一种弹力丝整经机头盘头自动打结和绕纱系统的制作方法
一种弹力丝整经机头盘头自动打结和绕纱系统
【技术领域】
1.本实用新型涉及一种弹力丝整经机头盘头自动打结和绕纱系统。
背景技术:
2.目前不管是国内还是国外的整经机,在整经盘头做好之后,满盘头的纱线打结环节和空盘头的绕纱环节,都是由人工手动操作完成。手动操作打结的过程中存在以下问题:
3.1、手动打结/绕纱,有较大的风险造成“飞纱”的状况,造成原料和时间的浪费。
4.2、整经自动化生产是未来纺织机械发展的趋势,打结和绕纱环节是整经自动化生产必须解决的一个问题。
技术实现要素:
5.本实用新型要解决的技术问题,在于提供一种弹力丝整经机头盘头自动打结和绕纱系统,可以实现自动化打结、绕纱,节省人工操作环节,减少人工操作失误,提高整经工作效率。
6.本实用新型是这样实现的:一种弹力丝整经机头盘头自动打结和绕纱系统,整经机头包括二支架、测速罗拉以及盘头,所述测速罗拉和盘头分别从上到下架设在二所述支架之间,所述系统包括旋转传动装置、拢纱装置、打结和绕纱装置,所述旋转传动装置设置在盘头一侧的所述支架上,所述拢纱装置设置在测速罗拉下方,所述打结和绕纱装置通过一底板固定在旋转传动装置上,所述旋转传动装置通过底板带动所述打结和绕纱装置绕盘头转动;所述拢纱装置包括一可伸缩的v型杆;
7.所述打结和绕纱装置包括第一气缸、第二气缸、第三气缸、第一爪夹气缸、第二爪夹气缸、气动剪刀以及打结钩子,所述第一气缸、第二气缸和第三气缸的后端分别设置在所述底板上,且所述第一气缸、第二气缸和第三气缸均向水平方向伸缩;
8.所述第一爪夹气缸设置在所述第一气缸的前端,所述第一爪夹气缸的前端设置有第一爪夹;所述第二爪夹气缸设置在所述第二气缸的前端,所述第二爪夹气缸的前端设置有第二爪夹;所述第二爪夹气缸位于第一爪夹气缸的外侧;
9.所述气动剪刀设置在所述第二爪夹气缸的下侧,且气动剪刀的裁剪处与第二夹爪相配合;所述打结钩子设置在第三气缸的前端,且所述打结钩子位于第一爪夹气缸远离第二夹爪气缸一侧的上方。
10.进一步的,所述旋转传动装置还包括伺服电机、电机齿轮、旋转轴承齿轮以及环形轴承座,所述环形轴承座设置在盘头一侧的所述支架上,所述旋转轴承齿轮套设在所述环形轴承座外侧,所述伺服电机设置在对应的支架上,所述伺服电机与电机齿轮相连,所述电机齿轮与所述旋转轴承齿轮相啮合。
11.进一步的,所述底板设置在所述旋转轴承齿轮的侧壁上。
12.进一步的,所述拢纱装置还包括蜗杆、蜗杆电机、固定杆以及连接杆,所述蜗杆与蜗杆电机相连接,所述蜗杆电机固定在对应的支架上,所述蜗杆的另一端转动设置在另一
支架上;所述v型杆的两侧分别通过一滑套滑动套设在所述蜗杆上,二所述滑套内侧设置有与蜗杆外侧螺纹相匹配的内螺纹,且二所述滑套的内螺纹的螺纹方向相反;所述固定杆的两端分别设置在二所述支架上,所述固定杆中部通过连接杆与所述v型杆的尖端处固定连接。
13.进一步的,所述第一气缸、第二气缸、第三气缸均为双杠气缸。
14.进一步的,所述打结钩子的开口处设置有一伸缩杆,所述伸缩杆还与一第四气缸相连,所述伸缩杆用于封闭所述打结钩子的开口。
15.本实用新型的优点在于:
16.1、减少人工打结操作失误风险,避免损失。
17.2、提高工作效率,节省人力成本。
18.3、打通整经自动化生产环节,为整经全自动生产提供技术支持。
【附图说明】
19.下面参照附图结合实施例对本实用新型作进一步的说明。
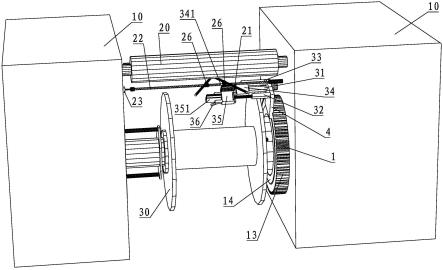
20.图1是本实用新型一种弹力丝整经机头盘头自动打结和绕纱系统的主视图。
21.图2是本实用新型一种弹力丝整经机头盘头自动打结和绕纱系统的后视图。
22.图3是本实用新型一种弹力丝整经机头盘头自动打结和绕纱系统的局部示意图。
23.图4是本实用新型一种弹力丝整经机头盘头自动打结和绕纱系统的拢纱装置和打结和绕纱装置的局部放大图。
24.图中标号如下:
25.10-支架、20-测速罗拉、30-盘头
26.1-旋转传动装置、11-伺服电机、12-电机齿轮、13-旋转轴承齿轮、14
‑ꢀ
环形轴承座、2-拢纱装置、21-v型杆、22-蜗杆、23-蜗杆电机、24-固定杆、 25-连接杆、26-滑套、3-打结和绕纱装置、31-第一气缸、32-第二气缸、33
‑ꢀ
第三气缸、34-第一爪夹气缸、341-第一爪夹、35-第二爪夹气缸、351-第二爪夹、36-气动剪刀、37-打结钩子、371-伸缩杆、372-第四气缸、4-底板。
【具体实施方式】
27.下面将结合附图和具体实施方式对本实用新型的技术方案进行清楚、完整地描述。在本实用新型的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。
28.在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“套设”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
29.请参阅图1至图4所示,本实用新型的一种弹力丝整经机头盘头自动打结和绕纱系统,整经机头包括二支架10、测速罗拉20以及盘头30,所述测速罗拉20和盘头30分别从上到下架设在二所述支架10之间,所述自动打结和绕纱系统包括旋转传动装置1、拢纱装置2、打结和绕纱装置3,所述旋转传动装置1设置在盘头30一侧的所述支架10上,所述拢纱装置2设置在测速罗拉20下方,所述打结和绕纱装置3通过一底板4固定在旋转传动装置1上,所述旋转传动装置1通过底板4带动所述打结和绕纱装置3绕盘头30转动;所述拢纱装置2包括一可伸缩的v型杆21;
30.所述打结和绕纱装置3包括第一气缸31、第二气缸32、第三气缸33、第一爪夹气缸34、第二爪夹气缸35、气动剪刀36以及打结钩子37,所述第一气缸31、第二气缸32和第三气缸33的后端分别设置在所述底板4上,且所述第一气缸31、第二气缸32和第三气缸33均向水平方向伸缩;
31.所述第一爪夹气缸34设置在所述第一气缸31的前端,所述第一爪夹气缸34的前端设置有第一爪夹341;所述第二爪夹气缸35设置在所述第二气缸32的前端,所述第二爪夹气缸35的前端设置有第二爪夹351;所述第二爪夹气缸35位于第一爪夹气缸34的外侧;
32.所述气动剪刀36设置在所述第二爪夹气缸35的下侧,且气动剪刀36 的裁剪处与第二夹爪351相配合;所述打结钩子37设置在第三气缸33的前端,且所述打结钩子37位于第一爪夹气缸34远离第二夹爪气缸35一侧的上方。
33.在具体实施中,优选的一实施例:所述旋转传动装置1还包括伺服电机 11、电机齿轮12、旋转轴承齿轮13以及环形轴承座14,所述环形轴承座14设置在盘头30一侧的所述支架10上,所述旋转轴承齿轮13套设在所述环形轴承座14外侧,所述伺服电机11设置在对应的支架10上,所述伺服电机11与电机齿轮12相连,所述电机齿轮12与所述旋转轴承齿轮13相啮合。
34.在具体实施中,优选的一实施例:所述底板4设置在所述旋转轴承齿轮 13的侧壁上。
35.在具体实施中,优选的一实施例:所述拢纱装置2还包括蜗杆22、蜗杆电机23、固定杆24以及连接杆25,所述蜗杆22与蜗杆电机23相连接,所述蜗杆电机23固定在对应的支架10上,所述蜗杆22的另一端转动设置在另一支架10上;所述v型杆21的两侧分别通过一滑套26滑动套设在所述蜗杆22上,二所述滑套26内侧设置有与蜗杆22外侧螺纹相匹配的内螺纹,且二所述滑套26内螺纹的螺纹方向相反;所述固定杆24位于蜗杆22 上方,所述固定杆24的两端分别设置在二所述支架10上,所述固定杆24 中部通过连接杆25与所述v型杆21的尖端处连接。所述蜗杆电机23可实现正反转,带动蜗杆22正反转动,蜗杆22转动过程通过滑套26带动所述 v型杆21的打开和闭合,所述v型杆21的开口朝向纱线侧。
36.在具体实施中,优选的一实施例:所述第一气缸31、第二气缸32、第三气缸33均为双杠气缸。
37.在具体实施中,优选的一实施例:所述打结钩子37的开口处设置有一伸缩杆371,所述伸缩杆371还与一第四气缸372相连,所述伸缩杆371用于封闭所述打结钩子37的开口。
38.在本实用新型的另一个实施例中,具体工作过程如下:
39.1.打结:
40.满盘头30完成后,蜗杆电机23转动使v型杆21闭合将纱线收拢成纱绳,调节第三气
缸33使打结钩子37伸出将收拢的纱绳勾住(第四气缸372 控制伸缩杆371伸出闭合打结钩子37开口);控制伺服电机11转动,带动底板4转动,使得打结钩子37跟随盘头30(盘头的转动是通过盘头电机实现)同步旋转一周多一点,打结钩子37边旋转边缩回。待打结钩子37旋转一周多一点到达v型杆21下方时,第一气缸31和第一夹爪气缸34相配合控制第一爪夹341从打结钩子37下方空位伸出,并抓住v型杆21收拢的纱绳后缩回。
41.打结钩子37将纱绳释放(第四气缸372控制伸缩杆371缩回打开打结钩子37开口),纱绳回弹到v型杆21与第一爪夹341之间,第一爪夹341 抓住纱绳继续旋转一段距离,直到打结钩子37前方的第二爪夹351与v型杆21收拢的纱绳对齐时停止,第二爪夹351伸出握住纱绳不动,下方的气动剪刀36将第一爪夹341和第二爪夹351之间的纱绳剪断,纱绳这一次将完全缩回到盘头30上,打结钩子37下方的第一爪夹341释放纱绳即可,气动剪刀36上方的第二爪夹351仍然握持住v型杆21收拢的纱绳,满盘头自动打结工作完成。
42.2、绕纱:
43.空盘头上机,一开始,v型杆21张开40度角,第二夹爪351及气动剪刀36那部分先握住纱束,处于盘头30正上方,然后,第二爪夹351握住纱束与盘头30同时旋转一圈的同时,第二爪夹351会在第二气缸32作用下慢慢收回,等旋转一圈穿过v型杆21收拢的纱片时,v型杆21才完全打开 160角,第二爪夹351此时处于纱片后方了,不影响正常整机,然后气动剪刀36剪断纱束,最后,第二爪夹351松开,这样的话,盘头上会有一段纱束,绕纱工作完成(第二爪夹上也有一节废纱)。
44.虽然以上描述了本实用新型的具体实施方式,但是熟悉本技术领域的技术人员应当理解,我们所描述的具体的实施例只是说明性的,而不是用于对本实用新型的范围的限定,熟悉本领域的技术人员在依照本实用新型的精神所作的等效的修饰以及变化,都应当涵盖在本实用新型的权利要求所保护的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1