一种短切纤维制毡设备及生产方法
本发明属于纤维制毡,尤其涉及一种短切纤维制毡设备及生产方法。
背景技术:
1、纤维是由连续或不连续的细丝组成,其中碳纤维具有高刚度、高抗拉强度、低重量、高耐化学性、耐高温和低热膨胀的优点广泛地应用在航空航天、土木工程、军事。
2、碳纤维经常被制成毛毡,碳纤维毡不仅具有高度发达的微孔结构、吸附容量大、脱附速度快、净化效果好等优点,而且碳纤维具有吸附广普性、容量大、吸附阻力小等优点,而被广泛应用。
3、目前制毡工艺的流程较多,依次分为上料、开松、喂料、梳理、铺网、预刺、下刺、上刺、成卷。然而喂料、梳理、铺网及针刺频率的设定均靠操作人员的经验来完成,即便是最有经验约操作工也无法做到每次制毡完全一致。
4、专利文献cn112893040a公开了一种基于均匀度的喷涂方法,包括以下步骤:在型材的测试区域进行横向单行喷涂一次;对喷涂后的单行进行竖向激光测厚,得到一个竖向位置与涂层厚度的关系数据;所述关系数据放置于坐标轴上,对数据点拟合得到曲线;曲线按照正态分布规则,建立正态分布模型,通过模拟重叠喷涂得到两个相邻的喷枪喷涂后的叠加涂层的关系,在保证所述叠加涂层的厚度相同的情况下,获得所述两个相邻的喷枪之间的喷涂距离s;根据型材的长度l1和所述喷枪的运动速度v1,获得喷枪往返一次的周期t1;根据所述喷枪的个数n,所述喷枪到型材的距离为h,以及所述喷枪的喷射角2θ,得到n个所述喷枪一次可喷的宽度d,进而得到每个所述型材的喷涂时间t2,其中v2为所述型材的运动速度;根据所述喷枪的喷涂周期m、所述喷枪往返一次的时间t1以及每个型材的喷涂时间t2,在型材上进行喷涂获得厚度均匀的涂层。该方法通过控制喷枪喷射角配合设定的正态分布模型进行喷涂,但该方法仅适用于理想状态下实现,且对于设备的数据精度要求较高。
5、专利文献cn105499025a公开了一种往复式自动喷涂机,包括机架(1)以及安装有喷枪(3)和导轨(4)的枪架(2);所述枪架(2)设于所述机架(1)上,其特征在于,所述导轨(4)上设置有沿所述导轨(4)作往复运动的摆头装置(5),所述喷枪(3)沿所述摆头装置(5)的移动方向可转动的连接在所述摆头装置(5)上;所述摆头装置(5)包括第二驱动机,所述第二驱动机通过摆动轴(8)与所述喷枪(3)连接并控制所述喷枪(3)的转动;在加减速阶段,所述第二驱动机控制喷枪(3)绕所述摆动轴(8)一基点以预设的角加速度进行同步转动,转动的方向与所述摆头装置(5)的平移方向一致,摆动终止时所述喷枪(3)与垂直线存在相应的夹角角度;其中,所述机架(1)上还设有控制器(6),用于通过第一驱动机(7)带动所述摆头装置(5)沿所述导轨(4)水平直线移动,以及在摆头装置(5)平移速度变化时控制喷枪(3)进行摆头或复位。该方法存在喷头拉回喷涂过程中电机在启动、停止、转弯中,由于速度变化导致的型材厚度不均匀。
技术实现思路
1、本发明的目的在于提供一种短切纤维制毡设备及生产方法,该短切纤维制毡设备能提高纤维毡表面厚度的均匀性与一致性,从而获得高质量的短切纤维毡。
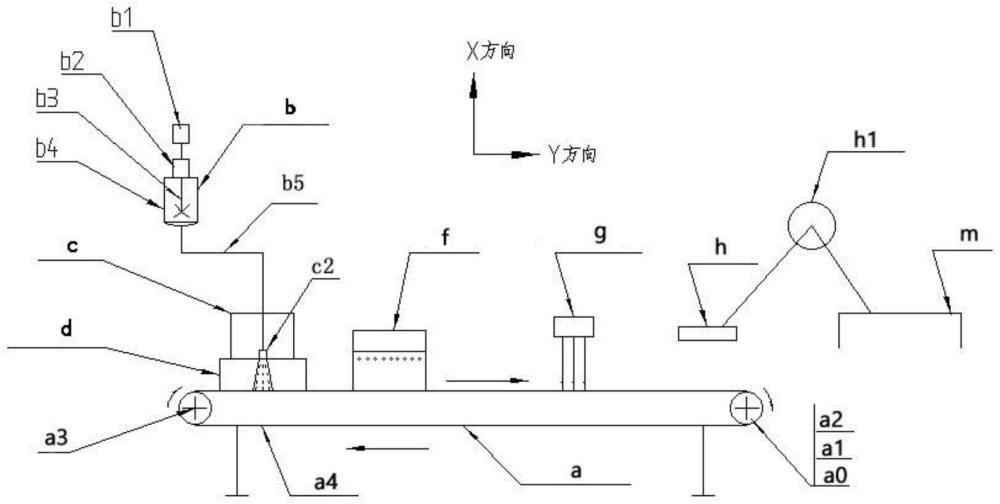
2、为了实现本发明的第一个目的,提供了一种短切纤维制毡设备,包括设有喷涂工位的网带传送装置,以及沿网带传送装置输送方向依次布置的出料装置,成型装置,用于检测毛毡厚度的厚度检测装置以及取料装置,所述出料装置包括用于提供制毡浆液的浆液搅拌装置,用于将制毡浆液喷涂在喷涂工位的浆液喷射装置,用于带动浆液喷射装置运动的喷枪移动装置以及控制系统,所述喷枪移动装置包括沿网带传送装置输送方向布置的y移动机构以及横跨网带传送装置布置的x移动机构;所述控制系统根据检测获得的毛毡厚度和x移动机构的运动速度,并对浆液喷射装置的喷涂速度进行调节,以完成均匀喷涂。
3、本发明根据x移动机构的运动速度对喷涂速度进行调节,同时根据当前毛毡厚度对浆液喷射装置的运动速度进行补偿,从而进一步对喷涂速度进行调节,从而实现毛毡的均匀喷涂。
4、具体的,所述x移动机构包括x轴电机、x轴减速机、x轴驱动器及x轴驱动丝杆与螺母,x轴减速机输入端与x轴电机机械连接,x轴减速机输出端与x轴驱动丝杆与螺母机械连接,x轴驱动器带动x轴电机运动,x轴驱动器采用位置模式控制x轴电机走定长运动,x轴的移动量受控于x轴驱动器发送的位移信号。
5、具体的,所述y移动机构包括y轴电机、y轴减速机、y轴驱动器、y轴驱动丝杆与螺母,y轴驱动器带动y轴电机运动,y轴驱动器采用位置模式控制y轴电机走定长运动;y轴的移动量受控于y轴驱动器发送的位移控制信号。
6、具体的,所述网带传送装置包括环型网带,以及提供环型网带做环形旋转的驱动机构。
7、具体的,所述驱动机构包括网带电机、网带减速机以及网带驱动器,网带驱动器驱动网带电机、网带减速机带动环形网带做环形旋转运动。
8、具体的,所述浆液搅拌装置包括料筒以及设置在料筒内的搅拌机构,所述搅拌机构包括搅拌电机、搅拌减速机、搅拌变频器、搅拌轴以及搅拌叶片,通过所述搅拌变频器对搅拌电机输出进行调节,所述搅拌电机输出端通过搅拌减速机与搅拌轴连接,所述搅拌轴带动搅拌叶片对料筒内的制毡浆液进行混合搅拌。
9、具体的,所述浆液喷射装置包括用于喷射制毡浆液的喷枪,用于将制毡浆液输入喷枪内的喷射电机,以及用于控制喷射电机输出速度以完成变速喷射动作的喷射驱动器,所述喷枪与所述喷射电机之间设有喷射减速机。
10、具体的,所述浆液喷射装置的喷涂速度通过实时采集x移动机构的当前速度,并结合短切纤维制毡设备的机械特性所构建的常数项进行生成。
11、具体的,所述短切纤维制毡设备的机械特性包括x轴电机的驱动丝杆螺距、x轴减速机的变比,喷射电机的喷嘴直径、喷射减速机的变比、涂料输送管道的直径。
12、具体的,所述喷涂速度的表达式如下:
13、vz=k*v(xt)
14、其中,v(xt)表示t时刻x移动机构在x轴方向第x点处的当前速度,k表示常数项,vz表示浆液喷射装置中喷射电机的输出速度。
15、具体的,喷涂过程实时采集x轴电机的当前速度v(xt)值,并对x轴电机的当前速度v(xt)进行相应计算求出喷射电机的控制速度vz=k*v(xt),实时刷新喷射电机的转动速度vz,x轴电机转速慢相应喷射电机的转速慢、单位时间浆液喷射装置的喷嘴出料量少,x轴电机转速快相应喷射电机的转速快、单位时间浆液喷射装置的喷嘴出料量多;有效克服了x电机在往复运动过程中由于速度变化导致的在x轴慢速运行时涂层变厚、x轴快速运行时涂层变薄的现象,提高纤维毡表面厚度的均匀性与一致性。
16、具体的,所述浆液喷射装置根据预设的更新周期t,以当前速度根据预设毛毡厚度与厚度检测装置实时采集的毛毡厚度的差值,对x移动机构的移动速度进行补偿。
17、具体的,所述补偿的表达式如下:
18、v(xt+t)=v(xt)+v(δh(xt))
19、v(δh(xt))=k1*δh(xt)
20、其中,δh(x)表示预设毛毡厚度与厚度检测装置实时采集的毛毡厚度的差值,k1表示速度补偿系数,v(δh(xt))表示x移动机构在x轴方向第x点处的补偿值,v(xt)表示t时刻x移动机构在x轴方向第x点处的当前速度,v(xt+t)表示一个更新周期后x移动机构在x轴方向第x点处补偿后的速度,以预设的更新周期t实时速度补偿计算以更新当前速度。
21、具体的,根据毛毡在x方向上进行厚度检测采集到毛毡的厚度数据h(xt)并实时反馈给控制系统;控制系统计算毛毡厚度设定数据h与厚度检测数据h(x)的差值δh(xt)=h-h(xt),并根据δh(xt)对x轴电机在位置x点的速度进行补偿,速度补偿量v(δh(xt))与厚度差值δh(x)成比例;v(δh(xt))=k1*δh(xt),k1为速度补偿系数:当δh(xt)>0时,毛毡在位置x点处的检测厚度小于毛毡需要的厚度h,速度补偿值v(δh(xt))>0,通过提高浆液喷射装置的喷射电机速度来增加单位时间的出浆量;当δh(xt)<0时,毛毡在位置x点处的检测厚度大于制毡需要的厚度h,速度补偿值v(δh(xt))<0,降低喷射装置的喷射速度来减少单位时间喷射电机的出浆量。
22、具体的,所述成型装置包括红外加热块、温度传感器、固态继电器和控温表,即把喷涂工位喷涂后的制毡浆液通过网带传送装置输送到成型工位进行加热、烘干制成毛毡。
23、具体的,所述取料装置把毛毡从厚度检测工位通过网带传送装置送到下料工位,由下料工位的机械手搬运到指定位置进行储存。
24、具体的,所述控制系统主要器件包括plc、触摸屏、x轴电机及x轴驱动器、y轴电机及y轴驱动器、喷射电机及喷射驱动器、中间继电器、接触器;所述的控制系统控制生产线有序地工作。
25、为了实现本发明的第二个目的,提供了一种短切纤维制毡生产方法,通过上述的短切纤维制毡设备实现,包括以下步骤:
26、通过浆液搅拌装置把混合有短切纤维的制毡浆液提供给浆液喷射装置,并通过浆液喷射装置喷射到传送带上的喷涂工位,通过成型装置对喷涂层进行加热、烘干制成毛毡;
27、通过厚度检测装置检测毛毡在x方向的厚度,并把所述厚度反馈给控制系统进行喷涂厚度补偿;
28、通过取料装置将完成喷涂的毛毡搬运到指定位置进行储存。
29、与现有技术相比,本发明的有益效果:
30、通过实时采集x轴电机的当前速度v(xt)值,并对x轴电机的当前速度v(xt)值进行相应计算得到喷射电机的控制速度vz,plc实时刷新喷射电机的转动速度vz,有效克服了x电机在往复运动过程中由于速度变化导致在x轴慢速运行时涂层变厚、x轴快速运行时涂层变薄的现象,提高纤维毡表面厚度的均匀性与一致性;
31、同时毛毡在x方向进行厚度激光检测,得到与位置x点相对应的毛毡厚度数据h(xt)并把h(xt)实时反馈给控制系统,控制系统计算毛毡厚度设定值h与检测数据h(xt)的差值δh(xt)=h-h(xt),并根据δh(xt)对x轴电机在位置x点的速度进行补偿。
- 还没有人留言评论。精彩留言会获得点赞!