一种拓扑折叠滤纸及其生产设备和滤芯的制作方法
本发明涉及过滤器,具体涉及一种拓扑折叠滤纸及其生产设备和滤芯。
背景技术:
1、室内空气质量的优劣直接影响人体的健康。随着人们环保意识的增强,空气净化器应运而生。高效过滤器是目前使用率很高的一种空气净化设备,它能够捕捉到空气中的有害颗粒、灰尘杂质,并对其进行杀菌净化,让空气还原洁净,过滤效果好而且容尘量大,适用于医疗、食品等行业,能够有效保护人们的健康。
2、现有技术中,高效过滤器中采用w型过滤滤芯,w型过滤滤芯利用打折机的上下刀错位胶合,再利用上胶机制成。为使过滤器的使用寿命越长,因此需要越多的过滤材料,在一个过滤器长宽厚尺寸确定的情况下,要增加过滤材料的用量,则必须减小滤纸折尖距,而折尖距过小,会导致滤纸紧靠在一起,使得大量的滤纸无法起到过滤的作用,因此为了实现更好的过滤作用且避免折间距过小影响过滤效果,需要设计一种款式新颖且各项性能比较佳的折叠滤芯。
技术实现思路
1、因此,本发明要解决的技术问题在于克服现有技术中单向折叠滤芯过滤作用较差且滤纸采用减小折间距方式时影响过滤效果的缺陷,从而提供一种拓扑折叠滤纸及其生产设备和滤芯。
2、本发明的上述技术目的是通过以下技术方案得以实现的:
3、一种拓扑折叠滤纸,包括滤纸本体,所述滤纸本体上设置有第一折线、第二折线和第三折线,所述第一折线沿滤纸本体宽度方向设置且第一折线沿滤纸本体长度方向阵列设置有多个,所述第二折线和第三折线呈弯折状且弯折角度相同,所述第二折线与第三折线交替设置在滤纸本体宽度方向上,所述第二折线和第三折线均沿滤纸本体长度方向设置且沿滤纸本体宽度方向阵列设置有多个。
4、通过采用上述技术方案,打破常规的打折结构,采用更加科学合理的滤纸打折结构,增大滤纸使用面积,优化风道的同时也降低过滤的结构阻力,并且兼顾后续能够上胶、贴边、封装的工艺,将打折结构从简单的一个方向延伸到两个方向,突破单轴线打折的传统思维,拓展为平面打折结构。
5、经过本拓扑折叠滤纸和常规产品的对比测试,采用相同材料,在相同折距的情况下做成普通结构和拓扑结构两种样品,在相同环境下,进行对比测试。拓扑折叠滤纸的过滤器在滤纸用量上提高了15%,过滤器阻力降低5%以上,提升了净化器、新风机的风量,同时增加了过滤器的使用寿命。
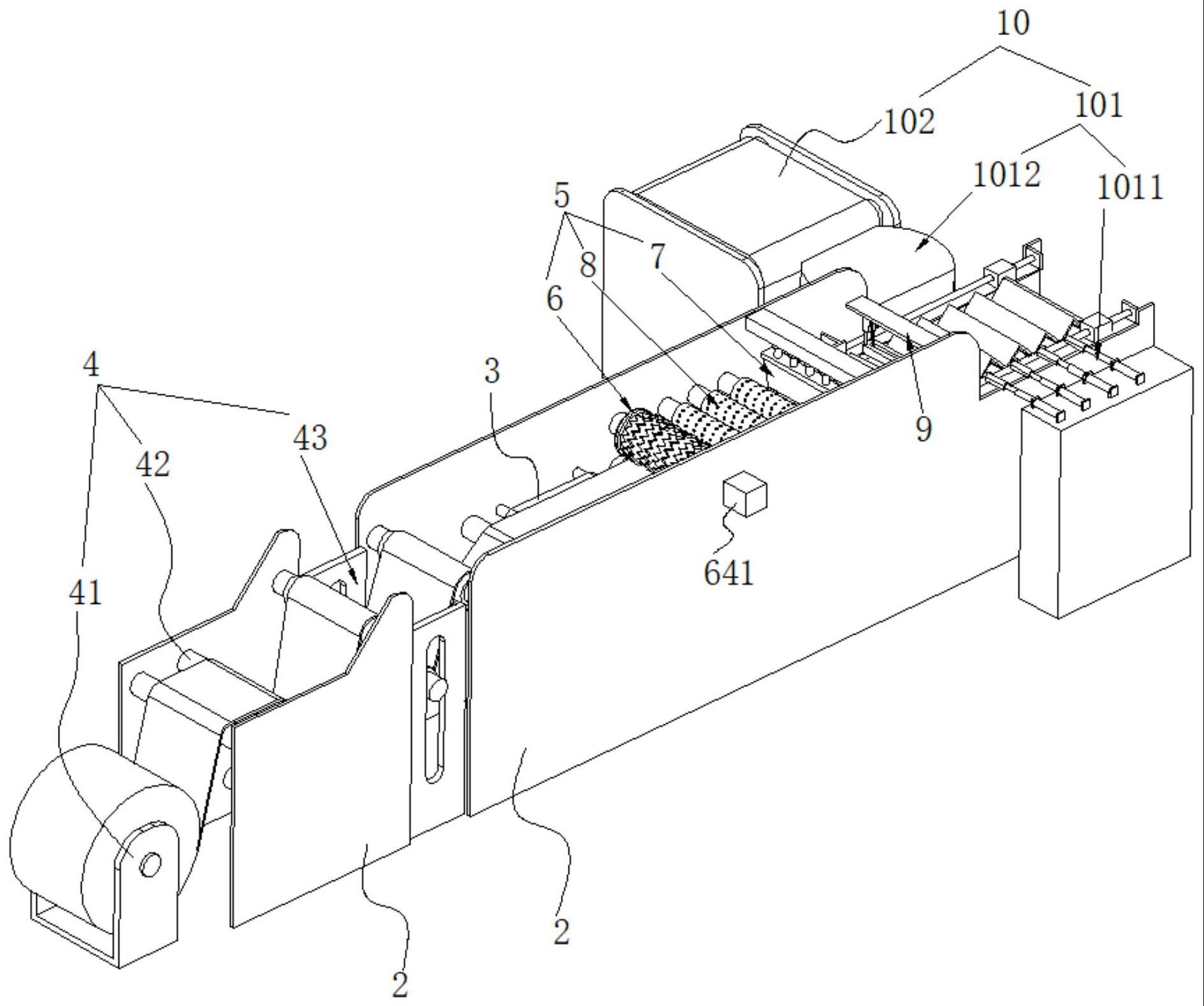
6、一种拓扑折叠滤纸生产设备,用于所述的拓扑折叠滤纸,包括生产机架和输送件,所述输送件设置在生产机架内且沿生产机架长度方向设置,还包括:
7、上料装置,所述上料装置设置在生产机架一侧,所述上料装置包括上料架、多个上料辊和张紧结构,所述上料辊沿生产机架宽度方向设置,所述张紧结构设置在上料辊之间,所述张紧结构包括定位杆、滑动杆和滑动架,所述定位杆两端定位转动安装在生产机架上且设在滑动杆两侧,所述滑动杆在滑动架内竖向线性滑动;
8、压痕装置,所述压痕装置设置在生产机架内,所述压痕装置包括第一压痕件、第二压痕件和平整件,所述第二压痕件设置在第一压痕件后端,所述第一压痕件与第二压痕件之间还设置有平整件,所述第一压痕件包括相对设置主动辊和从动辊,所述第二压痕件包括相对设置的第一折刀和第二折刀,所述平整件包括多个沿生产机架长度方向阵列设置的平整辊,所述平整辊两端定位转动安装在生产机架上;
9、分切装置,所述分切装置设置在压痕装置的后端且位于生产机架内,所述分切装置包括压紧件和分切件,所述压紧件相对设置且竖向滑移设置在生产机架内,所述分切件相对设置也竖向滑移设置在生产机架内;
10、转运装置,所述转运装置包括转运驱动和转运台,所述转运驱动垂直设置在生产机架侧面且相对生产机架宽度滑移设置,所述转运台设置在生产机架远离转运驱动的一侧且垂直与生产机架侧面设置。
11、通过采用上述技术方案,上料装置用于安装需要压痕的滤纸原料,滤纸原料放置在上料架上,通过上料辊依次引导展开并通过张紧结构松放滤纸原料,之后滤纸原料进入压痕装置进行表面压痕操作,第一压痕件完成滤纸原料表面的横向压痕,第二压痕件完成滤纸原料表面的纵向压痕,在滤纸原料经过第一次压痕后先进行表面平整后再进入第二压痕件进行第二次压痕,避免第一次压痕的痕迹过度影响第二次压痕,确保压痕对应平整;经过第二次压痕的滤纸原料能够堆积在第二压痕件末端,经过分切件进行拉伸分切形成滤芯半成品,之后通过转运装置进行转运便于后续进行滤纸上胶、贴边密封和滤纸封装等操作从而生产出拓扑折叠滤纸滤芯。
12、进一步的,所述第一压痕件包括包括主动辊和与主动辊配合的从动辊,所述主动辊设置在从动辊上方,所述主动辊外侧套设有主动筒,所述从动辊外侧套设有从动筒,所述主动筒上环设有第一压褶块和第一凹槽,所述第一压褶块和第一凹槽沿主动筒轴向交替设置,所述从动筒上环设有第二压褶块和第二凹槽,所述第二压褶块和第二凹槽沿从动筒轴向交替设置,所述第一压褶块呈弯折状且与第二凹槽对应,所述第二压褶块呈呈弯折状且与第一凹槽对应。
13、通过采用上述技术方案,第一压痕件通过主动辊与从动辊配合,主动筒上的第一压褶块与第二凹槽对应,从动辊上的第二压褶块与第一凹槽对应,两者对应压合,形成滤纸表面弯折状正折线和反折线,从而生产出滤纸。
14、进一步的,所述主动辊和从动辊的相对两端均设置有限位盘,所述限位盘包括相切设置的第一限位轮和第二限位轮,所述主动辊两端同轴设置有第一限位轮,所述从动辊两端同轴设置有第二限位轮,所述主动辊上还连接有主动件,所述主动件包括驱动电机、主动齿轮、两个连接齿轮和从动齿轮,所述主动件通过支撑架固定在生产机架上,所述主动齿轮与主动辊同轴设置,所述从动齿轮与从动辊同轴设置,所述连接齿轮与主动齿轮和从动齿轮均啮合设置且设置在主动齿轮和从动齿轮之间,所述驱动电机驱动主动齿轮转动。
15、通过采用上述技术方案,主动辊和从动辊两端的限位盘用来卡住滤纸原料,避免滤纸原料偏移不能完全进入第一压痕件内;主动件控制主动辊带动主动筒转动,从而实现主动筒与从动筒之间的啮合实现滤纸表面压痕的形成。
16、进一步的,所述平整件下方对应设置有水平的输送件,所述平整辊沿生产机架长度方向阵列设置有多个且平整辊距离输送件上表面距离逐步减少,远离第一压痕件的平整辊距离输送件上表面的距离大于二分之一的主动辊和从动辊轴心之间的距离,所述平整辊外表面均阵列设置有多个对流孔。
17、通过采用上述技术方案,在滤纸经过第一压痕件压痕后先经过平整件进行粗略的表面平整,便于进行第二次压痕也减少第一次压痕对第二次压痕的影响,平整辊距离滤纸半成品表面的距离略大,也避免完全压整去除第一次压痕,平整辊外表面环设的对流孔还起到对滤纸半成品表面散热的目的。
18、进一步的,所述第二压痕件远离平整件一侧还设置有限位块,所述限位块沿生产机架长度方向设置且沿生产机架宽度方向阵列设置有多个,所述限位块还连接有调节件,所述调节件设置在靠近第二压痕件一侧,所述调节件包括调节驱动和调节条,所述调节条沿生产机架宽度方向设置,所述调节驱动设置在调节条两端且控制调节条沿生产机架竖直方向滑移,所述限位块固定设置在调节条上。
19、通过采用上述技术方案,滤纸经过第二次压痕后堆积在第二压痕件出料一侧,限位块限定堆积高度确保整体滤纸能够有序堆叠,调节件通过调节驱动控制调节条高度带动限位块调节高度,从而提升本装置适配性,能够适应不同宽度的压痕。
20、进一步的,所述限位块远离第二压痕件一侧还设置有堆叠件,所述堆叠件包括限定板、拨动板和计数轮,所述限定板相对设置在生产机架两侧,所述拨动板设置在限位块远离第二压痕件一侧,所述拨动板包括沿生产机架宽度方向设置的宽压板和与宽压板一侧铰接设置的拨动条,所述拨动条呈弧形,所述计数轮与拨动条交错设置且底部设置有接触凸点;所述堆叠件远离第二压痕件还设置有横向滑移设置的吸附条。
21、通过采用上述技术方案,限定板避免滤纸压痕后左右偏转,拨动板固定出料侧最远处堆积的堆积滤纸,计数轮配合后续吸附条,计算拉动滑移具体个数折痕,再进行剪切操作。
22、进一步的,所述分切装置远离堆叠件一侧还设置有限定装置,所述限定装置包括固定条、多个承托槽和限定驱动,所述固定条设置在生产机架相对两侧,所述固定条内沿长度方向设置有转动螺杆,所述承托槽套设在转动螺杆上且沿转动螺杆长度方向阵列设置有多个,所述承托槽呈开口向上的弧形且沿生产机架宽度方向设置,所述限定驱动控制转动螺杆转动,所述固定条上方滑移设置有吸附条,所述吸附条两端与吸附驱动连接,所述吸附条沿生产机架宽度方向设置且沿生产机架长度方向滑移;所述限定装置下方还设置有升降件,所述升降件包括升降顶杆、升降驱动和间距调节,所述升降顶杆滑移设置在间距调节上,所述升降顶杆与承托槽交错设置,所述升降顶杆和间距调节均设置在升降驱动上方且由升降驱动控制。
23、通过采用上述技术方案,吸附条在固定条上滑动带动经过两次压痕的滤纸滑动,根据需要的滤纸大小设置对应承托槽承托滤纸底部尖角,确定对应滤纸长度后,压紧件相互靠近,分切件启动进行滤纸分切;分切完成后,升降驱动带动升降顶杆向上,将滤纸顶起。
24、进一步的,所述转运驱动包括推动件和旋转件,所述推动件包括推动块和伸缩电机,所述伸缩电机垂直于生产机架侧面且设置在生产机架一侧,所述推动块设置在伸缩电机一端且靠近限定装置,所述推动块与承托槽对应设置;所述旋转件靠近转运台设置,所述旋转件包括旋转盘和旋转驱动,所述旋转驱动设置在旋转盘底部且控制旋转盘转动。
25、通过采用上述技术方案,推动件将升降件提升的分切完成的滤纸推动至旋转件上,旋转盘接收分切滤纸后旋转,从而将旋转盘上滤纸输送至转运台上,由转运台进行转运输送,或者转运台末端设置人工进行滤纸收纳。
26、一种拓扑折叠滤纸滤芯,包括所述的拓扑折叠滤纸和封装边框,所述封装边框为板式封装、圆筒式封装和球式封装中的一种或多种,所述板式封装包括固定板框和折叠板框。
27、通过采用上述技术方案,将打折后的滤纸材料制成全新的拓扑折叠结构滤芯呈现,封装形式能够做成平板式和圆筒式的结构,也可以制成各类球形或半球形过滤器,突破了现有过滤器只能加工成板式和圆筒式的局限,极大满足了客户需求。
28、综上所述,本发明技术方案,具有如下优点:
29、1.本发明提供的一种拓扑折叠滤纸,打破常规的打折结构,采用更加科学合理的滤纸打折结构,增大滤纸使用面积,优化风道的同时也降低过滤的结构阻力,并且兼顾后续能够上胶、贴边、封装的工艺,将打折结构从简单的一个方向延伸到两个方向,突破单轴线打折的传统思维,拓展为平面打折结构。
30、2.本发明提供的一种拓扑折叠滤纸生产设备,滤纸原料经过两次压痕操作得到需要的压痕,且经过第二次压痕的滤纸原料能够堆积在第二压痕件末端,经过分切件进行拉伸分切形成滤芯半成品,之后通过转运装置进行转运便于后续进行滤纸上胶、贴边密封和滤纸封装等操作从而生产出拓扑折叠滤纸滤芯。
31、3.本发明提供的一种拓扑折叠滤纸生产设备,通过第一压痕件和第二压痕件配合实现滤纸表面的双向压痕操作且在两次压痕之间增设平整件进行粗略的表面平整,便于进行第二次压痕也减少第一次压痕对第二次压痕的影响,平整辊距离滤纸半成品表面的距离略大,也避免完全压整去除第一次压痕,平整辊外表面环设的对流孔还起到对滤纸半成品表面散热的目的。
32、4.本发明提供的一种拓扑折叠滤芯,将打折后的滤纸材料制成全新的拓扑折叠结构滤芯呈现,封装形式能够做成平板式和圆筒式的结构,也可以制成各类球形或半球形过滤器,突破了现有过滤器只能加工成板式和圆筒式的局限,极大满足了客户需求。
- 还没有人留言评论。精彩留言会获得点赞!