利用竖式炭活化炉制备防护丙硫醚的PAN基ACF连续生产方法与流程
利用竖式炭活化炉制备防护丙硫醚的pan基acf连续生产方法
技术领域
1.本发明涉及活性炭纤维制备技术领域,具体为一种利用竖式炭活化炉制备防护丙硫醚的pan基acf连续生产方法。
背景技术:
2.未来的生化防护装备势必向多功能化、综合化和轻便化的方向发展。透气式防护服作为生化防护装备中保护人员不受毒害的关键防护材料,其材料性能的优异直接关系到生化防护装备的进一步发展。活性炭纤维(acf),是一种具有较高技术含量和较高附加值的性能出类拔萃的活性吸附材料。活性炭纤维工业化产品以聚丙烯腈(pan)基活性炭纤维为代表,pan基活性炭纤维由纤维状前驱体,经过一定的程序炭化、活化而成,由于pan基原材料中含有大量含氮杂原子的存在,较发达的比表面积和较窄的孔径分布使得它具有较快的吸附脱附速率和较大的吸附容量。pan基活性炭纤维还具有良好的纺织品特性,以pan基活性炭纤维为吸附层,棉布、无纺布或化纤布为基布,采取贴合的方式制备出的活性炭纤维透气式防护服具有舒适、透湿、生理负荷小、阻燃性能、阻挡热辐射等功效,同时还可进一步延长活动时间的优点。作为透气式防护服应用,需要制备的pan基活性炭纤维需为具有一定强度的布料形式,且需要着重考虑对毒剂的防护,目前通常以毒剂芥子气模拟机丙硫醚防护为代表,评价pan基活性炭纤维的防护能力。
3.目前公开专利大都采用纤维丝进行制备pan基活性炭纤维,如专利申请号为cn201611121811.2的“一种高性能活性碳纤维的制备方法”,该专利申请使用聚丙烯腈原丝制备出预氧化纤维丝,然后使用实验室小炉,在一定的活化温度条件下,通过控制水蒸气在单一物理或物理化学活化过程中的比例,制备具有一定比表面积与强度的活性碳纤维。该专利申请使用未织造成布的纤维丝束在实验室小炉内实现制备出较好强度的活性碳纤维;但是纤维丝织造成纤维布,进行工业化批量制备的时候,聚集成布的纤维在短时间内放出大量的热,极易造成纤维表面刻蚀严重粉化的问题,工业化问题尚未解决。
4.专利授权号为cn1141423c的“生物活性碳纤维及其制备方法”专利,该专利通过控制纤维的预氧化、炭活化工艺参数,以及使用一定的活化促进剂与超声波处理技术来制备出适宜微生物快速固着化的活性碳纤维,但是该发明采用纤维原丝制备生物活性碳纤维,同样该工艺方法存在纤维丝织造成纤维布,工业化批量制备纤维布在短时间内放出大量的热,造成纤维表面刻蚀严重粉化的工业问题。
5.专利申请号为cn201010286160.9的“一种硼改性聚丙烯腈原丝制备碳纤维的方法”,该专利申请将纤维原丝浸泡硼酸,然后经历预氧化预碳化过程,制备得到高强度的活性炭纤维,同时该专利申请制备得到的纤维并不具备活性比表面积。
6.目前工业上使用pan基纤维布料生产pan-acf的炭活化工艺为平躺炉,且只有粘胶基活性炭纤维实现了大批量商业化生产,pan基活性炭纤维的工业化制备技术难度较大,上海天翔纺织科技有限公司使用平躺炉初步实现了pan基活性炭纤维连续制备,如专利申请号为cn200910195927.4的“高断裂强度及断裂伸长率的活性碳纤维布的连续制备方法”,该
专利申请使用一种平躺炉,炉体内置布面支撑架,以避免布料自身下垂导致炭活化不均匀,活性炭纤维孔结构强度等性能差的问题,同时采用水和二氧化碳作为活化气体,炉内分四个区域温度段,最终制备出一种高强度pan基活性炭纤维。但是该方法使用平躺炭活化炉生产pan基活性炭纤维,炉体占地面积大,容易造成生产效率低的问题,二氧化碳活化气体为化学活化法的一种,反应剧烈,不易控制,且炉体内置布面支撑架在高温条件下极易损坏,导致维修费用高,耗时长,影响批量生产应用。
7.大多数公开专利及文献使用纤维丝制备pan基活性炭纤维丝,且传统活性炭纤维(黏胶基)采用平躺炉进行工业化生产,而具有较高强度的pan-acf也利用平躺炉初步实现了连续制备,但是平躺炉需采用较大的占地面积、炉内需放置很多支撑板、需有气流抽离装置,且平躺炉制备的活性炭纤维性能不稳定,耗材多易损坏,极大的影响了生产效率与经济效益。目前公开资料只进行pan基纤维丝的炭活化实验研究,并未进行竖式炉内防护领域透气式防毒服的产业化应用研究。
技术实现要素:
8.本发明以pan基功能活性炭纤维作为生化防护装备透气式防毒服内层核心吸附材料的实际应用为出发点,利用聚丙烯腈预氧布,提供了一种使用竖式炭活化炉进行高防护性能pan基功能活性炭纤维连续批量稳定制备的方法,本发明以pan基功能活性炭纤维作为生化防护装备透气式防毒服内层核心吸附材料的实际应用为出发点,利用聚丙烯腈预氧布,采用竖式炭活化炉装置,水蒸气物理活化法,制备高效防护能力的pan基功能活性炭纤维。
9.本发明是采用如下技术方案实现的:一种利用竖式炭活化炉制备防护丙硫醚的pan基acf连续生产方法,如下:采用聚丙烯腈预氧丝织造成的预氧布;预氧布可以织造成平纹、人字纹等各种名纹理的布料。采用聚丙烯腈预氧丝织造成的斜纹预氧布的克重为120~620g/m2。进一步的,采用聚丙烯腈预氧丝织造成的预氧布的克重为230~280g/m2,聚丙烯腈预氧布续燃时间≤20秒,阴燃时间≤15秒,制造预氧布的聚丙烯腈预氧丝原材料的氧指数≥36%。
10.采用竖式炭活化炉;竖式炉占地面积小,可有效利用纤维自重与天然的烟囱效应,不需使用支撑架等内部装置,有效提高了产能与经济效益,使得最终制备的活性炭纤维具备优异的丙硫醚防护性能等综合性质。所述竖式炭活化炉的顶面设置进料口、底部设置出料口;炉内自上而下依次设置有第一热处理区域、第二热处理区域及第三热处理区域,所述第一热处理区域的处理温度为200~450℃(进一步优选的,所述第一热处理区域的处理温度为200~300℃),所述第二热处理区域的热处理温度为400~600℃(进一步优选的,所述第二热处理区域的热处理温度为400~500℃),所述第三热处理区域的热处理温度为850~950℃;所述第二热处理区域和第三热处理区域分别配备有活化剂输入管路。炉体底部配置出料口,位于出料口处设置输出对辊,并通过输出槽连接卷收机。进一步优选的,出料口配置不锈钢氮气充压管释放氮气进行气封;竖式炭活化炉内部空气含量不大于5%。
11.预氧布在0.01~3m/min(进一步优选的,预氧布的输入速度为0.2~0.45m/min,该速度可根据实际竖式炉高度进行调节)的速度下,在炉体顶部利用对辊传送机(对辊传送机的辊可选用椭圆辊、展平辊等多种类型的辊)送至炉体内部,依次经过第一、第二及第三热
处理区域,并在第二及第三热处理区域通入活化剂(进一步优选的,所述活化剂为水蒸气、二氧化碳、氢氧化钾或者氯化锌),制备得到的pan基活性炭纤维布由出料口的输出对辊输出,并缠绕于卷收机上,卷收机提供牵引动力。
12.采用竖式炭活化炉,实际应用时活化炉高度为15m,其中,第一热处理区域高4.5米、第二热处理区域高3米及第三热处理区域高3米,间距分别为0.5米。竖式炭活化炉具备占地面积小,节约资源,可以有效提高产能与经济效益的优点;同时竖式炭活化炉可以有效利用纤维布自重与竖式炉烟囱天然的抽吸力,减少炉内布料支撑架与废气抽离装置等的安装,有效避免后期高温条件下材料易损坏、维修费用高、耗时长的问题。但是竖式炉也因巨大的烟囱效应导致底部出料口处极易进入氧气,使得活性炭纤维容易过度活化或直接燃烧无法生产出高性能pan基功能活性炭纤维的问题,只能使用全封闭门解决上述难题。而使用全封闭门造成制备的纤维成品只能在底箱内堆积,然后定期打开炉门收集活性炭纤维,这种方式极大的增加了后期工作量,且减少了产能与经济效益。本发明进一步对底部增加出料口,并采用不锈钢氮气充压管等方式进行气封,这种方法可将氧浓度(2%)降至完全满足生产高性能活性炭纤维的程度,在此基础上对pan基预氧化纤维在竖式炉炭活化过程中的结构变化与石墨晶层转变规律进行研究,最终制备出高丙硫醚防护能力的pan基功能活性炭纤维。另外,由于聚丙烯腈基活性炭纤维克重较小,布料在炉内移动过程中容易受到气流影响接触到炉壁而导致烧损。因此,通过在炉内底部加装输出对辊,配合炉门处开口、炉外配置牵引设备(卷收机)将聚丙烯腈基活性炭纤维布成品直接牵引出料。配备的牵引收卷装置变速可调(约0.1m/min~3m/min),具备自动对齐功能。卷收机配备配重柱以确保聚丙烯腈基活性炭纤维布出料速度可控。整个过程由配电柜进行控制,实现了自动化出料收卷功能。
13.具体实施时,聚丙烯腈预氧布从炉子上端进料,优选以水蒸汽为活化气体,依靠自身重力向下,纤维通过自重经历3个热反应区域进行炭活化反应,下降至炉体底部;到达出料口后依靠卷收机卷收,高效率制备优异的pan基功能活性炭纤维,实现pan基功能活性炭纤维连续制备,提高产能与经济效益,具有重大的意义。
14.炭活化是活性炭纤维制备的关键步骤,考虑到炭活化工艺、炭活化温度、炭活化时间对活性炭纤维性能的影响,整个炉体设计了三个温区,不同的温区活性炭纤维发生的变化不同。
15.第一温区在200~400℃,主要是活性炭纤维的炭化,炭化过程是活性炭纤维制备过程中的关键步骤,是在高纯氮气保护下通过炭化炉对预氧布进行的固相热解反应。在该温度区间内,随着炭化温度的升高,非炭原子不断脱出,炭原子通过环化缩聚等反应形成梯形结构。经过炭化后石墨化程度更高,炭晶结构更加完善,取向度更高。炭化温度的合理控制可以使六角炭网平面得到迅速增长,乱层石墨结构的堆积密度与择优取向达到最佳平衡,从而有利于提高活性炭纤维的力学性能。
16.第二温区和第三温区负责活性炭纤维的活化。活化过程即对纤维赋予活性的过程,是指在氧化介质中对纤维进行活化处理,使活化剂与样品炭结构中的不稳定的炭原子及石墨微晶结构之间发生反应,造成炭原子的损失,从而刻蚀纤维,在纤维表面形成大量的孔隙,提高其比表面积,并在表面形成一定的活性官能团。活化温度一般控制在400~950℃。在一定的温度范围内,活化反应温度越高活化效果越好。活化时间基本上可在10~
120min之间进行相应的调整,合适的活化时间在确保纤维具有一定的强度的同时还具备优异的吸附能力,是制备高性能pan基活性炭纤维的关键。
17.第二温区在400~600℃,预氧化纤维已完全转化为梯形结构。梯形结构进一步交联增大为网状结构,从而增大炭基平面结构的含量,进一步脱氢、脱氮形成炭六元网状平面结构。活性炭纤维中含有共轭п键的炭六元环结构和含有氮的六元芳香结构逐渐形成石墨炭环平面结构。在该炭化温度下炭平面不断堆积生长,炭微晶结构更加完善。
18.第三温区在850~950℃,高温条件下可以顺利实现纤维内部炭基平面结构间发生交联与缩聚反应。第三温区的布置显著提高了聚丙烯腈活性炭纤维的比表面积,同时其经纬向的断裂强度和断裂伸长率也明显增大。
19.在第二和第三温区分别布置了水蒸气孔管道,通入水蒸气作为活化剂。采用水蒸气活化的纤维布样品力学性能较高,在用手拉伸时不会发生断裂。而且水蒸气活化过程为吸热反应,反应温度更容易控制。
20.竖式炭活化炉底部配置气封口,使布料顺利从竖式炭活化炉出料的同时,保证空气不进入竖式炭活化炉,竖式炭活化炉内部空气含量不大于5%。
21.这种利用竖式炭活化炉连续生产装置制备得到的pan基功能活性炭纤维,断裂强度、孔结构尤其是丙硫醚防护时间等综合性能优异,对透气式防护服的高效轻便化使用以及更新换代提供了保障,适用于工业上批量稳定的大规模生产高综合性能pan基功能活性炭纤维。
22.本发明设计合理,利用聚丙烯腈预氧布,使用竖式炭活化炉制备高效防护丙硫醚的pan基功能活性炭纤维连续批量制备方法,具有很好的实际应用价值。
附图说明
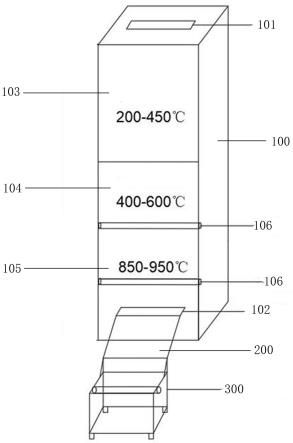
23.图1表示竖式炭化炉结构示意图。
24.图中:100-竖式炭化炉,101-进料口,102-出料口,103-第一热处理区域,104-第二热处理区域,105-第三热处理区域,106-活化剂输入管路;200-输出槽,300-卷收机。
具体实施方式
25.下面结合实施例对本发明做进一步描述。除非特别说明,本发明中所用的技术手段均为本领域技术人员所公知的方法。
26.实施例1一种利用竖式炭活化炉制备防护丙硫醚的pan基acf连续生产方法:使用斜纹预氧布,其克重为300g/m2,在0.32m/min的速率下,使用椭圆辊将其从送料口送入竖式炭化炉内部,炉体内部第一热处理区域内的热处理温度为200℃,第二热处理区域内的热处理温度为400℃,第三热处理区域内的热处理温度为890℃,将水蒸气导入第二和第三热处理区域内,制备得到pan基活性炭纤维布,通过卷收机提供牵引力,将pan基活性炭纤维布从出料口的输出对辊抽出并卷收。
27.实施例2一种利用竖式炭活化炉制备防护丙硫醚的pan基acf连续生产方法:使用平纹预氧布,其克重为230g/m2,在0.45m/min的速率下,使用椭圆辊将其从送
料口送入竖式炭化炉内部,炉体内部第一热处理区域内的热处理温度为200℃,第二热处理区域内的热处理温度为450℃,第三热处理区域内的热处理温度为870℃,将水蒸气导入第二和第三热处理区域内,制备得到pan基活性炭纤维布,通过卷收机提供牵引力,将pan基活性炭纤维布从出料口的输出对辊抽出并卷收。
28.实施例3一种利用竖式炭活化炉制备防护丙硫醚的pan基acf连续生产方法:使用人纹预氧布,其克重为380g/m2,在0.2m/min的速率下,使用椭圆辊将其从送料口送入竖式炭化炉内部,炉体内部第一热处理区域内的热处理温度为300℃,第二热处理区域内的热处理温度为500℃,第三热处理区域内的热处理温度为900℃,将水蒸气导入第二和第三热处理区域内,制备得到pan基活性炭纤维布,通过卷收机提供牵引力,将pan基活性炭纤维布从出料口的输出对辊抽出并卷收。
29.实施例4一种利用竖式炭活化炉制备防护丙硫醚的pan基acf连续生产方法:使用斜纹预氧布,其克重为280g/m2,在0.4m/min的速率下,使用椭圆辊将其从送料口送入竖式炭化炉内部,炉体内部第一热处理区域内的热处理温度为300℃,第二热处理区域内的热处理温度为500℃,第三热处理区域内的热处理温度为920℃,将水蒸气导入第二和第三热处理区域内,制备得到pan基活性炭纤维布,通过卷收机提供牵引力,将pan基活性炭纤维布从出料口的输出对辊抽出并卷收。
30.实施例5一种利用竖式炭活化炉制备防护丙硫醚的pan基acf连续生产方法:使用斜纹预氧布,其克重为260g/m2,在0.3m/min的速率下,使用椭圆辊将其从送料口送入竖式炭化炉内部,炉体内部第一热处理区域内的热处理温度为300℃,第二热处理区域内的热处理温度为500℃,第三热处理区域内的热处理温度为920℃,将水蒸气导入第二和第三热处理区域内,制备得到pan基活性炭纤维布,通过卷收机提供牵引力,将pan基活性炭纤维布从出料口的输出对辊抽出并卷收。
31.对实施例1~实施例5制备的材料测试评价丙硫醚防护时间、比表面积、断裂强力。
32.丙硫醚防护时间按gjb3253-1998附录a测试表1pan基活性炭纤维表征性质测试结果表从表1可以看到实施例1至实施5,通过调控不同的炭活化工艺条件,制备出了不同比表面积、断裂强度与丙硫醚防护时间的聚丙烯腈活性炭纤维。通过调控不同热处理区域的温度与相应的纤维炭活化时间,可以制备得到对丙硫醚防护时间远超80min指标要求的
高性能pan基功能活性炭纤维,且其扯断强力均远高于40n的指标要求。且活化温度越高、活化时间越长(实施例3、实施例5)其对应的丙硫醚防护时间与比表面积较其它实施例越高。
33.本发明以pan基功能活性炭纤维作为生化防护装备透气式防毒服内层核心吸附材料的实际应用为出发点,利用聚丙烯腈预氧布,首次利用改造的竖式炭活化炉,进行pan基功能活性炭纤维连续制备工作,通过纤维自重与烟囱的抽吸力达到纤维展平与废气抽离的目的,竖式炭活化炉的炭活化工艺,使用合适的炭化温度、炭化速率配合活化剂的活化温度与时间,制备得到一种具备优异毒剂防护能力与强度等综合性能优异的pan基功能活性炭纤维。同时通过对pan基预氧化纤维在竖式炭活化炉内炭活化过程中的结构变化与石墨晶层转变规律进行研究,得到一种对丙硫醚具备优异防护能力同时具备优异强度与孔结构的pan基功能活性炭纤维,同时实现该纤维布的工业化批量稳定制备。可表明本发明的制备方法对后期工业化批量制备高性能的pan基功能活性炭纤维具有极大的经济效益。
34.最后所应说明的是,以上应理解为说明性的,而非限制本发明的范围,本发明的实质和范围仅由权利要求书所限定。对于本领域技术人员而言,在不背离本发明实质和范围的前提下,对这些实施方案中的物料成分和用量进行的各种改变或改动也属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1