一种纸塑成型系统的清洗方法与流程
本发明涉及纸塑成型系统,特别涉及一种纸塑成型系统的清洗方法。
背景技术:
1、随着纸塑产品的使用需求增加,纸塑成型系统的利用率也逐步提高,整个处理工艺包含混合、散浆、储料、稀释、供浆等,系统结构复杂,除了对应处理工位所对应的桶体结构外,还存在大量拐角、弯头且无法拆卸的区域。
2、由于纸塑产品里面使用的化学品比较少,系统的主题为纸浆,整个系统相对比较干净,但持续工作下各处理工序对应的桶内壁会附着脏污,因而后续的清洗问题也成了亟需解决的问题。现有纸塑成型系统的清洗主要包括:依靠高压水枪做桶内壁清洗,采用清水循环带出管道内脏污,或拆除管道用水进行冲洗,亦或是采用机台水枪、气枪、抹布等来清洗整个系统;上述方法均需要耗费大量的时间和人力,但是在拐角和弯头及无法拆除和接触到的地方,存在清洗死角,导致清洗的有效性无法保证,产品表面脏污问题依然存在;因此本发明研制了一种纸塑成型系统的清洗方法,以解决现有技术中存在的问题。
技术实现思路
1、本发明目的是:提供一种纸塑成型系统的清洗方法,以解决现有技术中纸塑成型系统清洗需要耗费大量时间和人力的问题。
2、本发明的技术方案是:一种纸塑成型系统的清洗方法,包括:
3、s1:制备碱性处理液及酸性处理液,备用;
4、s2:排出纸塑成型系统内浆料,以不同间隔周期对所述纸塑成型系统进行碱洗处理及酸洗处理;所述酸洗处理间隔周期大于所述碱洗处理间隔周期,酸洗处理用于降低微生物对于碱性环境的耐受性。
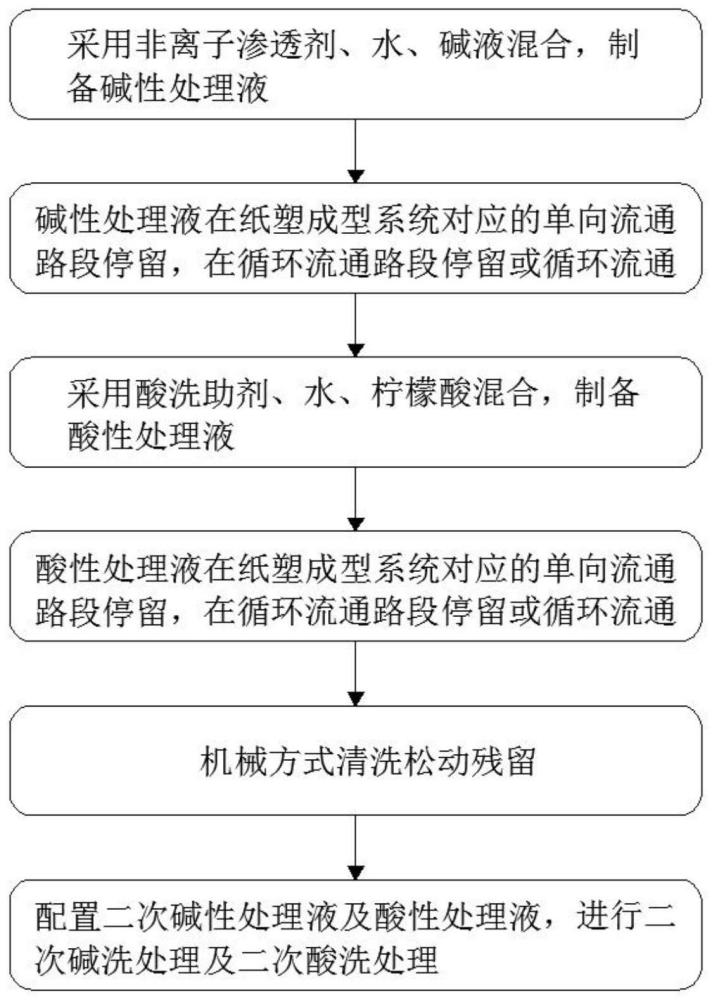
5、优选的,所述碱性处理液应用于碱洗处理阶段,制备完成后按序流经且停留于纸塑成型系统;所述碱性处理液包括按比例混合的水、非离子渗透剂及碱液;
6、所述酸性处理液应用于酸洗处理阶段,制备完成后按序流经且停留于纸塑成型系统;所述酸性处理液包括按比例混合的水、酸洗助剂及柠檬酸。
7、优选的,配置所述碱性处理液时,预先将所述非离子渗透剂与水混合,其中,所述非离子渗透剂占所述水与非离子渗透剂总和的质量百分比为0.3~0.8wt%;之后添加碱液,所述碱液用于调节所述水与非离子渗透剂混合液的ph值达到9~12;
8、配置所述酸性处理液时,预先将所述酸洗助剂与水混合,其中,所述酸洗助剂占所述水与酸洗助剂总和的质量百分比为0.2~0.7wt%;之后添加柠檬酸,所述柠檬酸用于调节所述水与酸洗助剂混合液的ph值达到2~4。
9、优选的,所述纸塑成型系统对应有单向流通路段及循环流通路段;所述单向流通路段及所述循环流通路段均对应有处理工位;
10、所述碱性处理液及所述酸性处理液在各处理工位停留时间为2~3h;或者,所述碱性处理液及所述酸性处理液在单向流通路段的各处理工位停留2~3h,在循环流通路段的各处理工位之间循环流通3~4h。
11、优选的,所述碱洗处理及所述酸洗处理过程中,所述碱性处理液及所述酸性处理液的温度为20~40℃。
12、优选的,所述碱洗处理后还用于进行二次碱洗处理,配置二次碱性处理液并按序流经且停留于所述纸塑成型系统;和/或,
13、所述酸洗处理后还用于进行二次酸洗处理,配置二次酸性处理液并按序流经且停留于所述纸塑成型系统。
14、优选的,配置所述二次碱性处理液时,将非离子渗透剂与水按质量比为(0.003~0.005):1混合,并添加碱液调节ph至11~12,所述二次碱性处理液的温度为25~35℃。
15、优选的,配置所述二次酸性处理液时,将酸洗助剂与水按质量比为(0.002~0.005):1混合,并添加柠檬酸调节ph至3~3.5,所述二次酸性处理液的温度为25~35℃。
16、优选的,所述非离子渗透剂采用busperse215、lutensol1310、jfc-e中的一种或多种的组合。
17、优选的,所述酸洗助剂采用ap1817、uta-405、dap-50中的一种或多种的组合。
18、与现有技术相比,本发明的优点是:
19、(1)本发明针对纸塑成型系统的清洗引入化学药剂,提高清洗效率,节约人力和时间;其中碱洗处理采用非离子渗透剂,由于纸塑产品里面使用的化学品比较少,系统的主题为纸浆,整个系统比较干净,而且非离子类型的渗透剂对于阳离子和阴离子脏污类型都有很好的处理效果,对于阳离子的防水剂和阴离子的纸浆和腐浆都有很好的处理效果,主要用于处理系统管壁,桶壁残留的防水剂,腐浆,有机污染污;酸洗作为碱洗的有效补充,碱洗主要作用是清除腐浆和有机脏污;酸洗用于降低微生物对于碱性环境的耐受性,同时处理掉系统内部的无机物的累积。
20、(2)碱性处理液与酸性处理液的配置主要是分别参考非离子渗透剂、酸洗助剂的使用条件而定,通过控制ph值和水温的调节,来达到非离子渗透剂、酸洗助剂最佳的使用效果,每个处理工位停留时间定在2-3h,主要是为了给非离子渗透剂、酸洗助剂充分的作用时间,达到彻底的处理脏污和清除的效果;同时,还可结合二次碱洗处理与二次酸洗处理,进一步提高清洗洁净度,避免员工拆卸清洗,整个清洗工作的劳动强度下降明显并节约了大量的人力。
技术特征:
1.一种纸塑成型系统的清洗方法,其特征在于,包括:
2.根据权利要求1所述的一种纸塑成型系统的清洗方法,其特征在于:
3.根据权利要求2所述的一种纸塑成型系统的清洗方法,其特征在于:配置所述碱性处理液时,预先将所述非离子渗透剂与水混合,其中,所述非离子渗透剂占所述水与非离子渗透剂总和的质量百分比为0.3~0.8wt%;之后添加碱液,所述碱液用于调节所述水与非离子渗透剂混合液的ph值达到9~12;
4.根据权利要求3所述的一种纸塑成型系统的清洗方法,其特征在于:所述纸塑成型系统对应有单向流通路段及循环流通路段;所述单向流通路段及所述循环流通路段均对应有处理工位;
5.根据权利要求4所述的一种纸塑成型系统的清洗方法,其特征在于:所述碱洗处理及所述酸洗处理过程中,所述碱性处理液及所述酸性处理液的温度为20~40℃。
6.根据权利要求4所述的一种纸塑成型系统的清洗方法,其特征在于:所述碱洗处理后还用于进行二次碱洗处理,配置二次碱性处理液并按序流经且停留于所述纸塑成型系统;和/或,
7.根据权利要求6所述的一种纸塑成型系统的清洗方法,其特征在于:配置所述二次碱性处理液时,将非离子渗透剂与水按质量比为(0.003~0.005):1混合,并添加碱液调节ph至11~12,所述二次碱性处理液的温度为25~35℃。
8.根据权利要求6所述的一种纸塑成型系统的清洗方法,其特征在于:配置所述二次酸性处理液时,将酸洗助剂与水按质量比为(0.002~0.005):1混合,并添加柠檬酸调节ph至3~3.5,所述二次酸性处理液的温度为25~35℃。
9.根据权利要求3或7所述的一种纸塑成型系统的清洗方法,其特征在于:所述非离子渗透剂采用busper se215、lutensol 1310、jfc-e中的一种或多种的组合。
10.根据权利要求3或8所述的一种纸塑成型系统的清洗方法,其特征在于:所述酸洗助剂采用ap1817、uta-405、dap-50中的一种或多种的组合。
技术总结
本发明涉及纸塑成型系统技术领域,具体涉及一种纸塑成型系统的清洗方法,第一步,制备碱性处理液及酸性处理液,备用;第二步,排出纸塑成型系统内浆料,以不同间隔周期对所述纸塑成型系统进行碱洗处理及酸洗处理;所述酸洗处理间隔周期大于所述碱洗处理间隔周期。其中碱洗处理采用非离子渗透剂,由于纸塑产品里面使用的化学品比较少,整个系统比较干净,而且非离子类型的渗透剂对于阳离子和阴离子脏污类型都有很好的处理效果,主要用于处理系统管壁,桶壁残留的防水剂,腐浆,有机污染污;酸洗作为碱洗的有效补充,碱洗主要作用是清除腐浆和有机脏污,酸洗用于降低微生物对于碱性环境的耐受性,同时处理掉系统内部的无机物的累积。
技术研发人员:曹军胜,王华君
受保护的技术使用者:昆山裕锦环保包装有限公司
技术研发日:
技术公布日:2024/2/6
- 还没有人留言评论。精彩留言会获得点赞!