一种长网大缸纸机生产无氟防油纸的方法与流程
本发明涉及造纸,具体涉及一种长网大缸纸机生产无氟防油纸的方法。
背景技术:
1、随着社会的不断发展和人民物质生活的不断提高,防油纸的应用场景也越来越广,但是一直困扰社会的主要问题是含氟物添加较多,目前市场上的食品级防油纸都是以氟化物作为防油剂,经科学家研究证明氟化物对身体有致癌作用,所以欧美国家已禁止使用氟化物生产食品级防油纸,需要开发出一种不含氟化物且满足防油要求的防油纸。
技术实现思路
1、本发明要解决的技术问题是:克服现有技术的不足,提供一种长网大缸纸机生产无氟防油纸的方法,使用特殊的表面施胶配方,生产一款不含氟化物且满足防油要求的防油纸。
2、本发明的技术方案为:一种长网大缸纸机生产无氟防油纸的方法,包括以下生产工艺流程:浆板→链板输送→碎浆机→卸料池→磨浆机→成浆池→抄前池→冲浆泵→压力筛→流浆箱→网部→压榨部→大缸→施胶机→组缸→压光机→卷取部→复卷→包装入库;
3、其中:
4、(1)浆料配比:漂白硫酸盐针叶木浆50-60%,漂白硫酸盐阔叶木浆40-50%;
5、(2)磨浆工艺:浆料按配比混合均匀后,采用三台dd720双盘磨串联打浆,第一台盘磨使用切割鳍型磨片,第二、三台盘磨采用扫帚鳍型磨片,叩解度60-65°sr,湿重2.5-3.5g;
6、(3)在成浆池和抄前池之间的管道中加入阳离子淀粉;
7、(4)在冲浆泵的入口加入湿强剂和akd;
8、(5)在冲浆泵和压力筛之间的管道中加入阳离子助留剂;
9、(6)在压力筛和流浆箱之间的管道中加入硅溶胶;
10、(7)采用膜转移施胶机施新型表面施胶剂;新型表面施胶配方,质量标准固含量7.5±0.5%,粘度80-120mpa.s,温度65-70℃,新型表面施胶剂由如下重量份数的原料:食品级防油淀粉10±1份,清水123±5份;
11、(8)纸机运行主要参数
12、1)车速300-350m/min,
13、2)大缸汽压500-550kpa,
14、3)膜转移施胶机控制参数
15、计量棒型号及压力
16、正面计量棒v30,线压力20kn/m ,
17、反面计量棒v30,线压力20kn/m,
18、新型表面胶成纸取拾量:反面≥2g/m2,正面≥2g/m2,
19、进膜转移施胶机成纸干度≥95%,出膜转移施胶机的成纸干度≥75%;
20、4)压光机采用双压区软压光机,一压压力80kn/m,温度150℃;二压压力80kn/m,温度120℃。
21、优选地,所述阳离子淀粉的用量为10-15kg/吨浆。
22、优选地,所述akd的用量为15-20kg/吨浆,湿强剂20-25kg/吨浆。
23、优选地,所述阳离子助留剂的用量为0.25-0.35kg/吨浆。
24、优选地,所述硅溶胶的用量为2.5-3.5kg/吨浆。
25、优选地,所述新型表面胶采用以下方法制备:将配方量的食品级防油淀粉加1/3配方量的清水在表面胶蒸煮罐中搅拌均匀后通汽,并升温至93-95℃,保温18-20min,提至表面胶稀释桶降温至65-70℃,与2/3配方量清水混合成固含量7.5%的新型表面施胶溶液,提至表面胶贮存桶备用。
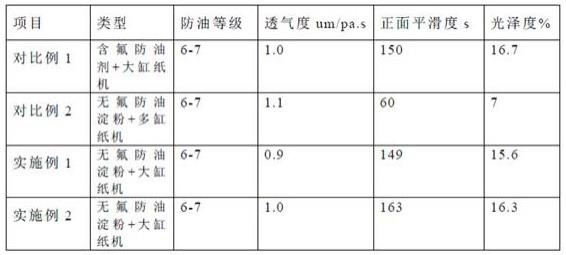
26、此项发明技术方案,也可以使用机外涂布机进行生产,存在成本高、效率低的特点。也可以使用长网多缸加膜转移施胶机的纸机生产,存在正面平滑度低,后期印刷不清晰的缺点。
27、本发明与现有技术相比,具有以下有益效果:
28、1.确认了配备长网大缸加膜转移施胶机形式的纸机可以生产出合格的无氟防油纸。
29、2.本发明采用大缸纸机生产,显著提高了防油纸正面平滑度和光泽度,有利于印刷图案清晰逼真。
30、3.较高的磨浆叩解度,保证纸页封闭性,保证表面施胶剂涂覆均匀。
31、4.新型施胶工艺完全不含氟化物,满足无氟环保的要求。
技术特征:
1.一种长网大缸纸机生产无氟防油纸的方法,其特征在于,包括以下生产工艺流程:
2.如权利要求1所述的一种长网大缸纸机生产无氟防油纸的方法,其特征在于,所述阳离子淀粉的用量为10-15kg/吨浆。
3.如权利要求1所述的一种长网大缸纸机生产无氟防油纸的方法,其特征在于,所述akd的用量为15-20kg/吨浆,湿强剂20-25kg/吨浆。
4.如权利要求1所述的一种长网大缸纸机生产无氟防油纸的方法,其特征在于,所述阳离子助留剂的用量为0.25-0.35kg/吨浆。
5.如权利要求1所述的一种长网大缸纸机生产无氟防油纸的方法,其特征在于,所述硅溶胶的用量为2.5-3.5kg/吨浆。
6.如权利要求1所述的一种长网大缸纸机生产无氟防油纸的方法,其特征在于,所述新型表面胶采用以下方法制备:将配方量的食品级防油淀粉加1/3配方量的清水在表面胶蒸煮罐中搅拌均匀后通蒸汽,并升温至93-95℃,保温18-20min,提至表面胶稀释桶降温至65-70℃,与2/3配方量清水混合成固含量7.5%的新型表面施胶溶液,提至表面胶贮存桶备用。
技术总结
本发明公开了一种长网大缸膜转移纸机生产无氟防油纸的方法,属于造纸技术领域。其技术方案包括以下生产工艺流程:浆板→链板输送→碎浆机→卸料池→磨浆机→成浆池→抄前池→冲浆泵→压力筛→流浆箱→网部→压榨部→大缸→施胶机→组缸→压光机→卷取部→复卷→包装入库。本发明确认了配备长网大缸加膜转移施胶机形式的纸机可以生产出合格的无氟防油纸;采用大缸纸机生产,显著提高了防油纸正面平滑度和光泽度,有利于印刷图案清晰逼真;较高的磨浆叩解度,保证纸页封闭性,保证表面施胶剂涂覆均匀;新型施胶工艺完全不含氟化物,满足无氟环保的要求。
技术研发人员:宋佃凤,王帅,徐家东
受保护的技术使用者:山东仁丰特种材料股份有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!