一种干喷湿纺48K碳纤维原丝快速合丝制备装置及快速制备方法与流程
一种干喷湿纺48k碳纤维原丝快速合丝制备装置及快速制备方法
技术领域
1.本发明涉及碳纤维原丝生产技术领域,具体涉及一种干喷湿纺48k碳纤维原丝快速合丝制备装置及快速制备方法。
背景技术:
2.碳纤维作为一种新型无机纤维材料,既具有碳材料的固有本性,又具有纺织纤维的柔软可加工性,具有高强度、高模量、耐高温、耐腐蚀、耐疲劳、抗蠕变、导电、传热、热膨胀系数小等诸多优异性能,不但可以作为结构材料承载负荷,又可以作为功能材料发挥作用,是发展航空、航天、导弹火箭等尖端技术不可缺少的结构材料和耐腐蚀材料,也是民用工业更新换代的新型材料。
3.目前全球生产的碳纤维产品以小丝束原丝为主,大丝束原丝主要是在湿纺中目前比较成熟,干喷湿纺具有湿法无法比拟的性能优势,但干喷湿纺大丝束技术一直未能被攻破。因此开发大k束原丝的生产方法迫在眉睫。
技术实现要素:
4.为了克服原丝合丝后出现丝束会分叉、丝束毛丝增加的情况,本发明提供了一种干喷湿纺48k碳纤维原丝快速合丝制备装置,利用三级串联的合丝装置,实现了24k原丝的高品质生产。
5.为解决该技术问题所采用的技术方法是:
6.一种干喷湿纺48k碳纤维原丝快速合丝制备装置,包括三级合丝装置分别是:第一级合丝装置用于纤维等宽平铺交络、第二级合丝装置用于压缩空气交络、第三级合丝装置用于折行丝道交络。
7.进一步的,第二级合丝装置为:空气交络器装置,具体为各种形状的的环形装置,孔径在4-25mm,孔数量:2-15个。
8.具体形状为圆形、矩形或者三角形。
9.一种基干喷湿纺48k碳纤维原丝快速合丝制备装置的快速制备方法,具体步骤为经过第一级合丝装置,形成1束48k丝;
10.经过第二级合丝装置,连续交络长度在10-40cm,丝束需要从交络器的中心穿过;
11.经过第三级合丝装置,经过空气交络后的48k丝,于折行丝道中再次形成交络。
12.进一步的,第一级合丝装置工作过程为:让4根12丝,每2根丝经过一个合丝轮后,形成相同的展宽宽度,形成2束宽度在2-5mm;再经过折行丝道,平铺面单丝形成交络点,形成1束48k丝。
13.进一步的,丝束在第二级交络器中压缩空气压力控制在0.02-0.6mpa。
14.进一步的,第二级合丝装置中丝束在交络器内需要控制张力在3-20n。
15.进一步的,第三级合丝装置中,折行丝道,丝道与中心线偏离角度在15-30度。
16.与现有技术相比,本发明具有以下优点:
17.1、本发明利用3级合丝装置,采用不同形式的交络结构,实现48丝的制备。
18.2、该合丝装置可以实现快速合丝。
附图说明
19.下面结合附图对本发明进一步说明。
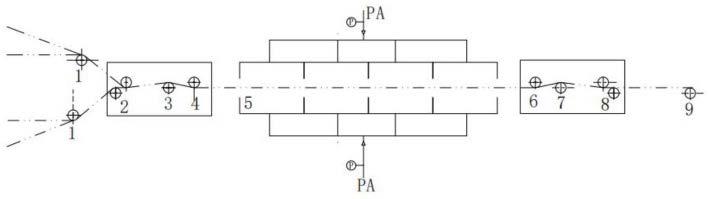
20.图1是本发明的高k束合丝装置示意图。
21.图1中:1、合丝轮一;2、合丝轮二;3、展丝轮一;4、展丝轮二;5、交络装置;6、展丝轮三;7、展丝轮四;8、展丝轮五;9、展丝轮六。
具体实施方式
22.下面结合具体实施例,进一步阐述本发明。应理解,这些实施例仅用于说明本发明而不用于限制本发明的范围。此外应理解,在阅读了本发明讲授的内容之后,本领域技术人员可以对本方面作各种改动或修改,这些等价形式同样落于本申请所附权利要求书所限定的范围。
23.一种干喷湿纺48k碳纤维原丝快速合丝制备装置,包括三级合丝装置分别是:第一级合丝装置用于纤维等宽平铺交络、第二级合丝装置用于压缩空气交络、第三级合丝装置用于折行丝道交络。进一步的,第二级合丝装置为:空气交络器装置,具体为各种形状的的环形装置,孔径在4-25mm,孔数量:2-15个。具体形状为圆形、矩形或者三角形。
24.如图1,第一级合丝装置为合丝轮一1、合丝轮二2、展丝轮一3、展丝轮二4;第二级合丝装置为交络装置5;第三级合丝装置为展丝轮三6、展丝轮四7、展丝轮五8、展丝轮六9。
25.一种基干喷湿纺48k碳纤维原丝快速合丝制备装置的快速制备方法,具体步骤为经过第一级合丝装置,形成1束48k丝;
26.经过第二级合丝装置,连续交络长度在10-40cm,丝束需要从交络器的中心穿过;
27.经过第三级合丝装置,经过空气交络后的48k丝,于折行丝道中再次形成交络。
28.第一级合丝装置工作过程为:让4根12丝,每2根丝经过一个合丝轮后,形成相同的展宽宽度,形成2束宽度在2-5mm;再经过折行丝道,平铺面单丝形成交络点,形成1束48k丝。丝束在第二级交络器中压缩空气压力控制在0.02-0.6mpa。第二级合丝装置中丝束在交络器内需要控制张力在3-20n。第三级合丝装置中,折行丝道,丝道与中心线偏离角度在15-30度。
29.实施例1
30.通过三级串联的合丝装置,实现干喷湿纺450m/min速度下的快速合丝,合丝时间在0.2s。三级合丝装置分别是:纤维等宽平铺交络、压缩空气交络、折行丝道交络这三个装置。第一级合丝装置为让4根12丝,每2根丝经过一个合丝轮后,形成相同的展宽宽度,形成2束宽度在5mm;再经过折行丝道,平铺面单丝形成交络点,形成1束48k丝。第二级合丝装置为:空气交络器装置。可以是各种形状的(圆形、矩形或者三角形)的环形装置,压缩空气压力控制在0.6mpa,孔径在4mm,孔数量:2个,连续交络长度在15cm,丝束在交络器内需要控制张力在3-20n,丝束需要从交络器的中心穿过。第三级合丝装置为:经过空气交络后的48k丝,再经过折行丝道,丝道与中心线偏离角度在30度,在折行丝道过程中再次形成交络,从
而实现48k丝的制备。
31.实施例2
32.通过三级串联的合丝装置,实现干喷湿纺405m/min速度下的快速合丝,合丝时间在0.35s。三级合丝装置分别是:纤维等宽平铺交络、压缩空气交络、折行丝道交络这三个装置。第一级合丝装置为让4根12丝,每2根丝经过一个合丝轮后,形成相同的展宽宽度,形成2束宽度在3mm;再经过折行丝道,平铺面单丝形成交络点,形成1束48k丝。第二级合丝装置为:空气交络器装置。可以是各种形状的(圆形、矩形或者三角形)的环形装置,压缩空气压力控制在0.05mpa,孔径在21mm,孔数量:9个,连续交络长度在28cm,丝束在交络器内需要控制张力在15n,丝束需要从交络器的中心穿过。第三级合丝装置为:经过空气交络后的48k丝,再经过折行丝道,丝道与中心线偏离角度在25度,在折行丝道过程中再次形成交络,从而实现48k丝的制备。
33.上述具体实施例对本发明作了具体的描述,但是必须指出的是,本发明的所包含的内容并不局限于此,在不脱离本发明实质范围的前提下,可以对本发明作出各种修改、替换和变化,这些等同形式同样属于本权利要求书的限定范围。
技术特征:
1.一种干喷湿纺48k碳纤维原丝快速合丝制备装置,其特征在于,包括三级合丝装置分别是:第一级合丝装置用于纤维等宽平铺交络、第二级合丝装置用于压缩空气交络、第三级合丝装置用于折行丝道交络。2.根据权利要求1所述的干喷湿纺48k碳纤维原丝快速合丝制备装置,其特征在于,第二级合丝装置为:空气交络器装置,具体为各种形状的的环形装置,孔径在4-25mm,孔数量:2-15个。3.根据权利要求2所述的干喷湿纺48k碳纤维原丝快速合丝制备装置,其特征在于,具体形状为圆形、矩形或者三角形。4.一种基于权利要求1所述的干喷湿纺48k碳纤维原丝快速合丝制备装置的快速制备方法,其特征在于,具体步骤为:经过第一级合丝装置,形成1束48k丝;经过第二级合丝装置,连续交络长度在10-40cm,丝束需要从交络器的中心穿过;经过第三级合丝装置,经过空气交络后的48k丝,于折行丝道中再次形成交络。5.根据权利要求4所述的快速制备方法,其特征在于,第一级合丝装置为:让4根12丝,每2根丝经过一个合丝轮后,形成相同的展宽宽度,形成2束宽度在2-5mm;再经过折行丝道,平铺面单丝形成交络点,形成1束48k丝。6.根据权利要求4所述的快速制备方法,其特征在于:丝束在第二级交络器中压缩空气压力控制在0.02-0.6mpa。7.根据权利要求4所述的快速制备方法,其特征在于:第二级合丝装置中丝束在交络器内需要控制张力在3-20n。8.根据权利要求4所述的快速制备方法,其特征在于:第三级合丝装置中,折行丝道,丝道与中心线偏离角度在15-30度。
技术总结
本发明公开了一种干喷湿纺48K碳纤维原丝快速合丝制备装置及制备方法。该装置包括三级合丝装置分别是:第一级合丝装置用于纤维等宽平铺交络、第二级合丝装置用于压缩空气交络、第三级合丝装置用于折行丝道交络。本发明是将4束12K小丝束经过3级合丝装置,依次为纤维等宽平铺交络、压缩空气交络、折行丝道交络的形式,实现丝束的间互相交络,实现干喷湿纺48K原丝的快速合丝制备。丝的快速合丝制备。丝的快速合丝制备。
技术研发人员:陈秋飞 刘栋 夏新强 庄二祥 杨瑞
受保护的技术使用者:中复神鹰碳纤维股份有限公司
技术研发日:2022.07.27
技术公布日:2022/10/11
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1