一种高弹性卷曲仿毛纤维的制备方法与流程
本发明涉及纺织加工,更具体地说,它涉及一种高弹性卷曲仿毛纤维的制备方法。
背景技术:
1、目前,涤纶纤维是应用最为广泛的服用纤维。涤纶是由对苯二甲酸(pta)与乙二醇(eg)进行缩聚生产制得的聚对苯二甲酸乙二酯(pet)。涤纶是合成纤维的最大类属,其产量居所有化学纤维之首。
2、涤纶纤维因其强度高、质地轻薄、易清洗、弹性好、不怕霉蛀等优良特性得到广泛的开发,不同功能的聚酯纤维混搭产生独特的功能。但现有的产品结构单一,且该类纤维单丝较细加工过程极易断裂造成成品率不高、耐用性较差,同时因涤纶纤维本身的疏水特性而在吸湿性或吸水性要求较高的领域中应用受到限制,使得涤纶纤维在舒适度、手感等方面与天然纤维存在一定的差距。因此,通过生产工艺的不断调整、改变、完善,使涤纶纤维逐步模仿天然纤维的特性,提升涤纶织物的舒适度。但是传统的弹丝复合机器或生产工艺,不能满足生产出多样化的产品的需求。
3、因此,研究一种高弹性卷曲仿毛纤维的制备方法具有非常重要的意义,可以提高纤维的手感、染色性能以及弹性等。
技术实现思路
1、针对现有技术存在的不足,本发明的目的在于提供一种高弹性卷曲仿毛纤维的制备方法,解决上述的一个或多个问题。
2、为实现上述目的,本发明提供了如下技术方案:
3、一种高弹性卷曲仿毛纤维的制备方法,包括以下步骤:1)制备涤纶poy预取向丝a;2)制备全牵伸高弹性卷曲复合纤维b;3)将制备的涤纶预取向丝a依次经过第一切丝器、第一零罗拉、第一热箱、冷却导轨、假捻器后获取高弹性涤纶丝;4)将制备的全牵伸高弹性卷曲复合纤维b依次经过第二切丝器、第二零罗拉后与高弹性涤纶丝在第二罗拉处汇合合并,并通过复合网络器完成复合;5)复合完成后的复合纤维再依次经过第三罗拉、第二热箱、第四罗拉、探丝器、上油轮辊进行卷绕成丝。
4、作为优选的技术方案,所述制备涤纶预取向丝a的方法具体为:
5、将pet切片加入干燥系统中进行预结晶干燥,结晶温度为135~145℃,干燥温度为155~165℃;
6、将预结晶干燥后的pet切片送入螺杆挤出机,经过熔融挤压得到纺丝熔体;
7、纺丝熔体从喷丝板喷出,经过环形吹风冷却、上油、预网络、导丝辊、卷绕得到高弹性涤纶预取向丝a。
8、作为优选的技术方案,所述制备全牵伸高弹性卷曲复合纤维b的方法具体为:
9、将高粘度pet切片与低粘度pet切片分别加入各自的干燥系统中进行预结晶干燥,结晶温度为135~145℃,干燥温度为155~165℃;
10、将预结晶干燥后的切片分别送入对应的螺杆挤出机,经过熔融挤压得到不同的纺丝熔体;
11、将不同的纺丝熔体进行并列复合纺丝,经复合喷丝板喷出,环形吹风冷却、上油,预网络,同时过程中引入复合纺fdy一步法拉伸、卷绕处理获得全牵伸高弹性卷曲复合纤维。
12、作为优选的技术方案,第一热箱温度为165℃-205℃,第二热箱温度为125℃-175℃;
13、作为优选的技术方案,网络压力为0.18~0.38mpa。
14、综上所述,本发明具有以下有益效果:本发明采用高粘度pet与低粘度pet进行并列复合纺丝,制备全牵伸高弹性卷曲复合纤维;将制备的涤纶预取向丝采用加弹加工得到高弹性涤纶丝。本申请涤纶丝高弹收缩性和全牵伸丝的高弹、高收缩卷曲性的性能,让全牵伸高弹性卷曲复合纤维复合为纤维的表层,高弹性涤纶丝复合为纤维的芯层,从而经过复合加工开发出一种高弹性卷曲仿毛纤维。
技术特征:
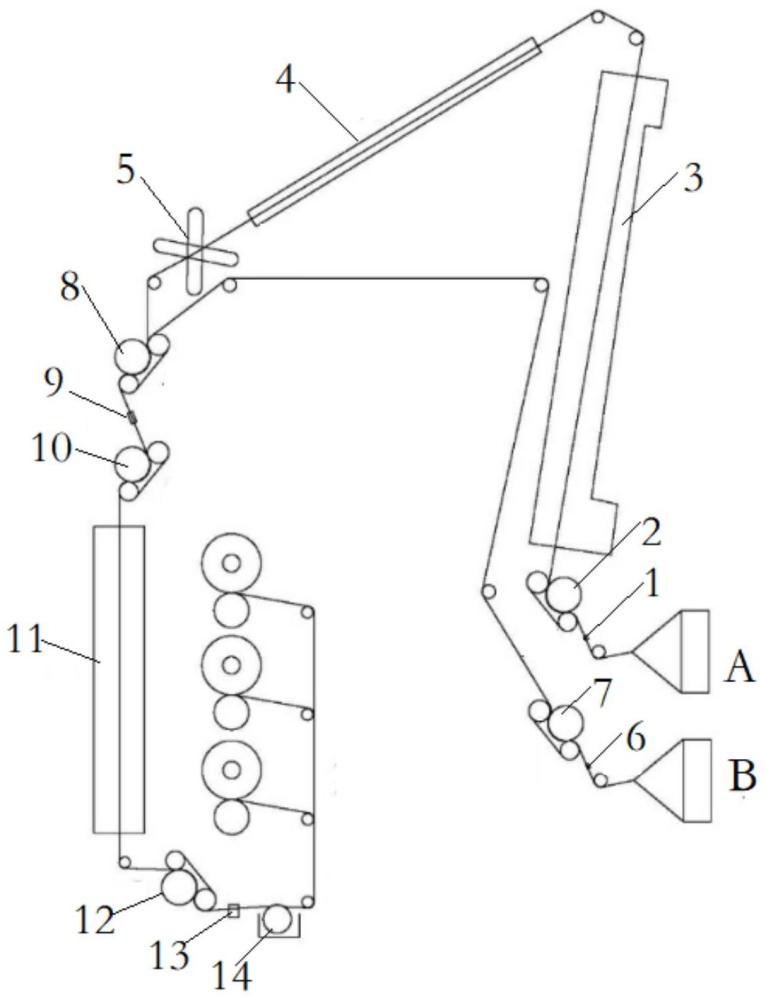
1.一种高弹性卷曲仿毛纤维的制备方法,其特征在于,包括以下步骤:1)制备涤纶poy预取向丝a;2)制备全牵伸高弹性卷曲复合纤维b;3)将制备的涤纶预取向丝a依次经过第一切丝器(1)、第一零罗拉(2)、第一热箱(3)、冷却导轨(4)、假捻器(5)后获取高弹性涤纶丝;4)将制备的全牵伸高弹性卷曲复合纤维b依次经过第二切丝器(6)、第二零罗拉(7)后与高弹性涤纶丝在第二罗拉(8)处汇合合并,并通过复合网络器(9)完成复合;5)复合完成后的复合纤维再依次经过第三罗拉(10)、第二热箱(11)、第四罗拉(12)、探丝器(13)、上油轮辊(14)进行卷绕成丝。
2.根据权利要求1所述的一种高弹性卷曲仿毛纤维的制备方法,其特征在于,所述制备涤纶预取向丝a的方法具体为:
3.根据权利要求1所述的一种高弹性卷曲仿毛纤维的制备方法,其特征在于,所述制备全牵伸高弹性卷曲复合纤维b的方法具体为:
4.根据权利要求1所述的一种高弹性卷曲仿毛纤维的制备方法,其特征在于,第一热箱(3)温度为165℃-205℃,第二热箱(11)温度为125℃-175℃。
5.根据权利要求1所述的一种高弹性卷曲仿毛纤维的制备方法,其特征在于,第一零罗拉、第二零罗拉的喂丝转速的比值范围0.8-1.2,假捻器的速度比为范围:1.4-1.65。
6.根据权利要求1所述的一种高弹性卷曲仿毛纤维的制备方法,其特征在于,网络压力为0.18~0.38mpa。
技术总结
本发明公开了一种高弹性卷曲仿毛纤维的制备方法,涉及复合变形纤维技术领域,包括以下步骤:制备涤纶POY预取向丝A;制备全牵伸高弹性卷曲复合纤维B;将制备的涤纶预取向丝A依次经过第一切丝器、第一零罗拉、第一热箱、冷却导轨、假捻器后获取高弹性涤纶丝;将制备的全牵伸高弹性卷曲复合纤维B依次经过第二切丝器、第二零罗拉后与高弹性涤纶丝在第二罗拉处汇合合并,并通过复合网络器完成复合;复合完成后的复合纤维再依次经过第三罗拉、第二热箱、第四罗拉、探丝器、上油轮辊进行卷绕成丝。本申请让全牵伸高弹性卷曲复合纤维复合为纤维的表层,高弹性涤纶丝复合为纤维的芯层,制备的纤维具有手感柔软,弹性高,染色性能好等优势。
技术研发人员:陈亚洲,邹纪辉,徐华,钱全喜,高岭
受保护的技术使用者:杭州永盛高纤股份有限公司
技术研发日:
技术公布日:2024/3/4
- 还没有人留言评论。精彩留言会获得点赞!