嵌入到pet海岛丝内,提高两者的整体性和协同工作性能。
17.可选的,在s3中,两道pla丝一罗拉喂入,两道pla丝均缠绕于pet丝外部。
18.可选的,两道pla丝在pet丝外部的缠绕方向相反。
19.可选的,在s4中,poy丝上的网格点和芯丝上的网格点交错。
20.可选的,在s1中,pla切片纺丝后采用负压冷却,使pla丝蓬松化。
21.通过采用上述技术方案,增强pla丝和pet丝结合后的蓬松性,同时提高poy丝整体柔韧性和强度。
附图说明
22.图1是本申请实施例中的工艺流程图;
23.图2是冷却装置的剖面结构示意图。
24.图中,1、内筒;11、入线板;12、出线板;13、冷却孔;2、外筒;21、导流环板;22、限流环板;221、弧形环板;222、直环板;23、喇叭口;3、环形冷气风机。
具体实施方式
25.以下结合附图1-2对本申请作进一步详细说明。
26.本申请实施例公开一种吸湿排汗poy制备工艺,其包括以下步骤:
27.s1,pla切片纺丝,纺丝温度为200℃,冷却后输出pla丝;pet切片纺丝,冷却后输出pet海岛丝。
28.s2,pet海岛丝零罗拉喂入,对pet海岛丝喷气,使得pet海岛丝表面形成间隔排布的网络点,输出芯丝。
29.s3,两道pla丝一罗拉喂入,分别缠绕于芯丝外部,两道pla丝缠绕方向相反,输出初步复合丝。
30.s4,对初步复合丝喷气,使得初步复合丝表面形成间隔排布的网络点,输出poy丝;poy丝上的网格点和芯丝上的网格点交错。
31.s5,对poy丝进行上油,并进行二罗拉,输出成品。
32.其中s1步骤中的冷却过程在冷却装置中进行,冷却装置包括内筒1和同轴套接于内筒1外部的外筒2,外筒2的两端均向外延伸有喇叭口23。丝线自内筒1的一端进入,自内筒1的另一端输出。
33.内筒1在输入丝线的一端设置有入线板11,另一端设置有出线板12,入线板11的出线板12位于内筒1的中部区域,使得入线板11和内筒1上输入丝线的一端形成间隔,出线板12和内筒1上输出丝线的一端形成间隔。内筒1对应入线板11和出线板12之间区域均匀开设有多个冷却孔13。
34.外筒2的两端分别设置有导流环板21和限流环板22,且导流环板21和限流环板22均位于内筒1和外筒2之间。导流环板21的一端对应外筒2的端部,另外一端对应入线板11设置。且导流环板21和外筒2之间固定有环形冷气风机3,环形冷气风机3位于外筒2的端部。
35.限流环板22包括弧形环板221和直环板222。弧形环板221一端固定于内筒1外壁上,且该端对应出线板12设置,另一端朝向内筒1端部延伸并位于内筒1和外筒2之间。同时,弧形环板221截面的弧度朝向外筒2凸起。直环板222固定于弧形环板221的端部,且直环板222悬挑的一端和外筒2的端部对齐。
36.前述丝线冷却装置的使用过程如下,丝线自入线板11进入内筒1并从出线板12输出,环形冷气风机3产生的冷风在外筒2内壁和导流环板21的限位下吹送到外筒2内壁和直环板222之间,并从喇叭口23吹出。内筒1内部的热量通过热辐射传递到内筒1外部的冷风中,实现对内筒1内部丝线的快速降温。同时,由于冷风在内筒1外部的告诉流动使得内筒1外部形成低压区,由于内筒1内部压强过大使得气体通过冷却孔13进入到内筒1和外筒2之间,对丝线进行蓬松化和快速降温。
37.本具体实施方式的实施例均为本发明的较佳实施例,并非依此限制本发明的保护范围,故:凡依本发明的结构、形状、原理所做的等效变化,均应涵盖于本发明的保护范围之内。
技术特征:
1.一种吸湿排汗poy制备工艺,其特征在于:包括如下步骤:s1,pla切片纺丝并通冷却后输出pla丝;pet切片纺丝并冷却后输出pet丝;s2,pet丝零罗拉喂入,对pet丝喷气,使得pet丝表面形成间隔排布的网络点,输出芯丝;s3,pla丝一罗拉喂入,使其缠绕于芯丝外部,输出初步复合丝;s4,对初步复合丝喷气,使得初步复合丝表面形成间隔排布的网络点,输出poy丝;s5,对poy丝进行上油,并进行二罗拉,输出成品。2.根据权利要求1所述的一种吸湿排汗poy制备工艺,其特征在于:在s1中,pet切片纺丝并冷却后输出pet海岛丝。3.根据权利要求1所述的一种吸湿排汗poy制备工艺,其特征在于:在s3中,两道pla丝一罗拉喂入,两道pla丝均缠绕于pet丝外部。4.根据权利要求3所述的一种吸湿排汗poy制备工艺,其特征在于:两道pla丝在pet丝外部的缠绕方向相反。5.根据权利要求1所述的一种吸湿排汗poy制备工艺,其特征在于:在s4中,poy丝上的网格点和芯丝上的网格点交错。6.根据权利要求1所述的一种吸湿排汗poy制备工艺,其特征在于:在s1中,pla切片纺丝后采用负压冷却,使pla丝蓬松化。
技术总结
本申请涉及一种吸湿排汗POY制备工艺,属于丝线生产的技术领域,其包括如下步骤:S1,PLA切片纺丝并通冷却后输出PLA丝;PET切片纺丝并冷却后输出PET丝;S2,PET丝零罗拉喂入,对PET丝喷气,使得PET丝表面形成间隔排布的网络点,输出芯丝;S3,PLA丝一罗拉喂入,使其缠绕于芯丝外部,输出初步复合丝;S4,对初步复合丝喷气,使得初步复合丝表面形成间隔排布的网络点,输出POY丝;S5,对POY丝进行上油,并进行二罗拉,输出成品。本申请具有提高POY丝蓬松度、吸湿排汗效果的功能。吸湿排汗效果的功能。吸湿排汗效果的功能。
技术研发人员:陈丹丹 任妙兴 陈佳佳
受保护的技术使用者:浙江裕源纺织有限公司
技术研发日:2022.05.19
技术公布日:2022/8/22
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1